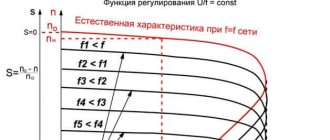
Одна из главных составляющих по-настоящему качественного шва — это правильная и точная настройка сварочного тока в соответствии с поставленной задачей. Опытным сварщикам часто приходится работать с металлом разной толщины, и порой стандартной регулировки min/max недостаточно для полноценной работы. В таких случаях возникает необходимость многоступенчатой регулировки тока, с точностью до ампера. Эту проблему можно легко решить путем включения в цепь дополнительного прибора — регулятора тока.
Ток можно регулировать по вторичке (вторичной обмотке) и по первичке (первичной обмотке). При этом каждый из способов настройки трансформатора для сварки имеет свои особенности, которые важно учитывать. В этой статье мы расскажем, как осуществляется регулировка тока в сварочных аппаратах, приведем схемы регуляторов для сварочного полуавтомата, поможем грамотно выбрать регулятор сварочного тока по первичной обмотке для сварочного трансформатора.
Способы регулировки тока
Существуют множество способов регулировки тока, и выше мы писали о вторичной и первичной обмотке. На самом деле, это очень грубая классификация, поскольку регулировка еще делится на несколько составляющих. Мы не сможем разобрать все составляющие в рамках этой статьи, поэтому остановимся на наиболее популярных.
Один из самых часто применяемых методов регулировки тока — это добавление баластника на выходе вторичной обмотки. Это надежный и долговечный способ, баластник можно легко сделать своими руками и использовать в работе без дополнительных приборов. Зачастую баластники используют исключительно для уменьшения силы тока.
В этой статье мы подробно описывали принцип работы и особенности использования баластника для сварочного полуавтомата. Там вы найдете подробную инструкцию, как изготовить прибор в домашних условиях и как использовать его в своей работе.
Несмотря на множество достоинств, метод регулировки тока по вторичной обмотке при использовании в связке с трансформатором для сварки может быть не очень удобен, особенно для начинающих сварщиков. Прежде всего, баластник довольно громоздкий и его размер может достигать метра в длину. Еще прибор часто находится под ногами и при этом сильно нагревается, а это грубое нарушение техники безопасности.
Если вы не готовы мириться с этими недостатками, то рекомендуем обратить внимание на метод, когда производится регулировка сварочного тока по первичной обмотке. Для этих целей зачастую используются электронные приборы, которые можно легко сделать своими руками. Такой прибор будет беспроблемно регулировать ток по первичке и не доставит сварщику неудобств при эксплуатации.
Электронный регулятор станет незаменимым помощником дачника, который вынужден проводить сварку в условиях нестабильного напряжения. Часто домам просто не положено использование электроприборов более 3-5 кВт, а это очень ограничивает в работе. С помощью регулятора можно настроить свой аппарат таким образом, чтобы он мог бесперебойно работать даже с учетом низкого напряжения. Также такой прибор пригодится мастерам, которым необходимо постоянно перемещаться с места на место во время работы. Ведь регулятор не нужно таскать за собой, как баластник, и он никогда не станет причиной травм.
Теперь мы расскажем о том, как самому изготовить электронный регулятор из тиристоров.
Общие понятия
Общеизвестен принцип дуговой сварки. Освежим в памяти основные понятия. Чтобы получить сварочное соединение, необходимо создать дугу. Электрическая дуга возникает при подаче напряжения между сварочным электродом и поверхностью свариваемого материала. Ток дуги расплавляет металл, образуется расплавленная ванна между двумя торцами. После остывания шва получаем крепкое соединение двух металлов.
Схема дуговой сварки.
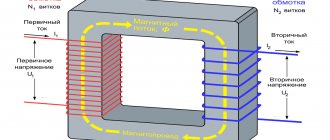
В России переменный ток регламентирован частотой 50 Гц. Питание для сварочного аппарата подается от сети фазным напряжением 220 В. Сварочные трансформаторы имеют две обмотки: первичную и вторичную. Вторичное напряжение трансформатора составляет 70 В.
Разделяют ручной и автоматический режим сварки. В условиях домашней мастерской сварку проводят в ручном режиме. Перечислим параметры, которые изменяют в ручном режиме:
- сила тока сварки;
- напряжение дуги;
- скорость сварочного электрода;
- количество проходов на шов;
- диаметр и марка электрода.
Правильный выбор и поддержание на протяжении сварочного процесса необходимых параметров являются залогом качественного сварного соединения.
При проведении ручной дуговой сварки необходимо грамотно распределять ток. Это позволит выполнить качественный шов. Стабильность дуги напрямую зависит от величины сварочного тока. Специалисты подбирают ее исходя из диаметра электродов и толщины свариваемых материалов.
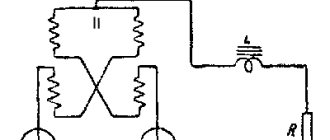
Схема тиристорного регулятора
Выше вы можете видеть схему простейшего регулятор на 2 тиристорах с минимумов недефицитных деталей. Вы также можете сделать регулятор на симисторе, но наша практика показала, что тиристорный регулятор мощности долговечнее и работает более стабильно. Схема для сборки очень простая и по ней вы сможете довольно быстро собрать регулятор, имея минимальные навыки пайки.
Принцип действия данного регулятора тоже прост. У нас есть цепь первичной обмотки, в которую подключается регулятор. Регулятор состоит из транзисторов VS1 и VS2 (для каждой полуволны). RC-цепочка определяет момент, когда откроются тиристоры, вместе с тем меняется сопротивление R7. В результате мы получаем возможность изменять ток по первичке трансформатора, после чего ток меняется и во вторичке.
Обратите внимание! Настройка регулятора осуществляется под напряжением, об этом не стоит забывать. Чтобы избежать фатальных ошибок и не получить травму нужно обязательно изолировать все радиоэлементы.
В принципе, вы можете использовать транзисторы старого образца. Это отличный способ сэкономить, поскольку такие транзисторы можно без проблем найти в старом радиоприемнике или на барахолке. Но учтите, что такие транзисторы должны использоваться на рабочем напряжении не менее 400 В. Если вы посчитаете нужным, можете поставить динисторы вместо транзисторов и резисторов, показанных на схеме. Мы динисторы не использовали, поскольку в данном варианте они работают не очень стабильно. В целом, эта схема регулятора сварочного тока на тиристорах неплохо зарекомендовала себя и на ее основе было изготовлено множество регуляторов, которые стабильно работают и хорошо выполняют свою функцию.
Также вы могли видеть в магазинах регулятор контактной сварки РКС-801 и регулятор контактной сварки РКС-15-1. Мы не рекомендуем изготавливать их самостоятельно, поскольку это займет много времени и несильно сэкономит вам деньги, но если есть такое желание, то можете изготовить РКС-801. Ниже вы видите схему регулятора и схему его подключения к сварочнику. Откройте картинки в новом окне, чтобы лучше видеть текст.
Регулятор мощности для сварочного трансформатора своими руками
» Статьи » Регулятор тока для сварочного аппарата своими руками
Каждый способ регулирования способен положительно сказываться на работе сварочного агрегата, но есть у каждого метода и свои недостатки, которые желательно знать и уметь избегать неприятных ситуаций. Сварочный процесс является ответственной процедурой, поэтому становится определяющим практически любое отклонение от норм.
При помощи специальных регуляторов:
- Настраивается рабочий ток,
- Меняется магнитный поток.
Поэтому регулятор тока для сварочного аппарата выполняет важную функцию и в качестве основных методов регулировки используют: магнитное шунтирование, подвижность обмоток, а так же дроссели разных видов.
Способы регулировки параметров сварки
Если подключится к отводам, которые выполняются на второй обмотке трансформатора, то есть возможность для ступенчатого регулирования электрического тока. При использовании данного способа меняется количество витков, таким образом, происходит уменьшение или увеличение тока.
Измерение сварочного тока
После того как вы изготовили и настроили регулятор, его можно использовать в работе. Для этого вам нужен еще один прибор, который будет измерять сварочный ток. К сожалению, не получится использовать бытовые амперметры, поскольку они не способны работать с полуавтоматами мощностью более 200 ампер. Поэтому рекомендуем использовать токоизмерительные клещи. Это относительно недорогой и точный способ узнать значение тока, управление клещами понятное и простое.
Читать также: Основная продукция черной металлургии
Так называемые «клещи» в верхней части прибора охватывают провод и измеряют ток. На корпусе прибора находится переключатель пределов измерения тока. В зависимости от модели и цены разные производители изготавливают токоизмерительные клещи, способные работать в диапазоне от 100 до 500 ампер. Выберите прибор, характеристики которого совпадают с вашим сварочным аппаратом.
Токоизмерительные клещи — это отличный выбор, если нужно оперативно измерить значение тока, при этом не влияя на цепь и не подключая в нее дополнительные элементы. Но есть один недостаток: клещи абсолютно бесполезны при измерении значения постоянного тока. Дело в том, что постоянный ток не создает переменное электромагнитное поле, поэтому прибор просто не видит его. Но в работе с переменным током такой прибор оправдывает все ожидания.
Есть другой способ измерения тока, он более радикальный. Можно добавить в цепь вашего сварочного полуавтомата промышленный амперметр, способный измерять большие значения тока. Еще можно просто временно добавлять амперметр в разрыв цепи сварочных проводов. Слева вы можете видеть схему такого амперметра, по которой можете его собрать.
Это дешевый и эффективный способ измерения тока, но использование амперметра в сварочных аппаратах тоже имеет свои особенности. В цепь добавляется не сам амперметр, а его резистор или шунт, при этом стрелочный индикатор должен параллельно подключаться к резистору или шунту. Если не соблюдать эту последовательность, прибор в лучшем случае просто не будет работать.
Изменение количества витков
При этом методе регулировка характеристик дуги осуществляется благодаря изменению коэффициента трансформации. Коэффициент трансформации позволяют изменить дополнительные отводы из вторичной катушки. Переключаясь с одного отвода на другой можно менять напряжение в выходной цепи аппарата, что приводит к изменению мощности дуги.
Регулятор должен выдерживать большой сварочный ток. Недостатком является трудность нахождения коммутатора с такими характеристиками, небольшой диапазон регулировок и дискретность коэффициента трансформации.
Универсальные возможности и выполняемые задачи
Товарищу требовался аппарат для сварки и резки труб, уголков, листов разной толщины с возможностью работы электродами 3÷5 мм. О сварочных инверторах в то время не знали.
Остановились на конструкции постоянного тока, как более универсальной, обеспечивающей качественные швы.
Тиристорами убрали отрицательную полуволну, создав пульсирующий ток, но сглаживанием пиков до идеального состояния заниматься не стали.
Схема управления выходным током сварки позволяет регулировать его величину от небольших значений для сварки вплоть до 160-200 ампер, необходимых при резке электродами. Она:
- изготовлена на плате из толстого гетинакса;
- закрыта диэлектрическим кожухом;
- смонтирована на корпусе с выводом рукоятки регулировочного потенциометра.
Вес и габариты сварочного аппарата по сравнению с заводской моделью получились меньшими. Разместили его на небольшой тележке с колесиками. Для смены места работы один человек свободно перекатывал его без особых усилий.
Провод питания через удлинитель подключали к разъему вводного электрического щитка, а шланги для сварки просто наматывали на корпус.
Простая конструкция сварочного аппарата постоянного тока
По принципу монтажа можно выделить следующие части:
- самодельный трансформатор для сварки;
- цепь его питания от сети 220;
- выходные сварочные шланги;
- силовой блок тиристорного регулятора тока с электронной схемой управления от импульсной обмотки.
Импульсная обмотка III расположена в зоне силовой II и подключается через конденсатор С. Амплитуда и длительность импульсов зависят от соотношения числа витков в емкости.
Как сделать самый удобный трансформатор для сварки: практические советы
Теоретически можно использовать любую модель трансформатора для питания сварочного аппарата. Главные требования к нему:
- обеспечивать напряжение зажигания дуги на холостом ходу;
- надежно выдерживать ток нагрузки во время сварки без перегрева изоляции от длительной работы;
- отвечать требованиям электрической безопасности.
На практике мне встречались разные конструкции самодельных или заводских трансформаторов. Однако все они требуют проведения электротехнического расчета.
Я уже давно пользуюсь упрощенной методикой, которая позволяет создавать довольно надежные конструкции трансформатора среднего класса точности. Этого вполне достаточно для бытовых целей и блоков питания радиолюбительских устройств.
Она описана у меня на сайте в статье об изготовлении трансформаторного паяльника Момент своими руками. Это усредненная технология. Она не требует уточнения сортов и характеристик электротехнической стали. Мы их обычно не знаем и учесть не можем.
Особенности изготовления сердечника
Умельцы делают магнитопровды из электротехнической стали всевозможных профилей: прямоугольного, тороидального, сдвоенного прямоугольного. Даже мотают витки провода вокруг статоров сгоревших мощных асинхронных электродвигателей.
У нас была возможность пользоваться списанным высоковольтным оборудованием с демонтированными трансформаторами тока и напряжения. Взяли от них полосы электротехнической стали, сделали из них два кольца — бублика. Площадь поперечного сечения каждого по расчетам составила 47,3 см 2 .
Их изолировали лакотканью, скрепили хлопчатобумажной лентой, образовав фигуру лежащей восьмерки.
Сверху усиленного изоляционного слоя стали мотать провод.
Секреты устройства обмотки питания
Провод для любой цепи должен быть с хорошей, прочной изоляцией, рассчитанной на длительную работу при нагреве. Иначе во время сварки она просто сгорит. Мы исходили из того, что было под рукой.
Нам достался провод с изоляцией лаком, закрытой сверху тканевой оболочкой. Его диаметр — 1,71 мм маловат, но металл — медь.
Поскольку другого провода просто не было, то стали обмотку питания делать из него двумя параллельными магистралями: W1 и W’1 с одинаковым числом витков — 210.
Читать также: Соленоидный вентиль принцип работы
Бублики сердечника монтировали плотно: так они имеют меньшие габариты и вес. Однако, проходное сечение для провода обмоток тоже ограничено. Монтаж затруднен. Поэтому каждую полуобмотку питания разнесли на свои кольца магнитопровода.
Таким способом мы:
- вдвое увеличили поперечное сечение провода обмотки питания;
- сэкономили место внутри бубликов для размещения силовой обмотки.
Выравнивание провода
Получить плотную намотку можно только из хорошо выровненной жилы. Когда мы снимали проволоку со старого трансформатора, то она получилась искривленной.
Прикинули в уме необходимую длину. Конечно же ее не хватило. Каждую обмотку пришлось делать из двух частей и сращивать винтовым зажимом прямо на бублике.
Провод растянули на улице по всей длине. Взяли в руки пассатижи. Зажали ими противоположные концы и потянули с силой в разные стороны. Жила получилась хорошо выровненной. Скрутили ее кольцом с диаметром около метра.
Технология намотки провода на тор
Для обмотки питания мы использовали метод намотки ободом или колесом, когда из провода делается кольцо большого диаметра и заводится внутрь тора вращением по одному витку.
Этот же принцип используется при надевании заводного кольца, например, на ключ или брелок. После того, как колесо заведено внутрь бублика его начинают постепенно раскручивать, укладывая и фиксируя провод.
Этот процесс хорошо показал Алексей Молодецкий в своем видеоролике «Намотка тора на обод».
Эта работа трудная, кропотливая, требует усидчивости и внимания. Провод надо плотно укладывать, считать, контролировать процесс заполнения внутренней полости, вести запись намотанного количества витков.
Как мотать силовую обмотку
Для нее мы нашли медный провод подходящего сечения — 21 мм 2 . Прикинули длину. Она влияет на число витков, а от них зависит напряжение холостого хода, необходимое для хорошего зажигания электрической дуги.
Обычно справочники рекомендуют 60-70 вольт. Нам один опытный сварщик сказал, что в нашем случае будет достаточно 50. Решили проверить, а если не хватит, то дополнительно увеличить обмотку.
Сделали 48 витков со средним выводом. Итого получилось на бублике три конца:
- средний — для прямого подключения «плюса» к сварочному электроду;
- крайние — на тиристоры и после них на массу.
Поскольку бублики скреплены и на них уже по краям колец смонтированы обмотки питания, то намотку силовой цепи выполняли методом «челнока». Выровненный провод сложили змейкой и просовывали для каждого витка через отверстия бубликов.
Отпайку средней точки выполнили винтовым соединением с его изоляцией лакотканью.
Эксплуатация балластного соединения
Показатель балластного сопротивления регулирующего аппарата находится на уровне 0,001 Ом. Он подбирается путём эксперимента. Непосредственно для получения сопротивления, преимущественно используется сопротивление проволоки больших мощностей, их применяют в троллейбусах или на подъёмниках.
Уменьшить сварочное напряжение высокой частоты, можно даже используя стальную пружину для двери.
Такое сопротивление включается стационарно или по-другому, чтобы в будущем была возможность с легкостью отрегулировать показатели. Один край этого сопротивления подключается к выходу конструкции трансформатора, другой обеспечивается специальным инструментом для зажима, который сможет перекидываться по всей длине спирали, что позволит выбрать нужную силу напряжения. Основная часть резисторов с использованием проволоки большой мощности, производится в виде открытой спирали. Она монтируется на конструкцию в длину полметра. Таким образом, спираль делается также из проволоки ТЭНа. Когда резисторы, изготовленные из магнитного сплава скооперировать со спиралью или любой деталью из стали, в процессе работы прохождения тока с высокими показателями, она начнёт заметно дрожать. Такой зависимостью спираль обладает только до того момента, пока она не растянется.
Надежная схема управления сварочным током
В работе участвуют три блока:
- стабилизированного напряжения;
- формирования высокочастотных импульсов;
- разделения импульсов на цепи управляющих электродов тиристоров.
Стабилизация напряжения
От обмотки питания трансформатора 220 вольт подключен дополнительный трансформатор с напряжением на выходе порядка 30 В. Оно выпрямляется диодным мостом на основе Д226Д и стабилизируется двумя стабилитронами Д814В.
В принципе здесь может работать любой блок питания с аналогичными электрическим характеристиками тока и напряжения на выходе.
Импульсный блок
Стабилизированное напряжение сглаживается конденсатором С1 и подается на импульсный трансформатор через два биполярных транзистора прямой и обратной полярности КТ315 и КТ203А.
Транзисторы генерируют импульсы на первичную обмотку Тр2. Это импульсный трансформатор тороидального типа. Он выполнен на пермаллое, хотя можно использовать и ферритовое кольцо.
Намотка трех обмоток проводилась одновременно тремя отрезками провода диаметром 0,2 мм. Сделано по 50 витков. Полярность их включения имеет значение. Она показана точками на схеме. Напряжение на каждой выходной цепи порядка 4 вольт.
Обмотки II и III включены в цепь управления силовыми тиристорами VS1, VS2. Их ток ограничивается резисторами R7 и R8, а часть гармоники обрезается диодами VD7, VD8. Внешний вид импульсов мы проверили осциллографом.
В этой цепочке резисторы надо подбирать под напряжение импульсного генератора так, чтобы его ток надежно управлял работой каждого тиристора.
Ток отпирания 200 мА, а отпирающее напряжение — 3,5 вольта.
Регулирование тока сварки
Переменный резистор R2 своим сопротивлением определяет положение каждого импульса, пропускаемого через управляющий электрод тиристора. От него зависит форма пульсирующего тока на выходе силовой схемы сварочного аппарата.
Пульсации полусинусоид могут проходить полностью, когда ток сварки выставляется максимальным или обрезаться практически до нуля.
Личные впечатления от эксплуатации
Когда был изготовлен сварочный аппарат постоянного тока своими руками, то мы приступили к изучению его возможностей. Первым делом поэкспериментировали с полярностью подключения электрода и выявили закономерность.
На электрод можно подавать «плюс» — прямая полярность или «минус» — обратная. В этом случае меняется глубина провара шва. При обратной полярности она возрастает примерно на 40-50%.
Наш сварочный аппарат позволяет варить электродами 3 мм, обеспечивая ток сварки 80 ампер довольно длительное время. Нагрев конструкции не превышает рабочих режимов. При этом нагрузка в сети бытовой проводки поддерживается на уровне до 20 А.
Если возникает необходимость пользоваться электродами 4 мм или увеличивать сварной ток, то приходится организовывать перерывы в работе для охлаждения аппарата. Оно у нас естественное: за счет щелей и отверстий.
Систему охлаждения можно усилить принудительной вентиляцией, выполнив обдув. Но мы этим вопросом не занимались.
Показываю отсканированный рукописный текст сохранившегося документа. Он может пригодиться для повторения.
А сейчас рекомендую посмотреть видеоролик владельца zxDTCxz «Сварочный аппарат на основе тороидального магнитопровода». В нем есть много полезных рекомендация.
Если же у вас все-таки остались вопросы по теме, то задавайте их в комментариях, я отвечу.
- 5
- 4
- 3
- 2
- 1
(5 голосов, в среднем: 5 из 5)
Подпишитесь на нашу рассылку «Домашний мастер» и Вы всегда узнаете первыми о новостях этого блога!
Здравствуйте. А если Ш-образный трансформатор? Можете проконсультировать? Собираю сварочный аппарат.
Здравствуйте, Александр. Принцип работы тот же. Однако скиньте на почту сайта фотки (смотрите раздел «О сайте») и опишите размеры железа магнитопровода. Это мне поможет сделать расчет мощности. Также почитайте комментарии к статье о конструкции самодельного паяльника Момент. Там я много времени посветил этому вопросу. Вам пригодиться.
Читать также: Насадки для перфоратора для снятия плитки
Здравствуйте Уважаемый Алексей! Спасибо за вашу статью , очень полезна и интересна! Подскажите , есть пара вопросов! У меня исходный источник питания уже готовые 36 вольт постоянного тока , если исключу из этой схемы самое начало так называемый трансформатор , эта схема будет работать ? Или для меня она не подойдёт ? Нужно что то другое ? Очень буду ждать вашего ответа! заранее Спасибо!
Здравствуйте, Павел. Что-то я не очень понял ваш вопрос. Давайте уточним: у вас есть готовый источник напряжения, который дает на выходе 36 вольт. Я правильно понял, что из него вы хотите сделать сварочник на постоянном токе? Для надежного зажигания дуги нужно 60-70 вольт. В моем случае получилось ее зажигать от 50. Ниже я не экспериментировал, пробуйте, но вряд ли получится что-то хорошее… Еще важна одна электрическая характеристика: мощность на выходе. Если ее не обеспечить, то сварочный аппарат просто сгорит. У меня он создавался на 50Vх160A=8kW. Обратите внимание на силовые цепи вашего источника, выдержат ли они такие мощности? Вообще-то расчет советую делать с исходной задачи: какими электродами собираетесь варить и резать. Под них надо создать ток электрической дуги и зажечь ее. Это определит мощность сварочника на выходе. Под эти параметры рассчитывается конструкция и подбираются детали. Пришлите фот вашего агрегата. А лучше схему. Тогда можно будет дать более конкретные рекомендации.
Виктор, напряжение розжига зависит от характеристик сварочного электрода.При правильном выборе электрода сварочные работы прекрасно идут при Uх.х. сварочника 36 вольт и менее.
Благодарю за дополнение. Александр. Павел мне уже это объяснил тоже. Просто я не сварщик, а простой электрик.
Я работаю сварщиком на севере , экстренно выезжаю на внештатные ситуации! Часто стали происходить ситуации когда сварочный генератор нужно тащить прямо в болото или для выполнения тех или иных сварочных работ это очень тяжело и иногда крайне не выполнимо! Но я выезжаю на место на гусеничном вездеходе на котором установлены аккумуляторы 24 вольта. их снять не составляет труда и быстро донести до места ! 24 вольта варит плохо а вот подсоединив аккб. до 36 вольт варит идеально! но на той неделе произошла ситуация что я слишком долго пытался приваривать обрыв и аккумулятор у меня взорвался! Уважаемый Алексей , очень вас прошу помочь в этом вопросе так как прочитав вашу статью я понял что вы профессионал в этом деле! Есть ли возможность подстроить вашу схему на 36 вольт постоянного тока , ну или 24 если нужно могу соединить два до 48 вольт
Ну электроды использую 2.0 и 2.5 мм иногда варю 3мм. тока для них от 70 до 110 ампер за глаза 36 вольт варит хорошо , ну точнее варило! Как вы поняли , замыкал на прямую! Понимаю что конечно глупость и всё должно быть правильно и по науке! Поэтому и обратился к вам! 110 даже много редко когда больше 100 выставляю значит 70-100 ампер
Павел, делать сварку от аккумуляторной сборки не лучший вариант, но вполне рабочий для аварийных ситуаций. Надо учесть риск от потери аккумулятора. Что надо учесть на мой взгляд: 1. Все банки должны быть хорошо заряжены. Любая дефектная банка будет работать на разряд батареи, забирая ее ток на себя. 2. Сварка должна проходить быстро. Иначе электролит закипит и АКБ взорвется. На моих глазах во время службы в армии механик водитель самоходного тягача уронил гаечный ключ размера порядка 22х24 на выходные шины аккумуляторов. Дуга была такая, что ключ перегорел, а банки выдержали. Ими заводили дизель на 500 лошадей. Амперы уже не помню, но сборка была из танковых аккумуляторов. Перетаскивать даже вдвоем их было проблематично. Возвращаюсь к нашей сварке. Исходим из того, что максимальный ток должен быть 110 ампер. Его должны выдавать АКБ. Напряжения 48 вольт должно хватить. Если работал от 36, то им тоже можно пользоваться, но 48 лучше. Режим короткого замыкания аккумуляторов через электрод не очень хороший. Надо ограничивать электрическим сопротивлением. Для цепей постоянного тока рекомендую использовать биполярный транзистор серии КМОП. Та схема управления, что я делал для сварочника на выпрямленном токе, не подойдет. Здесь чистая постоянка и все работает по другому. Над схемой подумаю завтра и что-либо предложу, на мой взгляд наиболее подходящее.
Павел, я не нашел достойной схемы, которую сможет собрать новичок с минимальными навыками в электронике. Можно допустить множество ошибок. Предлагаю к аккумулятору подключать инвертор, преобразующий постоянку в синус 220 вольт, а от него питать сварочный инвертор. Все это оборудование можно просто купить. Нагрев электролита в аккумуляторах надо контролировать, нельзя допускать его закипания.
доброго времени суток Павел у меня имеется такой аппарат как ИСКРА Универсал вд 0801 уз. столкнулся при работе с таким фактором. при работе он загудел очень сильно и вылетели диоды. заменил диоды на новые все 16 штук. включил вставил перемычку в колодку. и все повторилось. в чем может быть проблема. в инете о таком аппарате очень мало сказано может вы чем поможете. за ранее спасибо
Здравствуйте, Иван. С таким аппаратом не сталкивался, схемы нет. То, что нашел в и-нете, вызывает сомнения, требует проверки. Однако, опыт работы с ремонтом подобных устройств есть. Думаю, что отремонтируем. Мне нужна схема и подробные фотки. Что есть присылайте на почту сайта. Буду знакомиться с конструкцией и подсказывать, что делать. потребуется для электрических измерений мультиметр или тестер старенький. Батарейка, лампочка от фонарика. провода. Жду дополнительную информацию.
Power Electronics
В инете выложили схему регулятора тока на индуктивную нагрузку.Хотелось узнать мнение коллег по этому девайсу.
Последний раз редактировалось навигатор!! 23-02, 20:30, всего редактировалось 2 раз(а).
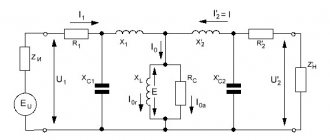
На втором рисунке
вроде как стабилизатор дуги прикручен (arc ignition device). Поэтому, в принципе, варить будет и без дросселя. Это получается разновидность тиристорного сварочного трансформатора. Подобные описаны в книге Закса, которая лежит в разделе Книги и журналы.
Чуть позже напишу. Имею опыт эксплуатации такого аппарата, то есть на выходе мост с двумя тиристорами, но без дросселя.
Продолжаю. Итак, в журнале «Радио» №7.1996г., была предложена схема аппарата в котором как регулировка выходного тока, так и формирование требуемого наклона характеристики, осуществляются способом управления углом отсечки синусоидального напряжения. С текстом статьи можно познакомиться, например здесь: https://www.qrz.ru/schemes/contribute/digest/svarka04.shtml Автор показывает, что паузы в горении дуги, на устойчивость её, не влияют фатальным способом, если длительность пауз меньше 50 мс (предельно допустимое время восстановления выходного напряжения, после короткого замыкания, каплями расплава например). Опыт эксплуатации аппарата, построенного с учётом рекомендаций из упомянутой журнальной статьи, выявил: — изготовленный экземпляр аппарата неплохо варит электродами для переменного тока. УОНИ, несмотря на выход на постоянном токе, не «горят», ИМХО, не из за самих по себе пауз, а из за довольно низкого напряжения холостого хода — 42в. — с неприхотливыми к данному параметру электродами (а это, к сожалению, переменка), устойчивость горения в принципе хорошая. Временами, всё таки, наблюдается некоторая трудность в зажигании. — на самых малых токах (напряжение хх устанавливается выше, время горения дуги — меньше) дуга буквально резиновая, тянется за электродом так, что это реально мешает работе. Но недостаток этот может быть относительно легко устранён доработкой схемы.