Флюс
В продаже распространён припой с канифолью в виде полой проволоки, свитой кольцами. Аналогичного состава флюс производится из хвойных деревьев, такая субстанция приходит в мягкое состояние при нагревании до 50 °С, а при 250 °C — начинает кипеть с частичным испарением. Канифоль нужно обязательно удалять после окончания работ, иначе произойдёт окисление, а субстанция, впитывая влагу из воздуха, начнёт препятствовать исправной работе приборов.
Популярные составы
Существуют три основных категории:
Форма выпуска
Припой выпускается в различных формах. Первоначально, на заводе, это чушки. В обозначении марки тогда добавляется буква Ч. Например Ч ПОС-40. ГОСТ 21930-76 определяет форму и размер чушек для каждого материала и вида.
В розничную продажу припой для пайки поступает в прутках диаметром 8 мм, в виде паяльной проволоки, намотанной на катушке или свернутой в спираль и уложенной в пластиковой тубе.
Очень часто паяльная проволока представляет собой трубку из оловянно-свинцового сплава, внутри которой находится флюс – вещество, способствующее повышению качества пайки.
Флюс разрушает оксидную пленку на спаиваемых деталях и препятствует дальнейшему окислению спаянного стыка во время его охлаждения.
Нередко в качестве флюса используется канифоль – продукт перегонки сосновой смолы-живицы. Она плавится при температуре 68 ℃, в обычных условиях твердая, хрупкая, имеет жёлтый цвет.
Низкотемпературные варианты
На первом месте находится сплав ВУДА с составом: по 10% Sn и Cd, по 40% Pb и Bi, начало расплава — 65—72 C. Вторую позицию занимает припой под названием РОЗЕ, которых начинает плавиться при 90—94 C. Состоит: по 25% олова и свинца, а остальные 50% занимает висмут. Вышеперечисленные сплавы относятся к дорогим припоям.
Третье место среди низкотемпературных изделий занимает ПОСК-50-18, с температурой 142—145 С. В состав этого припоя входит 50% олова, 32% свинца и 18% кадмия, что усиливает сопротивляемость коррозии, но добавляет ему токсичность.
Большую популярность у радиолюбителей имеет второй номинант (под названием РОЗЕ), но в отечественной радиоэлектронике его маркировка — ПОСВ-50, где цифры — это процент висмута. Применяется для монтажа/демонтажа и лужения чувствительных к перегреву дорожек из меди на печатных платах.
Использование сплавов оловянно-свинцовой группы
К таким сплавам относятся следующие:
- ПОС-90 содержит в составе: Pb — 10%, Sn — 90%. Используется для ремонта медицинского оборудования и пищевой посуды. Токсичного свинца немного, так как нельзя, чтобы он соприкасался с пищей и водой.
- ПОС-40: Pb — 60%, Sn — 40%. Главным образом используется для пайки электроаппаратуры и изделий из оцинкованного железа, также с его помощью чинят радиаторы, латунные и медные трубопроводы.
- ПОС-30: Sn — 30%, Pb — 70%. Применяется в кабельной промышленности, для пайки и лужения и листового цинка.
- ПОС-61: Pb 39%, Sn 61%. Как с ПОС-60. Нет особой разницы.
С помощью ПОС-61 осуществляется лужение и пайке печатных плат радиоаппаратуры. Это — главный материал для сборки электроники. Плавиться начинает с 183 °C, полное расплавление при 190 °C. Паять с этим припоем можно при помощи обыкновенного паяльника, не боясь того, что радиоэлементы перегреются.
ПОС-30, ПОС-40, ПОС-90 расплавляются при 220−265 °C. Для многих радиоэлектронных элементов эта температура предкритическая. Сборку самодельных электронных устройств осуществлять лучше с ПОС-61, чьим зарубежным аналогом можно считать Sn63Pb37 (где Sn 63%, а Pb 37%). Также с его помощью паяется радиоаппаратура и самодельная электроника.
Какие припои используют для пайки радиодеталей
В основном используются припои типа ПОС (припой оловянно-свинцовый) и бессвинцовые припои. ПОС имеет температуру плавления примерно с 180 до 230 °C. Этот сплав хорошо подходит для пайки деталей, но в промышленных масштабах используются бессинцовые припои, у которых температура плавления чуть выше от 180 до 250 °C. Бессвинцовые припои не имеют в своем составе свинца, они выделяют меньше выбросов и самое главное в их составе нет свинца. Пары свинца сильно загрязняют окружающую среду, поэтому на этапе производства печатных плат используются припои без свинца. Однако, бессвинцовые припои не только плавятся при более высоких температурах (из-за отсутствия свинца), но еще и оставляют «оловянные усы». Эти усы могут послужить причиной короткого замыкания после пайки SMD контактов. Они мало различимы без микроскопа, и их толщина бывает менее 1 мкм.
Бессвинцовые припои также используются в BGA пайке в качестве шариков.
Для радиолюбителей подойдут ПОС припои. Такими легче паять, да и вреда они много не нанесут, если вы не паяете в промышленных масштабах. Тем более, бессвинцовые припои по смачиваемости и качеству контакта после пайки не доходят до уровня припоев ПОС.
Классификация по типу
Припои выпускаются:
- С флюсом;
- Без флюса.
Припои с флюсом удобно брать на паяльник, поскольку флюс помогает распределиться по жалу паяльника. Еще припои с флюсом очень мягкие, и их можно сворачивать в несколько прутков.
По состоянию
Припои выпускают в основном в виде прутков с сечением от 0,1 до 2 мм. Это твердый тип. А еще есть паяльные пасты. Это смесь микроскопических шариков в флюсе. Применяется для BGA пайки.
Паяльную пасту в основном используют для пайки микросхем и контактных площадок разъемов. Нерационально использовать пасту для пайки проводов, так как цена пасты намного выше, чем обычного припоя.
Низкотемпературные сплавы
Помимо мягких припоев, еще есть их подвид. Это низкотемпературные сплавы Розе и Вуда.
Такие сплавы обычно используются для безопасного выпаивания деталей. Этими сплавами не рекомендуется запаивать детали на плату из-за их низкой механической прочности и температуры плавления (от 60 до 100 °C)
Итог
Припоев для пайки различных изделий выпускают великое множество, перечислить их в объёмах одной статьи просто не реально. Но подытожив выше сказанное, отметим:
- Для монтажа радиоэлектронных компонентов радиолюбители используют относительно легкоплавкий ПОС-61, детали на бессвинцовом припое отпаивают путем предварительного лужения сплавом РОЗЕ для уменьшения температуры плавления, впоследствии детали демонтируются легко. Для труб и холодильного оборудования используют твердоплавкие марки.
- В составе сплава не должно быть токсичных веществ, сверх установленной нормы. Работы нужно проводить только в проветриваемом помещении, соблюдая меры безопасности.
Разновидности и марки припоев, их состав, назначение и применение
Существует множество разновидностей припоя, имеющих различный состав, характеристики и назначение. В соответствии с основной классификацией они подразделяются на тугоплавкие или твердые, и легкоплавкие или мягкие. Основное их различие заключается в температуре плавления, чем и обусловлена разница в сферах применения.
Тугоплавкие припои
Тугоплавкие припои, которые плавятся при 450–500°С, позволяют получать очень твердое соединение. Они представляют собой сплавы на основе меди, цинка, серебра, латуни, золота, алюминия, магния и никеля. Твердые припои используются, когда производится пайка материалов с высокой температурой плавления.
3.3. Классификация флюсов и система их обозначений
Паяльные флюсы
— вещества и соединения, применяемые для предотвращения образования оксидной пленки на поверхности припоя и паяемого материала, а также удаления продуктов окисления из зоны пайки. Температура плавления флюсов ниже, чем температура плавления припоя. Флюсы применяют в твердом, пастообразном и порошкообразном состоянии, а также в виде водных, спиртовых или глицериновых растворов.
Флюсы
, применяемые при пайке, классифицируются по: температурному интервалу активности; природе растворителя; природе активатора определяющего действия; механизму действия; агрегатному состоянию. В зависимости
от температурного интервала активности
паяльные флюсы подразделяются на: низкотемпературные (≤ 450 °С); высокотемпературные (> 450 °С).
По природе растворителя
паяльные флюсы подразделяются на: водные; неводные.
По природе активаторов
определяющего действия
низкотемпературные паяльные флюсы
подразделяются на: канифольные; кислотные; галогенидные; гидразиновые; фторборатные; анилиновые; стеариновые.
По природе активаторов определяющего действия высокотемпературные паяльные флюсы
подразделяются на: галогенидные; фторборатные; боридно-углекислые.
Если флюс содержит несколько активаторов, необходимо называть все активаторы. Например, канифольно-галогенидный, фторборатногалогенидный флюс.
По механизму действия
паяльные флюсы подразделяются на: защитные; химического действия; электрохимического действия; реактивные.
По агрегатному состоянию
паяльные флюсы подразделяют на: твердые; жидкие; пастообразные.
Основные свойства припоев
При выборе конкретной марки припоя для пайки медных проводов или алюминиевых сплавов необходимо руководствоваться их техническими характеристиками.
Однако для всех составов можно выделить перечень основных свойств:
- смачиваемость – показывает, насколько хорошо припой обволакивает и прилипает к паяемым деталям;
- прочность – определяет способность выносить механические усилия и нагрузки, для этот в состав могут добавлять бор, железо, никель цинк или кобальт;
- пластичность – способность к деформации, достигается за счет присадок из марганца, висмута, лития и т.д.;
- устойчивость к высоким температурам – важна для пайки твердыми сплавами, которые находятся в котельных, печах, трубопроводах, нагревательных приборах, свойство достигается путем добавления вольфрама, циркония, ванадия, гафния, ниобия и т.д.
- устойчивость к коррозионному разрушению – повышается путем легирования медью или никелем.
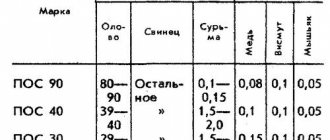
Содержащие сурьму
Для уменьшения степени окисления сплава в жидком состоянии и придания пайке лучшего вида, в состав его вводят сурьму. Согласно ГОСТ 21930-76 все оловянно-свинцовые припои для пайки в зависимости от химического состава классифицируются на:
- безсурьмянистые;
- малосурьмянистые, с содержанием сурьмы до 0,5 %;
- сурьмянистые, содержащие более 0,5% сурьмы.
Этот же ГОСТ определяет и области преимущественного использования каждой марки.
Таблица 1. Химический состав припоев
| Химический состав, % | ||||||
| Марка припоя | Код ОКП | Основные компоненты | ||||
| Олово | Сурьма | Кадмий | Медь | Свинец | ||
| Бессурьмянистые | ||||||
| ПОС 90 | 17 2311 1100 04 | 89-91 | — | — | — | Остальное то же |
| ПОС 63 | 17 2312 0100 | 62,5-63,5 | — | — | — | « |
| ПОС 61 | 17 2312 1100 10 | 59-61 | — | — | — | « |
| ПОС 40 | 17 2314 1100 00 | 39-41 | — | — | — | « |
| ПОС30 | 17 2321 1100 09 | 29-31 | — | — | — | « |
| ПОС 10 | 17 2326 1100 06 | 9-10 | — | — | — | « |
| ПОС 61М | 17 2312 1200 07 | 59-61 | — | — | 1,2-2,0 | « |
| ПОСК 50-18 | 17 2313 1200 02 | 49-51 | — | 17-19 | — | « |
| ПОСК 2-18 | 17 2343 1100 09 | 1,8-2,3 | — | 17,5-18,5 | — | « |
| Малосурьмянистые | ||||||
| ПОССу 61-0,5 | 17 2312 1400 01 | 59-61 | — | — | — | Остальное то же |
| ПОССу 50-0,5 | 17 2313 1100 05 | 49-51 | — | — | — | « |
| ПОССу 40-0,5 | 17 2314 1200 08 | 39-41 | — | — | — | « |
| ПОССу 35-0,5 | 17 2315 1200 03 | 34-36 | 0,05-0,5 | — | — | « |
| ПОССу 30-0,5 | 17 2321 1200 06 | 29-31 | — | — | — | « |
| ПОССу 25-0,5 | 17 2322 1200 01 | 24-26 | — | — | — | « |
| ПОССу 18-0,5 | 17 2323 1100 10 | 17-18 | — | — | — | « |
| Сурьмянистые | ||||||
| ПОСу 95-5 | 17 2311 1200 01 | Ост. | 4,0-5,0 | — | — | — |
| ПОССу 40-2 | 17 2314 1300 05 | 39-41 | 1,5-2,0 | — | — | Остально то же |
| ПОССу 35-2 | 17 2315 1300 00 | 34-36 | 1,5-2,0 | — | — | « |
| ОССу 30-2 | 17 2321 1300 03 | 29-31 | 1,5-2,0 | — | — | « |
| ПОССу 25-2 | 17 2322 1300 09 | 24-26 | 1,5-2,0 | — | — | « |
| ПОССу 18-2 | 17 2323 1200 07 | 17-18 | 1,5-2,0 | — | — | « |
| ПОССу 15-2 | 17 2324 1100 05 | 14-15 | 1,5-2,0 | — | — | « |
| ПОССу 10-2 | 17 2326 1200 03 | 9-10 | 1,5-2,0 | — | — | « |
| ПОССу 8-3 | 17 2326 1300 00 | 7-8 | 2,0-3,0 | — | — | « |
| ПОССу 5-1 | 17 2327 1100 01 | 4-5 | 0,5-0,1 | — | — | « |
| ПОССу 4-6 | 17 2327 1200 09 | 3-4 | 5,0-6,0 | — | — | « |
| ПОССу 4-4 | 17 2327 1300 06 | 3-4 | 3,0-4,0 | — | — | « |
Виды припоев
Все существующие припои можно разделить на три основных группы:
- Тугоплавкие припои;
- Легкоплавкие;
- Сверхлегкоплавкие.
Для пайки радиодеталей тугоплавкие припои не подходят, поскольку для их плавления нужна достаточно высокая температура, свыше 500 градусов. Тугоплавкие припои способны создать очень надёжное соединение металлов, которое характеризуется разрывом не менее чем 50/кг на 1 мм².
Для пайки тугоплавкими припоями не подходит электрический паяльник, поскольку он не способен обеспечить требуемую температуру плавления. Здесь уже используются инструменты помощнее, например, газовая горелка.
Радиолюбительские припои, они же легкосплавные, содержат в своём составе олово и свинец. Они мягкие и хорошо плавятся при температуре до 200 градусов. Поэтому чаще всего именно легкосплавные припои используют для пайки радиодеталей.
Характеристики отдельных марок
Все представители категории относятся к легкоплавким припоям. Оловянно-свинцовые сплавы при любом соотношении исходных металлов плавятся при температуре до 450 °С. Характеристики припоев ПОС регламентированы ГОСТом.
Производители поставляют припойную продукцию:
- в литых чушках;
- в виде проволочных изделий;
- лентообразной фольги;
- трубчатой продукции с флюсами внутри;
- порошков или пастообразной массы.
Бывают мягкими (легкоплавкими) и твердыми. Для монтажа радиоаппаратуры используются легкоплавкие, с температурой плавления 300−450 °C. Мягкие припои уступают по прочности твердым, хотя для сборки электроприборов используются как раз они.
Легкоплавкие сплавы — это обычно сплав свинца и олова главным образом. Немного есть легирующих элементов.
Примеси иных металлов вводятся для получения определенных характеристик:
- пластичности;
- температуры плавления;
- прочности;
- устойчивости к коррозии.
Число в обозначении марки говорит о том, сколько процентов олова в нем содержится. Так, у припоя ПОС-40 технические характеристики таковы, что в нем 40% Sn, а ПОС-60 — 60%.
Если марка неизвестна, состав можно оценить по косвенным признакам:
- Температура плавления ПОС — 183−265 °C .
- Если у припоя металлический блеск, значит, в нем достаточно много Sn (ПОС-61, ПОС-90). Если цвет темно-серый, а поверхность матовая, это говорит о высоком содержании свинца, именно он придает сероватый оттенок.
- Припои, содержащие большое количество свинца очень пластичны, а олово придает прочности и жесткости.
Существуют и составы иностранного производства. Маркируются они по-разному, но в марке можно определить состав сплава. В качестве примера можно привести сплав Sb62Pb36Ag2, производимый американской .
В его составе 62% олова, 36% свинца и 2% серебра. Серебро в состав очень часто добавляют, чтобы увеличить текучесть после того, как припой расплавился.
Еще одним примером можно назвать продукт, производимый канадской . Маркировка его SN62/36/2 NC. Это материал в виде пасты и из маркировки следует, что состав его: 62% олова, 36% свинца, 2% серебра. NC (No Clean – безотмывочный) означает, что шарики припоя находятся внутри геля из флюса.
Основным компонентом при пайке электрическим паяльником является оловянно-свинцовый припой. Он выпускается в виде проволоки или трубки разных диаметров. Трубчатый припой внутри заполняется канифолью. Такой припой очень удобен при работе, так как не требует дополнительного брать на жало паяльника флюс.
Припой представляет собой сплав легкоплавких металлов. Как правило, в состав припоя входит олово. Можно паять и чистым оловом, но оно дорогое и поэтому в олово добавляют дешевый свинец. Олово является экологически чистым металлом и его можно применять в качестве припоя для пайки в чистом виде пищевой посуды и медицинских инструментов. Если согнуть или сжать трубочку из чистого олова, то она хрустит. Чем больше в составе припоя свинца, тем темнее поверхность припоя.
Припои маркируются буквами и цифрами. Например ПОС-61, что обозначает П – припой, О – оловянный, С – свинцовый, 61 – % содержания олова. ПОС-61 является самым распространенным, так как подходит для пайки в большинстве случаев. В народе ПОС-61 часто называют третник , так как в его составе третья часть свинца (Pb).
Припои бывают мягкие и твердые. Температура плавления мягких припоев ниже 450˚С. Твердые припои плавятся при нагреве свыше 450˚С и для пайки электрическим паяльником не используются.
Припой на основе Pb—Sn, а также паянные ими соединения под нагрузкой изменяют свои размеры («ползут») даже при нормальной температуре. Ползучесть этих припоев и паянных ими соединений зависит от условий кристаллизации припоев, их состава, а также от состава основного металла. Крупнозернистые припои (как и другие сплавы) обладают большей сопротивляемостью ползучести, чем мелкозернистые.
К недостаткам припоя ПОС 40 относится сравнительно широкий температурный интервал кристаллизации, что снижает производительность процесса пайки из-за большой длительности затвердевания шва.
Припой ПОСВ 50 применяют для пайки узлов, подвергаемых термоударам.
Для повышения смачивания меди и ее сплавов припоями ПОС 61 и ПОС 40, торможения роста прослойки фазы (Cu 6 Sn 5) и увеличения прочности паянных соединений в них был введен высокоактивный по отношению к олову и свинцу элемент магний.
Магний имеет более высокое химическое сродство с медью, чем с оловом и свинцом, и при содержании (0,15—0,9%)Mg по границе шва с паяемым металлом образуются весьма тонкие прослойки химического соединения Mg 2 Cu, тормозящие рост прослойки C 6 Sn 5 n-фаза), а в шве образуются включения Mg 2 Sn 4 и Mg 2 Pb, упрочняющие шов и измельчающие его структуру.
Установлено, что при введении в припои системы Sn—Рb с содержанием 40, 63 и 90 % Sn никеля в виде порошка с чистотой 99,94 при температуре 1550 °С в количестве 1, 3, 5, 10 и 15 % (при нагреве в кварцевых ампулах) сопротивление срезу соединений, паянных припоем Рb —63 % Sn —10 % Ni, возрастает в 1,5 раза по сравнению с соединениями, паянными припоями, не содержащими никеля, и составляет 45 МПа.
Как использовать?
Флюс и припой — это два разных по назначению материала. Припои нужны для заполнения стыка между двумя деталями. А флюсы нужны для улучшения качества швов и защиты от их окисления. Поэтому и технология применения будет разной.
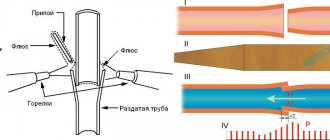
Чтобы использовать припой, его нужно предварительно нагреть. Если вы занимаетесь пайкой мелких деталей, то приложите припой к месту пайки и прикоснитесь к проволоке с помощью паяльника. Припой расплавится и заполнит стык. При сварке вместо паяльника используйте газовую горелку.
Что касается припоев с флюсом внутри, то здесь все просто. Нагревайте флюс с припоем так же, как и при использовании обычного металлического припоя. С помощью паяльника или горелки. Припой будет плавиться, выделяя пары флюса.
Чтобы использовать флюсы, нужно знать, какой они консистенции. Жидкие флюсы наносят на место пайки с помощью кисточки, пастообразные тоже (или пальцами), сухие флюсы подаются на место сварки с помощью специального аппарата.
Другие критерии классификации
Помимо подразделения припоев на два основных типа, их классифицируют по ряду других признаков.
- Тип расплавления. Часть используемых припоев расплавляется полностью, а часть только частично. При этом есть композиционные варианты, которые совмещают в себе оба сплава.
- По основному химическому элементу. Припой принято называть тем металлом, который присутствует в его составе в наибольшем количестве.
- По способу получения припоя. Некоторые припои продаются в готовом виде, а некоторые образуются прямо в процессе пайки. Последние представляют собой соединение слоев сплавов, флюса, канифоли, фольги.
- По наличию флюса. Часть припоев необходимо флюсовать отдельно в процессе пайки, а часть сразу имеет необходимое покрытие.
- По форме изделий. Наиболее распространены проволочные, прутковые, трубчатые припои. Для специализированных задач могут использоваться листовые, порошковые и даже пастообразные варианты.
#S[2048,2049,2050,2051,2972,2973,2974]#