Оплавленные корпуса распределительных коробок, обгоревшие провода, нарушение целостности жил – последствия пренебрежения такой процедурой, как оконцевание кабелей. Без создания надежного контакта с устройством нельзя быть уверенным в безопасности электропроводки. С помощью оконцевания можно уменьшить переходное сопротивление, вызывающее плавление контактов, повысить надежность соединения и увеличить его время эксплуатации. Способы оконцевания проводов бывают разные, каждый из которых имеет свои положительные и отрицательные стороны.
Как соединить пайкой электрические провода
Соединение электрических проводов пайкой является очень надёжным. Спаивать можно нескрученные провода, но такая пайка будет непрочной из-за того, что припой очень мягкий металл. Кроме того, очень сложно уложить два проводника параллельно друг другу, особенно на весу. А если паять на каком-то основании, то канифоль приклеит к нему место пайки.
На предварительно залуженные и скрученные проводники паяльником наносится слой канифоли. При использовании другого флюса он наносится соответствующим способом. Мощность паяльника выбирается исходя из сечения проволоки — от 15 Вт при пайке наушников до 100 Вт припайке скрутки из проводов сечением 2.5 мм². После нанесения флюса, паяльником наносится олово на скрутку и прогревается до полного расплавления припоя и затекания его внутрь скрутки.
После остывания пайки, она изолируется изолентой или на неё надевается кусочек термоусадочной трубки и нагревается феном, зажигалкой или паяльником
При использовании зажигалки или паяльника необходимо соблюдать осторожность и не перегреть термоусадку
Этот способ надёжно соединяет провода, но пригоден только для тонких, не больше 0.5 мм² или гибких до 2.5 мм².
Какие бывают наконечники
Отдельно мы хотели вам рассказать, про виды наконечников и их основные особенности. Ведь оконцевание жил проводов – это не сложно, даже если вы используете пассатижи. Однако если вы подберете неправильно наконечник, то беды избежать не получится.
Сейчас выделяют следующие виды наконечников:
- ТМЛ – медный наконечник, который имеет луженную оболочку.
- ТМ – выполнен из меди, оболочки нет.
- ТМЛ(о) – медный, с луженной оболочкой. Имеет дополнительное отверстие, которое позволяет визуально определить, полностью ли зажата жила.
- ТА – обыкновенный алюминиевый.
- ТАМ – корпус алюминиевый, окончание медное. Она позволяет подключить алюминиевый провод к медной шине.
- ПМ – выполнен из меди, предназначается для пайки.
- НБ – болтовые. С помощью них можно затянуть провод обыкновенным болтом.
Вот мы и разобрали, с помощью, каких наконечников можно оконцевать кабель или провод самостоятельно
Обратите внимание, согласно ПУЭ оконцевание проводов может осуществляться только с сечением от 0,75 мм2 до 240 мм2. Поэтому при выборе обращайте внимание на соответствующую маркировку:
- YY – это диаметр отверстия, в который вы сможет вставить проводник.
- XX – это сечение провода под обжимом.
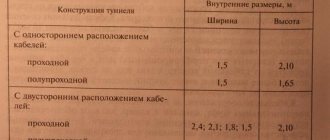
Технические характеристики кабеля ААШВ.
Распространенные виды наконечников
В электромонтажной практике встречаются десятки видов соединителей. Такое разнообразие обусловлено широким списком используемых проводов. Под каждый тип кабеля подбирается свой наконечник. Он должен соответствовать по материалу и сечению токоведущей жилы.
Медные наконечники ТМ
Производятся из цельнотянутой трубки. На это указывает буква — Т. Трубка сделана из меди — М. Полная маркировка выглядит следующим образом ТМ 35-10-9. Здесь:
- Т — трубка;
- М — медная;
- 35 — сечение кабеля, для которого предназначен этот наконечник, кв. мм;
- 10 — диаметр (марка) крепежного винта, мм;
- 9 — диаметр хвостовика, то есть отверстия, в которое вставляется жила кабеля.
Если размеры позволяют, модель наконечника указывается на его поверхности. Если он слишком мал, то на корпусе изделия отштамповывается номинальное сечение подключаемого кабеля. Например, цифра «4» рядом с крепежным отверстием означает, что в наконечник следует вставлять жилу сечением 4 кв. мм.
Медные с лужением ТМЛ
Медь — хороший проводник электрического тока. Однако часто на наконечниках ТМ встречается зеленоватый налет. Это слой оксида меди, который никуда не годится для надежной передачи тока. Для борьбы с этим явлением наконечники дополнительно покрываются защитным антикоррозионным покрытием из олова. В результате получается изделие здесь обозначает лужение. В остальном же маркировки ТМ и ТМЛ схожи.
Наконечники для провода луженые
Защитный слой препятствует окислению медного наконечника. Поэтому его допустимо применять в более влажных помещениях. За счет повышенной надежности ТМЛ пригоден для подключения ответственных потребителей электроэнергии.
Медные луженые с контрольным окном ТМЛ (о)
Перед установкой токоведущей жилы в наконечник с нее снимается защитный слой изоляции. При этом имеется пара тонкостей:
- Зачищенная жила должна полностью войти в трубку и упереться в ее окончание. В полости наконечника не должно остаться пустоты.
- Кабель должен зачищаться на минимальную длину. Чтобы у хвостовика наконечника не осталось оголенного участка провода без изоляции.
Алюминиевые наконечники ТА
Данный тип соединителей изготовлен из алюминиевой трубки. На это указывает буква «А». Наконечники ТА предназначены для ответвления алюминиевых проводов от аналогичных по материалу токоведущих шин.
ТА отличаются продолжительным сроком службы. Алюминий обладает повышенной устойчивостью к влаге из воздуха и практически не разрушается от нее. Такой материал в несколько раз дешевле меди, поэтому подчас люди выбирают именно алюминиевые крепежи.
Кабельные наконечники алюминиевые
ТА выпускаются для проводов сечением от 16 кв. мм и выше. А также они требуют использования кварц-вазелиновой смазки для дополнительной защиты поверхности.
Медно-алюминиевые ТАМ
В строении этих соединителей применяются два металла: медь и алюминий. Они соединяются между собой посредством фрикционной диффузии. Один металл проникает в другой на молекулярном уровне. Поэтому удается избежать высокого переходного сопротивления.
Прочие типы наконечников
Перечисленных типов крепежей недостаточно для выполнения всех электротехнических задач. Поэтому на практике часто встречаются и другие типы наконечников:
- ПМ — кабельные наконечники под пайку. Их изготавливают из листовой меди марки М1. Помимо пайки данный тип наконечника пригоден и для опрессовки. Выпускаются для кабелей сечением от 2,5 до 240 кв. мм.
- НШП — штифтовой плоский. Используется для подключения медных кабелей. Выполнен из меди. Основное назначение — подключение проводки к автоматическим выключателям. Внутри имеет кольцевые насечки для улучшения контакта с токоведущей жилой.
- НШВ — штыревой втулочный. Распространены в современном оборудовании. Выполнены из электротехнической меди с защитным покрытием. Используются для подключения многожильных медных проводов сечением от 0,25 до 150 кв. мм.
- НШВИ — штыревой втулочный изолированный. Оснащены дополнительной изолирующей юбкой из пластика.
Соединение с помощью клеммных колодок
Электрики часто пользуются клеммными колодками для соединения проводов, так как это просто и достаточно надежно. Практически все виды клеммных коробок предназначены для винтового соединения электрических проводов. Имеется возможность подобрать клеммные коробки под любое количество проводов, а также под любое сечение. Другими словами, производители выпускают такие коробки разных размеров.
Соединение проводов в клеммных колодках
Клеммная коробка – это пластиковый корпус, в котором размещаются клеммные колодки с винтами. На клеммной колодке имеются специальные гнезда, в которые вставляется очищенный от изоляции провод и зажимается. После того, как провод зажат винтом, следует проверить, насколько данное соединение надежное. Для этого достаточно подергать провод с усилием. Подобный тип соединения характеризуется тем, что места соединения остаются не изолированными, поэтому его применяют в условиях, когда помещение сухое, без наличия влажности, тем более повышенной.
К недостатку можно отнести тот факт, что алюминиевые проводники достаточно пластичные и приводят к ослабеванию контакта. Это, в свою очередь, увеличивает его сопротивление, которое приводит к нагреванию места крепления. Чтобы контакты оставались надежными, время от времени их необходимо поджимать.
К достоинствам следует отнести простоту соединения и его надежность, а также небольшую стоимость и скорость соединения. К тому же, клеммники позволяют соединять провода различных типов и различного сечения. Кроме этого, конструкция клеммных колодок такова, что отсутствует случайное прикосновение к проводам, находящимся под напряжением.
Простой клеммник и простая его доработка. Сделаем просто но НАДЕЖНО!!
Что такое оконцевание
Оконцевание проводов — это один из максимально простых и надежных способов подключения проводов к клеммным колодкам, автоматическим выключателям и прочему электротехническому оборудованию. Данный тип соединения распространен в бытовых и промышленных сетях. Это обусловлено преимуществами, которых позволяет добиться оконцевание:
- надежное контактное пятно;
- удобство монтажа;
- низкое переходное сопротивление соединения;
- общая эстетичность проводки.
Силовые кабели с наконечниками Главное преимущество оконцевания жил кабелей — это низкое переходное сопротивление полученного контакта. Если его не использовать, то провод не сможет должным образом прижаться винтом к шине клеммника. Это приведет к слишком высокому сопротивлению контакта. Плохое соединение начнет греться или вовсе отгорит.
Обжимка многожильного провода
Порядок опрессовки наконечников и гильз
Для опрессовки толстостенных наконечников и гильз лучше всего использовать гидравлический пресс. В набор пресса изначально входят универсальные матрицы под любые наконечники и провода. Ни в коем случае не используйте не предназначенный для обжима инструмент (молоток, зубило и др.). Контакт опрессованный подобным образом не прослужит долго, особенно если будет постоянно испытывать большие нагрузки.
- от длины наконечника
- и ширины матрицы
В инструкции по эксплуатации пресса, которая идет в комплекте с инструментом есть табличка, где указывается требуемое количество обжимов, Учтите один момент, что данная таблица предназначена для наконечников и гильз сделанных по ГОСТ. Чем они отличаются от других марок можно узнать в статье Кабельные наконечники маркировка и виды.
Наконечник вставляйте в пресс так, чтобы маркировка сечения матрицы (35-50-70 и т.д.) отпечатывались на лицевой стороне наконечника, а не сбоку или снизу.
- первую по счету опрессовку наконечника нужно делать ближе к лопатке (там куда вставляется болт)
- следующие обжимы производите по порядку, двигаясь от лопатки к хвостовой части наконечника
- для гильз действуют те же самые правила
Делать нужно именно в этой последовательности, потому что при каждом нажиме пресса наконечник имеет свойство удлиняться (иногда до десяти процентов!). И если вы начнете прессовать с конца (не от лопатки), при последнем обжиме, с большой вероятностью, у вас в конце гильзы образуется пустота. И вы не добьетесь того контакта, который был необходим.
В первую очередь это касается всех алюминиевых изделий. Для меди это еще не настолько критично.
При обжиме со стороны лопатки — наконечник будет как бы налазить на жилу, все более уплотняя соединение. Изолированные наконечники имеют даже специальную цифровую маркировку подсказывающую порядок прессования.
Опрессовка заканчивается в момент когда матрицы смыкаются между собой. Если вам необходимо выполнить две или три опрессовки, отступаете 2-3мм от предыдущего места обжима и продолжаете обжим.
При опрессовке допустимо образование небольшого облоя. Его можно убрать или сточить напильником. Очень распространенная ошибка — образование больших «ушей» на наконечнике. Это получается в результате не правильного выбора матрицы.
Если такие «уши» все же появились, не стоит их спиливать под ноль, до основания гильзы. Иначе может образоваться щель в наконечнике и прослабнет контакт обжима.
После того, как наконечник обжат, желательно заизолировать место между тем, где заканчивается хвостовик и оставшейся неизолированной частью жилы. Лучше всего для этого использовать термоусаживаемые трубки.
Технология подготовки проводов
Пресс-клещи для обжима гильз и проводов
Самостоятельно выполнить оконцевание можно специальным инструментом. Технология простая – достаточно взять наконечник, надеть его до упора на проводник и обжать. Количество прижимов может быть различным – опрессовка матрицы с точечным контактом осуществляется в двух и более местах, а для гильз достаточно одного обжима. Несколько опрессовок необходимо для более надежного контакта, уменьшения переходного сопротивления и повышения механической прочности.
Опрессовка профессиональными мастерами проводится с помощью дорогостоящего специального инструмента. Для домашнего специалиста покупать такой прибор невыгодно, поэтому они выбирают другие варианты. В качестве альтернативы может выступать стриппер для снятия изоляции с прессом или кримпер (специальная обжимка). Все приборы можно купить в обычном строительном или электромонтажном магазине.
Существуют наконечники под пайку. Тогда оконцевание проводится в два этапа – зачищенная жила ставится в наконечник и в отверстие заливается припой. Это более надежный и качественный способ, который нередко используется в электропроводке.
Другие причины нагрева
Провода и контакты, как уже было сказано, могут греться из-за возросшей нагрузки. Здесь есть три варианта проблемы:
- Токопроводящие жилы сильно тонкие, вы можете заметить нагрев, когда нагрузка на электропроводку возросла, например, зимой, когда вы начали использовать электрообогреватель. Тогда провода в щитке нужно заменить на более толстые.
- Нагрев ноля в шине. В этом случае самая вероятная проблема — плохой контакт винтовых зажимов шины. Чтобы обеспечить контакт сделать то же самое, что и с автоматом – зачистить и протянуть винт.
- По нулевому проводу течет «лишний ток». Это возможно, если ваш ноль использует сосед для хищения электроэнергии или из-за неумышленных ошибок при электромонтаже. Нужно проверить все соединения, возможно для этого придется раскрывать штробы в стенах или использовать устройство для поиска скрытых подключений.
В счетчике ноль греется крайне редко, он там используется только для измерений.
§ 41. Общие сведения о соединениях жил кабелей
Для присоединения жил кабелей к электротехническим устройствам их оконцовывают наконечниками, которые закрепляют на жилах опрессовкой, сваркой или пайкой. На кабелях с однопроволочными алюминиевыми жилами можно выпрессовывать наконечники из жилы кабеля. Медные многопроволочные жилы сечением 1—2,5 мм2 оконцовывают кольцевыми наконечниками (пестонами), а однопроволочные сечением 4—10 мм2 изгибают в кольцо.
Соединение жил кабелей в муфтах выполняют в соединительных и ответвительных гильзах опрессовкой, сваркой или пайкой. Все перечисленные способы имеют свои преимущества и недостатки.
Опрессовка не требует электрической энергии и нагрева; этот способ выгоднее других. Однако при этом способе необходимо следить за правильностью подбора наконечников, соединительных гильз и инструмента.
Соединение пайкой не нуждается в сложном оборудовании, приспособлениях и электрической энергии, но этот способ наиболее трудоемок.
Газовая сварка не требует электрической энергии, но нуждается в громоздком оборудовании и соблюдении особых правил техники безопасности при работе с газами. Сварка алюминиевых жил контактным разогревом обеспечивает однородный и стабильный контакт без применения припоя и достаточную механическую прочность. Этот способ характеризуется простой технологией, но применяется с использованием электрической энергии.
Термитная сварка не требует громоздкого оборудования, электрической энергии и технологически несложна. При термитной сварке необходимо соблюдать правила хранения патронов и спичек. Области применения способов оконцевания и соединения жил кабелей определяются в зависимости от материала жилы (алюминий, медь), напряжения кабеля и надежности того или иного способа (табл. 13). Наконечники и гильзы, применяемые для оконцевания и соединения жил проводов и кабелей, приведены на рис. 105.
Рис. 105. Гильзы и наконечники для пайки, опрессовки и сварки жил проводов и кабелей: а, б — гильзы для пайки жил сечением до 10 и 16 — 240 мм2, в — гильза для пайки жил кабеля напряжением 20—35 кВ, г — ответвительная гильза для пайки, д — гильза для опрессовки, е—з — наконечники для пайки, опрессовки и сварки
При выполнении оконцеваний, соединений и присоединений жил кабелей следует учитывать физико-механические особенности алюминия, из которого в основном изготовляют жилы кабелей. Алюминий в воздухе окисляется и на его поверхности появляется пленка оксида.
Таблица 13. Области применения способов оконцевания и соединения изолированных жил проводов и кабелей
У меди в обычных условиях пленка оксида образуется медленно, она легко удаляется и мало влияет на качество контактного соединения. На алюминии пленка оксида образуется быстро, обладает большой твердостью и значительным электрическим сопротивлением. Пленка оксида алюминия тугоплавка и затрудняет пайку и сварку (температура плавления пленки 2000 °С). По сравнению с медью алюминий обладает низким пределом текучести.
Алюминиевые контактные соединения после затяжки со временем ослабевают. Необходимо также учитывать, что алюминий обладает большой теплоемкостью, требующей значительного количества теплоты при сплавлении алюминиевых жил. Сочетание теплоемкости с большой теплопроводностью создает опасность чрезмерного перегрева изоляции алюминиевых жил при сварке или пайке, а образование в соединениях алюминия с медью или сталью гальванической пары разрушает контакт этих соединений.
Соединение проводов винтовыми клеммниками
Соединение проводов винтовыми клеммниками, также как и болтовое, можно использовать для соединения проводов из разных металлов. Данное соединение проводов удовлетворяет требованиям ПУЭ, но требует периодической протяжки винтов в клеммах, которые со временем ослабевают, а значит слабеет и сам контакт, который со временем может замкнуть.
Периодическая протяжка винтового соединения проводов предполагает, что доступ к соединению в коробке всегда должен быть открытым, что не очень красиво будет смотреться в квартире или частном доме. Также при закручивании винта, можно повредить сам провод, особенно более мягкий алюминиевый. А если необходимо соединить многопроволочный провод, то нужно либо пропаять зачищенные концы провода, либо обжать трубчатыми наконечниками.
Соединение жил гильзами
При подключении распределительных коробок опрессовка проводов проводится достаточно редко. Обычно в таких случаях используются самозажимные клеммники или выполняется пайка или сварка. Опрессовку в коробках еще можно встретить в старых хрущевках с алюминиевой проводкой.
Опрессовка проводов выполняется путем ввода проводов в гильзу трубчатой формы и сжимании ее прессом с определенным уровнем деформации.
Обжимка проводов может выполняться следующими методами:
- локальное вдавливание;
- объемное сжатие;
- комбинированное сжатие.
Локальное сжатие производится зубьями пуансона, которые создают повышенное давление на одно или несколько мест, что позволяет обеспечить электрический контакт. Сплошное сжатие, соответственно, производится давлением на всей протяженности обжатия.
Комбинированный метод подразумеваем сплошное сжатие с дополнительным обжатием зубами пуансона в определенных местах.
Каждый из описанных методов может обеспечить надежное соединение контактов лишь в тех случаях, когда перед опрессовкой была проведена подготовка поверхности и были правильно подобраны гильза и рабочий инструмент.
Инструменты для опрессовки
Для опрессовки гильз и наконечников применяются следующие инструменты:
- гидравлические и механические прессы;
- гидравлический пресс ручного типа;
- механический пресс ручного типа;
- гидравлический пресс с электрическим приводом;
- пресс-клещи типа ПК – 1,2, 1М, 2М, 4.
Качество и надежность контакта гильз зависит от правильно подобранной сменной матрицы и нужного контактного давления. Подвижный элемент, которым производится давление на гильзу, называется пунсоном, а фигурная скоба, деформирующая гильзу, — матрицей. При опрессовки значительного количества гильз разного сечения, приходится постоянно подбирать пуансоны и матрицы, поэтому в таких случаях набор данных элементов должен быть внушительным.
Некоторые инструменты выпускаются с одним сменным пуансоном или поворотными матрицами, рассчитанными на разное сечение. Для того, чтобы произвести настройку под конкретную гильзу, не нужно ничего переустанавливать и подбирать, достаточно повернуть матрицу в другую сторону и сделать несколько оборотов винтом пуансона.
Некоторые инструменты вообще не имеют матриц и пуансонов – обжимка производится с помощью фигурных скоб.
Как соединять провода опрессовкой
Ещё один способ соединения проводов — это опрессование. Это способ, при котором на соединяемые провода или кабели одевается медная или алюминиевая гильза, после чего опрессовывается специальным опрессователем. Для тонких гильз используют ручной опрессователь, а для толстых гидравлический. Этим способом можно даже соединять медные и алюминиевые провода, что недопустимо при болтовом соединении.
Для соединения этим способом кабель зачищают на длину больше, чем длина гильзы, чтобы после одевания гильзы проволока выглядывала на 10–15 мм. Если опрессовыванием соединяются тонкие проводники, то предварительно можно сделать скрутку. Если кабеля большого сечения, то, наоборот, на зачищенных участках необходимо проволоку выровнять, сложить все кабеля вместе и придать им круглую форму. В зависимости от местных условий кабеля можно сложить концами в одну сторону или встречно. На надежность соединения это не влияет.
На подготовленные кабеля плотно одевается гильза или, при встречной укладке, провода вставляются в гильзу с двух сторон. Если в гильзе остаётся свободное место, то его заполняют кусочками медной или алюминиевой проволоки. А если кабеля не помещаются в гильзе, то несколько проволочек (5–7 %) можно откусить бокорезами. При отсутствии гильзы нужного размера можно взять наконечник для кабеля, отпилив от него плоскую часть.
Гильза опрессовывается 2–3 раза по длине. Места опрессовки не должны находится на краях гильзы. От них необходимо отступить 7–10 мм, чтобы при опрессовке не раздавить проволоку.
Достоинством этого способа является то, что он позволяет соединять провода разного сечения и из разных материалов, что затруднительно при других способах соединения.
Разновидности наконечников по конструкции
В зависимости от конструкции вывода, подключаемого электроприбора, подбирается форма наконечника. Она бывает нескольких видов.
| Фото | Наименование |
| Кольцевая | |
| Вилочная | |
| Силовая | |
| Трубчатая или втулочная | |
| Со штифтом | |
| Розетка для быстрого соединения проводов |
Наконечниками можно подключать один или два провода, для второго случая производятся специальные детали. Фиксация осуществляется за счет обжима или болта, встроенного внутрь хвостовика. Первый вариант наиболее применим в быту и на производстве, предназначен для гибких проводов из множества жил. Второй подходит для жестких кабелей.
Особенности работы с изолированными штыревыми и другими наконечниками
Особенностью работы с наконечниками НШВИ является то, что они не предназначены для опрессовки жестких одножильных электрических проводов. Такие не будут держаться после обжимки сравнительно мягкой оболочкой. При этом гибкий многожильный кабель после обжима клещами держится крепко, а контакт получается плотным.
НШВИ можно обжать даже такими клещами, без храповика
Интересно, что сразу брать зачищенный провод и опрессовывать НШВИ не стоит. Требуется гильза из мягкого металла, которой сначала обжимается жила. Конечно, можно ее проигнорировать, что и делает большинство даже профессиональных электромонтеров, однако надежность в этом случае снижается. К гильзам мы еще вернемся, а сейчас рассмотрим инструмент, который нужен для выполнения подобной работы.
Необходимый для работы инструмент
Крайне важно правильно подобрать пресс-клещи для опрессовки наконечников, типоразмер которых подойдет под выбранные изделия. Они бывают пяти видов:
- ручные (ПК2, ПК2М) предназначены для жил сечением до 10 мм². Такие используют для бытовых нужд;
- ручные усиленные (ПК1, ПК2М) подойдут для кабеля диаметром до 50 мм²;
- гидравлические ручные – аналог ПК2, но такими обжимать электропровод значительно легче;
- для промышленных нужд используют более мощное оборудование, такое как ручной пресс, помогающий оконцевать кабели до 240 мм²;
- гидравлический пресс с педалью либо электроприводом, способным обжать жилу в 300 мм².
Процесс обжимки несложен. На изображении все его этапы
Гильзы для проводов под опрессовку: когда они применяются
Иногда нет необходимости применять наконечник, а требуется опрессовка проводов гильзами. Они могут быть двух видов – ГМЛ (гильза медная луженая) или ГАО (гильза алюминиевая омедненная). Выбор зависит от материала изготовления кабелей.
Полезно знать! При соединении алюминиевых проводов желательно применение кварцевазелиновой пасты. Она препятствует протеканию процесса окисления.
Подобным образом обжимают и витую пару. Разница лишь в матрицах
Действия по подготовке к опрессовке
Как и при любой работе, перед опрессовкой нужно выполнить некоторые действия. Для начала жилу нужно зачистить на нужное расстояние. Выполнить это можно как обычным ножом, так и стриппером (второй вариант предпочтительнее).
Далее жилы туго скручиваются и вставляются в наконечник или гильзу
Обратите внимание, что туго скрученный электропровод имеет немного меньший диаметр. Это нужно учитывать при выборе изделий для опрессовки
Пресс-клещи комплектуются разными матрицами под различные размеры и формы
У каждых клещей есть набор матриц, соответствующих различным размерам проводов и способу обжимки.
Как обжимается провод: некоторые правила
Стоит сказать о некоторых нюансах производства подобной работы. Кабель в наконечнике или гильзе следует плотно удерживать, чтобы он не сместился во время обжима. Обязательно следует убедиться, что матрица на пресс-клещах подходит под диаметр изделия. Если все в порядке можно приступать к обжимке. Храповый механизм поможет сделать это без труда. Он не дает клещам ослабиться. Если опрессовка пошла не так, как задумано, механизм нужно разблокировать. Как уже догадался читатель, особых сложностей это не представляет.
Последствия невнимательного и неаккуратного отношения к обжимке кабеля
Опрессовка кабелей двойным наконечником: как это сделать
Эта работа практически не отличается от предыдущей. Исключением является то, что вместо одного провода в изделие для обжимки вставляется два. При этом сам обжим производится матрицей на размер большей, чем требуется. К примеру, при необходимости обжать 2 жилы, сечением 4 мм² используется матрица 6 мм².
Двойные НШВИ – когда требуется обжать 2 жилы
Соединение с помощью сварки
Сварка — важно нагреть металл, но не оплавить изоляцию
Соединение проводов сваркой требует определенных навыков, поскольку качество соединения напрямую зависит от качества сварки. Чтобы сварить провода, их скручивают, после чего их концы свариваются. Как результат, на конце скрутки появляется шарик, образованный в результате расплавления жил проводов. Это место и обеспечивает надежность всего соединения, обеспечивая минимальное сопротивление для прохождения электрического тока. Чем меньше сопротивление, тем меньше греется соединение, обеспечивая надежность электрической проводки. Кроме того, что такое место соединения практически не нагревается, если токи не превышают допустимых, место сварки обладает повышенной механической надежностью.
Недостаток этого метода очевидный, так как такая электрическая проводка обладает плохой ремонтопригодностью. Это неудивительно, так как места соединений получаются неразъемными. В случае ремонта, соединение придется удалить, откусив место сварки пассатижами. Как правило, соединить обратно провода таким же способом не всегда получается.
Существует ряд других недостатков, связанных не только с наличием сварочного аппарата, с навыками работы с ним, но и с наличием специальных электродов, с наличием флюса, а также с наличием условий: не всегда оправдано применение сварочных работ. Подобный способ соединения в основном применяется в исключительных случаях. Можно, конечно, попрактиковаться самостоятельно при наличии сварочного аппарата, но на этот тренинг уйдет масса времени и масса проводников. Очень важно быстро сварить скрученные концы проводов, не спалив изоляцию. После того, как места сварки остынут, их необходимо изолировать любым доступным способом.
Сварка медных скруток, лужение оловом, как сделать скрутку качественно
Для чего нужна оконцовка
Опасность кроется в чрезмерном перегреве места соединения. Без оконцевания контакт получится ненадежным. Такое соединение начнет нагреваться и покрываться слоем окисла. Образовавшийся оксид еще сильнее повысит переходное сопротивление. В точке соединения начнет выделяться все большое количество теплоты. Процесс подобен наращиванию снежного кома. Но итог один — соединение отгорит.
И хорошо, если проводник просто отвалится с положенного места и на этом все закончится. В некоторых случаях изоляция кабеля может воспламениться от перегрева и привести к пожару. А отвалившийся провод способен коснуться заземленного корпуса установки или электрощита и спровоцировать короткое замыкание.
Как оконцевать провод без наконечника
Применение наконечников — это удобный способ оконцовки провода. Однако они не всегда есть под рукой. В таком случае оконцовка кабеля производится без наконечников. Зачищенную от изоляции и грязи токоведущую жилу вручную сгибают в форме кольца (ушка) под болт. Для формовки соединения следует применять длинногубцы с округлой внешней стороной. Полученное соединение менее надежно, чем наконечник заводского исполнения.
Если провод медный, то ушко под болт можно залудить припоем. Загибать кольцо необходимо по направлению закручивания винта, чтобы в процессе затяжки ушко закручивалось вокруг болта, а не наоборот.
Дополнительная информация. Современный алюминиевый провод не отличается пластичностью. Его жилы более хрупкие, чем у медного кабеля. Это следует помнить при оконцевании и формовке соединительных колец. Алюминиевый провод нужно гнуть минимальное количество раз.
Соединители для кабелей и проводов
Кабеля можно соединять также специальными соединителями. Это отрезки трубы, в которых нарезана резьба и вкручены болты. Соединители есть разъёмные, в которых болты выкручиваются, и неразъёмные. В неразъёмных соединителях головки болтов срываются после зажима. Есть также соединители, рассчитанные на соединение проводов и кабелей разного сечения. Кабеля в соединители вставляются встык, навстречу друг другу.
Соединители, используемые на воздушных линиях электропередач, состоят из двух половин, соединяющихся болтами. Провода укладываются в специальные пазы навстречу, параллельно друг другу, после чего обе половины зажимаются болтами.
Способы соединения кабелей.
Скрутка – используется при проведении незначительных работ в бытовых условиях для соединения одножильных медных или алюминиевых проводников, выполняется скручиванием проводов с последующей ее изоляцией и/или опрессовкой, выполняемой посредством СИЗ (соединительных изолирующих зажимов). До недавнего времени скрутку широко использовали на производстве, однако в настоящее время ее использование, как способ соединения кабелей, не предусмотрено правилами устройства электроустановок.
Пайка – используют для соединения медных жил, реже – алюминиевых. Перед проведением работ, жилы проводов следует предварительно зачистить и выполнить их скрутку, а после пайки контактную группу следует заизолировать, оптимально – термоусадочной трубкой. Пайка является надежным соединение с отличной электропроводностью, но подвержено механическим воздействиям.
Опрессовка – соединение жил проводника специальными гильзами в линиях с относительно большой силой тока. Выполняется путем помещения внутри гильзы проводов с последующим обжатием специальным инструментом, образуя при этом монолитное соединение. Данным способом можно соединять между собой медный и алюминиевый провод.
Сварка – соединение между собой алюминиевых или алюминиевых с медными жилами проводов путем использования одного из трех видов сварки, а именно: контактный разогрев, термическая сварка или газовая сварка. Для защиты от коррозии, сварочные соединения обрабатывают лаком и специальной изоляционной лентой, для большей эффективности используют поочередно несколько слоев ленты и лака. Данный вид соединения кабелей имеет низкий уровень сопротивления и нагрева в месте контакта. Метод сварки, как способ соединения кабелей, несмотря на трудоемкость процесса весьма популярен, так как обеспечивает отличный электрический контакт проводников и высокую устойчивость к механическому воздействию.
Зависимость оконцевания от материала жилы
Токоведущие жилы проводов производятся из алюминия и меди. Для алюминия характерны такие недостатки:
- мгновенно окисляется, контактируя с воздухом, что приводит к ухудшению контакта в месте подсоединения провода к устройству;
- при прохождении тока проводник уменьшается в сечении, это ведет к ослаблению подсоединения;
- плохой контакт приводит к повышению температуры токопроводящей жилы, металл разрушается.
Медные проводники не имеют таких недостатков. Надежность соединения в данном случае зависит от качества оконцевания.
Способы оконцевания проводников
Оконцевание жил проводов и кабелей можно проводить несколькими способами, которые выбираются в зависимости от требуемой надежности соединения, простоты технологии, понятий экономичности. Это может быть опрессовка, пайка, сварка, механические зажимы.
Опрессовка
Применяется как для медных, так и для алюминиевых проводов. Однако опрессовка алюминиевой жилы имеет свои особенности: для избежания окисления области контакта покрывают специальной кварцево-вазелиновой пастой. При чем это необходимо делать не только во время формирования контакта, но и в процессе эксплуатации. Кварцем разрушается окисление при опрессовке, а вазелин предохраняет проводник в период работы.
Сам процесс опрессовки достаточно прост: берется наконечник, надевается на жилу и обжимается. Число прижимов варьируется. Выполняют несколько опрессовок, это способствует большей надежности контакта, снижению переходного сопротивления и повышению механической прочности. Нужно учесть, что перед началом процесса контактная поверхность должна быть чистой. Необходимо удалить всю изоляцию, грязь с наконечников и зачистить внутреннюю область до появления металлического блеска.
Ассортимент наконечников широк. Они различны для алюминиевых и медных жил, для одножильных и многожильных кабелей. Маркируются по ГОСТ и имеют свое назначение, условия эксплуатации. Выбирая наконечник, необходимо знать сечение токоведущей жилы.
Инструменты для опрессовки отличаются по размеру сечения провода. Они бывают двух типов: пресс-клещи (кримперы) (для сечения до 10 квадратных мм) и матричные прессы гидравлические (до 1000 квадратных мм).
Пайка
Способ применяется в основном для медных токоведущих жил с использованием специальных наконечников для пайки. Для провода сечением до 10 квадратных мм можно применить обычный паяльник, в случаях с большей толщиной используется газовая или бензиновая горелка.
Процесс оконцевания пайкой осуществляется в два этапа: жила зачищается до металлического блеска и обрабатывается нейтральным припоем, затем вставляется до упора в наконечник, после чего через особое отверстие заливают припой.
Сварка
Для оконцевания алюминиевых проводников с сечением от 240 квадратных мм применяют газовую, электрическую или термитную сварку. Сварочные работы проводят только с торцов жил в немного наклонном или вертикальном положении. Сам процесс выполняется в специальных формах. Чтобы предотвратить вытекание алюминия, места, где выходит провод, уплотняются асбестом.
Защита алюминия от окисления в процессе сварки и очистка свариваемых жил от оксидной пленки происходит с применением особых флюсов. По окончанию области оконцевания и подсоединения очищают, моют бензином, накладывают влагостойкий лак и применяют изоляционную ленту или пластмассовые колпачки.
Механические зажимы
При подсоединении однопроволочных алюминиевых жил, имеющих сечение 2,5-10 квадратных мм, и медных (с сечением 0,75–10 кв. мм) применяют такой способ оконцевания, как изгиб в кольцо. При этом внутренний диаметр такого кольца должен быть немного больше диаметра зажимного винта. Процесс выполняется круглогубцами. Для многопроволочных проводников осуществляется их предварительное обжатие, затем скручивание в кольцо, при этом должен быть заход на прямой участок жилы, которая зачищена от изоляции. После этого происходит облуживание припоем. Чтобы жила не выдавливалась из-под винта, пользуются фасонными шайбами или применяют опрессовку с помощью кольцевого наконечника.
Также одножильные и многожильные провода, сечение которых до 6 мм кв., можно подсоединять без скрутки в кольцо. Для этого используют специально предназначенные для такого соединения выводы, исключающие выдавливание жил.
На выбор метода оконцевания проводников влияют различные факторы. Основными из них являются типы выводов устройств и приборов, зажимов и других контактов, к которым будет подсоединяться провод. Также способ зависит от материала и размера сечения токопроводящей жилы.