Flux
Solder with rosin in the form of a hollow wire twisted into rings is common on sale . A flux of similar composition is made from coniferous trees; such a substance becomes soft when heated to 50 ° C, and at 250 ° C it begins to boil with partial evaporation. Rosin must be removed after finishing work, otherwise oxidation will occur, and the substance, absorbing moisture from the air, will begin to interfere with the proper operation of the devices.
Popular formulations
There are three main categories:
Release form
Solder comes in various forms. Initially, at the factory, these are pigs. The letter Ch is then added to the brand designation. For example, Ch POS-40. GOST 21930-76 determines the shape and size of pigs for each material and type.
Solder for retail sale comes in rods with a diameter of 8 mm, in the form of solder wire wound on a spool or rolled into a spiral and placed in a plastic tube.
Very often, soldering wire is a tube made of tin-lead alloy, inside of which there is flux - a substance that helps improve the quality of soldering.
Flux destroys the oxide film on the parts being soldered and prevents further oxidation of the soldered joint during its cooling.
Rosin, a product of the distillation of pine resin, is often used as a flux. It melts at a temperature of 68 ℃, under normal conditions it is hard, brittle, and yellow in color.
Low temperature options
In first place is the WOOD alloy with the composition: 10% Sn and Cd each, 40% Pb and Bi, the beginning of the melt is 65-72 C. The second position is occupied by a solder called ROSE, which begins to melt at 90-94 C. Consists of: 25% each of tin and lead, and the remaining 50% is bismuth. The above alloys are expensive solders.
The third place among low-temperature products is occupied by POSK-50-18, with a temperature of 142-145 C. The composition of this solder includes 50% tin, 32% lead and 18% cadmium, which increases corrosion resistance, but adds toxicity to it.
The second nominee (called ROSE) is very popular among radio amateurs, but in domestic radio electronics its marking is POSV-50, where the numbers are the percentage of bismuth. Used for installation/dismantling and tinning of overheat-sensitive copper tracks on printed circuit boards.
Use of tin-lead group alloys
These alloys include the following:
- POS-90 contains: Pb - 10%, Sn - 90%. Used for repairing medical equipment and food utensils. There is little toxic lead, as it should not come into contact with food and water.
- POS-40: Pb - 60%, Sn - 40%. Mainly used for soldering electrical equipment and galvanized iron products; it is also used to repair radiators, brass and copper pipelines.
- POS-30: Sn - 30%, Pb - 70%. Used in the cable industry, for soldering and tinning and zinc sheeting.
- POS-61: Pb 39%, Sn 61%. Like with POS-60. There's not much difference.
Using POS-61, tinning and soldering of printed circuit boards of radio equipment is carried out. This is the main material for assembling electronics. It begins to melt at 183 °C, complete melting at 190 °C. You can solder with this solder using an ordinary soldering iron, without fear that the radioelements will overheat.
POS-30, POS-40, POS-90 melt at 220−265 °C. For many radio-electronic elements this temperature is subcritical. It is better to assemble homemade electronic devices with POS-61, whose foreign analogue can be considered Sn63Pb37 (where Sn is 63% and Pb is 37%). It is also used to solder radio equipment and homemade electronics.
What solders are used for soldering radio components?
The main types of solders used are PIC (tin-lead solder) and lead-free solders. POS has a melting point of approximately 180 to 230 °C. This alloy is well suited for soldering parts, but on an industrial scale, lead-free solders are used, which have a slightly higher melting point from 180 to 250 °C. Lead-free solders do not contain lead, they emit fewer emissions and, most importantly, they do not contain lead. Lead vapor is highly polluting to the environment, so lead-free solders are used during the production of printed circuit boards. However, lead-free solders not only melt at higher temperatures (due to the absence of lead), but they also leave a “tin whisker.” These whiskers can cause a short circuit after soldering SMD contacts. They are hardly distinguishable without a microscope, and their thickness is less than 1 micron.
Lead-free solders are also used in BGA soldering as solder balls.
POS solders are suitable for radio amateurs. These are easier to solder, and they won’t cause much harm if you don’t solder on an industrial scale. Moreover, lead-free solders do not reach the level of PIC solders in terms of wettability and quality of contact after soldering.
Classification by type
Solders are produced:
- With flux;
- No flux.
It is convenient to use solders with flux on a soldering iron, since the flux helps to be distributed over the soldering iron tip. Also, solders with flux are very soft, and they can be rolled into several rods.
According to condition
Solders are produced mainly in the form of rods with a cross-section from 0.1 to 2 mm. This is the hard type. There are also solder pastes. It is a mixture of microscopic beads in flux. Used for BGA soldering.
Solder paste is mainly used for soldering microcircuits and connector pads. It is irrational to use paste for soldering wires, since the price of paste is much higher than regular solder.
Low temperature alloys
In addition to soft solders, there is also a subtype of them. These are low-temperature alloys of Rose and Wood.
Such alloys are usually used for safe soldering of parts. These alloys are not recommended for soldering parts onto a board due to their low mechanical strength and melting point (from 60 to 100 °C)
Bottom line
A great variety of solders for soldering various products are produced; listing them in the scope of one article is simply not realistic. But to summarize what has been said above, we note:
- To install radio-electronic components, radio amateurs use the relatively low-melting POS-61; parts on lead-free solder are soldered by preliminary tinning with ROSE alloy to reduce the melting point; subsequently the parts are easily dismantled. Hard-melting grades are used for pipes and refrigeration equipment.
- The alloy composition should not contain toxic substances in excess of the established norm. Work should only be carried out in a ventilated area, observing safety precautions.
Types and brands of solders, their composition, purpose and application
There are many types of solder with different compositions, characteristics and purposes. In accordance with the main classification, they are divided into refractory or hard, and fusible or soft. Their main difference is the melting point, which determines the difference in areas of application.
Refractory solders
Refractory solders, which melt at 450–500°C, produce a very hard joint. They are alloys based on copper, zinc, silver, brass, gold, aluminum, magnesium and nickel. Brazing alloys are used when soldering materials with a high melting point.
3.3. Classification of fluxes and their designation system
Soldering fluxes
- substances and compounds used to prevent the formation of an oxide film on the surface of the solder and soldered material, as well as to remove oxidation products from the soldering zone. The melting point of fluxes is lower than the melting point of solder. Fluxes are used in solid, paste and powder form, as well as in the form of aqueous, alcohol or glycerin solutions.
Fluxes
used for soldering are classified according to: temperature range of activity;
nature of the solvent; the nature of the activator of the determining action; mechanism of action; state of aggregation. Depending on the temperature range of activity,
soldering fluxes are divided into: low-temperature (≤ 450 ° C); high temperature (> 450 °C).
By the nature of the solvent
soldering fluxes are divided into: water-based; non-aquatic
By the nature of activators
Low-temperature soldering fluxes
that determine their action are divided into: rosin; acidic; halide; hydrazine; fluoroborate; aniline; stearic.
By the nature of the activators of the determining action, high-temperature soldering fluxes
divided into: halide; fluoroborate; boride-carbon dioxide.
If the flux contains several activators, all activators must be named. For example, rosin-halide, fluoroborate-halide flux.
By mechanism of action
soldering fluxes are divided into: protective;
chemical action; electrochemical action; reactive. According to their state of aggregation,
soldering fluxes are divided into: solid; liquid; pasty.
Basic properties of solders
When choosing a specific brand of solder for soldering copper wires or aluminum alloys, you must be guided by their technical characteristics.
However, for all compositions a list of basic properties can be identified:
- wettability - shows how well the solder envelops and sticks to the parts being soldered;
- strength - determines the ability to withstand mechanical forces and loads; for this, boron, iron, nickel, zinc or cobalt can be added to the composition;
- plasticity - the ability to deform, achieved through additives from manganese, bismuth, lithium, etc.;
- resistance to high temperatures - important for soldering with hard alloys that are found in boiler rooms, furnaces, pipelines, heating devices, the property is achieved by adding tungsten, zirconium, vanadium, hafnium, niobium, etc.
- resistance to corrosion destruction - increases by alloying with copper or nickel.
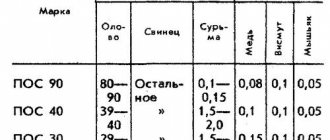
Containing antimony
To reduce the degree of oxidation of the alloy in the liquid state and give the soldering a better appearance, antimony is introduced into its composition. According to GOST 21930-76, all tin-lead solders for soldering, depending on the chemical composition, are classified into:
- antimony-free;
- low antimony, with antimony content up to 0.5%;
- antimonous, containing more than 0.5% antimony.
The same GOST also determines the areas of primary use of each brand.
Table 1. Chemical composition of solders
| Chemical composition, % | ||||||
| Solder grade | OKP code | Main components | ||||
| Tin | Antimony | Cadmium | Copper | Lead | ||
| Antimony-free | ||||||
| POS 90 | 17 2311 1100 04 | 89-91 | — | — | — | The rest is the same |
| POS 63 | 17 2312 0100 | 62,5-63,5 | — | — | — | « |
| POS 61 | 17 2312 1100 10 | 59-61 | — | — | — | « |
| POS 40 | 17 2314 1100 00 | 39-41 | — | — | — | « |
| POS30 | 17 2321 1100 09 | 29-31 | — | — | — | « |
| POS 10 | 17 2326 1100 06 | 9-10 | — | — | — | « |
| POS 61M | 17 2312 1200 07 | 59-61 | — | — | 1,2-2,0 | « |
| POSK 50-18 | 17 2313 1200 02 | 49-51 | — | 17-19 | — | « |
| POSK 2-18 | 17 2343 1100 09 | 1,8-2,3 | — | 17,5-18,5 | — | « |
| Low antimony | ||||||
| POSSu 61-0.5 | 17 2312 1400 01 | 59-61 | — | — | — | The rest is the same |
| POSSu 50-0.5 | 17 2313 1100 05 | 49-51 | — | — | — | « |
| POSSu 40-0.5 | 17 2314 1200 08 | 39-41 | — | — | — | « |
| POSSu 35-0.5 | 17 2315 1200 03 | 34-36 | 0,05-0,5 | — | — | « |
| POSSU 30-0.5 | 17 2321 1200 06 | 29-31 | — | — | — | « |
| POSSu 25-0.5 | 17 2322 1200 01 | 24-26 | — | — | — | « |
| POSSu 18-0.5 | 17 2323 1100 10 | 17-18 | — | — | — | « |
| Antimony | ||||||
| POS 95-5 | 17 2311 1200 01 | Ost. | 4,0-5,0 | — | — | — |
| POSSu 40-2 | 17 2314 1300 05 | 39-41 | 1,5-2,0 | — | — | The rest is the same |
| POSSu 35-2 | 17 2315 1300 00 | 34-36 | 1,5-2,0 | — | — | « |
| OSSu 30-2 | 17 2321 1300 03 | 29-31 | 1,5-2,0 | — | — | « |
| POSSu 25-2 | 17 2322 1300 09 | 24-26 | 1,5-2,0 | — | — | « |
| POSSu 18-2 | 17 2323 1200 07 | 17-18 | 1,5-2,0 | — | — | « |
| POSSu 15-2 | 17 2324 1100 05 | 14-15 | 1,5-2,0 | — | — | « |
| POSSu 10-2 | 17 2326 1200 03 | 9-10 | 1,5-2,0 | — | — | « |
| POSSu 8-3 | 17 2326 1300 00 | 7-8 | 2,0-3,0 | — | — | « |
| POSSu 5-1 | 17 2327 1100 01 | 4-5 | 0,5-0,1 | — | — | « |
| POSSU 4-6 | 17 2327 1200 09 | 3-4 | 5,0-6,0 | — | — | « |
| POSSU 4-4 | 17 2327 1300 06 | 3-4 | 3,0-4,0 | — | — | « |
Types of solders
All existing solders can be divided into three main groups:
- Refractory solders;
- Low-melting;
- Ultra-low-melting.
Refractory solders are not suitable for soldering radio components, since melting them requires a fairly high temperature, over 500 degrees. Refractory solders are capable of creating a very reliable connection of metals, which is characterized by a gap of at least 50/kg per 1 mm².
An electric soldering iron is not suitable for soldering with refractory solders, since it is not able to provide the required melting temperature. More powerful tools are already used here, for example, a gas burner.
Amateur radio solders, also known as light alloys, contain tin and lead. They are soft and melt well at temperatures up to 200 degrees. Therefore, most often it is light-alloy solders that are used for soldering radio components.
Characteristics of individual brands
All representatives of the category belong to low-melting solders. Tin-lead alloys, regardless of the ratio of the starting metals, melt at temperatures up to 450 °C. The characteristics of POS solders are regulated by GOST.
Manufacturers supply solder products:
- in cast ingots;
- in the form of wire products;
- ribbon-shaped foil;
- tubular products with fluxes inside;
- powders or paste.
They are soft (low-melting) and hard. For installation of radio equipment, low-melting materials are used, with a melting point of 300−450 °C. Soft solders are inferior in strength to hard solders, although they are the ones used for assembling electrical appliances.
Low-melting alloys are usually an alloy of lead and tin primarily. There are few alloying elements.
Impurities of other metals are introduced to obtain certain characteristics:
- plasticity;
- melting point;
- strength;
- corrosion resistance.
The number in the brand designation indicates the percentage of tin it contains. So, the technical characteristics of POS-40 solder are such that it contains 40% Sn, and POS-60 - 60%.
If the brand is unknown, the composition can be assessed by indirect signs:
- The melting point of POS is 183−265 °C.
- If the solder has a metallic sheen, it means there is a lot of Sn in it (POS-61, POS-90). If the color is dark gray and the surface is matte, this indicates a high lead content, which is what gives the grayish tint.
- Solders containing large amounts of lead are very ductile, and tin imparts strength and rigidity.
There are also foreign-made compounds. They are marked differently, but the mark can determine the composition of the alloy. An example is the Sb62Pb36Ag2 alloy produced by the American company.
It contains 62% tin, 36% lead and 2% silver. Silver is often added to the composition to increase fluidity after the solder has melted.
Another example is a product produced by Canadian. Its marking is SN62/36/2 NC. This material is in the form of a paste and from the marking it follows that its composition is: 62% tin, 36% lead, 2% silver. NC (No Clean) means that the solder balls are contained within a flux gel.
The main component when soldering with an electric soldering iron is tin-lead solder. It is available in the form of wire or tube of different diameters. The tubular solder inside is filled with rosin. This type of solder is very convenient when working, since it does not require additional flux to the soldering iron tip.
Solder is an alloy of low-melting metals. As a rule, solder contains tin. You can solder with pure tin, but it is expensive and therefore cheap lead is added to the tin. Tin is an environmentally friendly metal and can be used as solder for soldering food utensils and medical instruments in its pure form. If you bend or squeeze a tube made of pure tin, it crunches. The more lead in the solder, the darker the surface of the solder.
Solders are marked with letters and numbers. For example, POS-61, which means P - solder, O - tin, S - lead, 61 - % tin content. POS-61 is the most common, as it is suitable for soldering in most cases. Popularly, POS-61 is often called a tertiary, since it contains a third of lead (Pb).
Solders can be soft or hard. The melting point of soft solders is below 450˚C. Hard solders melt when heated above 450˚C and are not used for soldering with an electric soldering iron.
Pb-Sn-based solder, as well as the joints soldered by them, change their dimensions (“creep”) under load, even at normal temperatures. The creep of these solders and the joints soldered by them depends on the crystallization conditions of the solders, their composition, as well as on the composition of the base metal. Coarse-grained solders (like other alloys) have greater creep resistance than fine-grained solders.
The disadvantages of POS 40 solder include a relatively wide crystallization temperature range, which reduces the productivity of the soldering process due to the long duration of solidification of the seam.
Solder POSV 50 is used for soldering assemblies subject to thermal shock.
To increase the wetting of copper and its alloys with POS 61 and POS 40 solders, inhibit the growth of the phase interlayer (Cu 6 Sn 5) and increase the strength of soldered joints, the element magnesium, highly active in relation to tin and lead, was introduced into them.
Magnesium has a higher chemical affinity with copper than with tin and lead, and with a content of (0.15-0.9%) Mg, very thin layers of the chemical compound Mg 2 Cu are formed along the boundary of the weld with the soldered metal, inhibiting the growth of the C 6 layer Sn 5 n-phase), and inclusions of Mg 2 Sn 4 and Mg 2 Pb are formed in the seam, strengthening the seam and refining its structure.
It has been established that when the Sn-Pb system containing 40, 63 and 90% Sn is introduced into solders, nickel in the form of a powder with a purity of 99.94 at a temperature of 1550 °C in the amount of 1, 3, 5, 10 and 15% (when heated in quartz ampoules), the shear resistance of joints soldered with Pb -63% Sn -10% Ni solder increases by 1.5 times compared to joints soldered with nickel-free solders and amounts to 45 MPa.
How to use?
Flux and solder are two materials with different purposes. Solders are needed to fill the joint between two parts. And fluxes are needed to improve the quality of seams and protect them from oxidation. Therefore, the technology of application will be different.
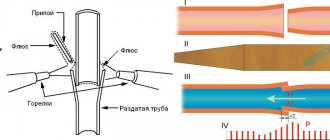
To use solder, it must be preheated. If you are soldering small parts, apply solder to the soldering area and touch the wire with a soldering iron. The solder will melt and fill the joint. When welding, use a gas torch instead of a soldering iron.
As for solders with flux inside, everything is simple. Heat the flux and solder in the same way as when using regular metal solder. Using a soldering iron or torch. The solder will melt, releasing flux fumes.
To use fluxes, you need to know what consistency they are. Liquid fluxes are applied to the soldering site using a brush, paste fluxes are also applied (or with fingers), dry fluxes are applied to the welding site using a special apparatus.
Other classification criteria
In addition to dividing solders into two main types, they are classified according to a number of other characteristics.
- Melt type . Some of the solders used melt completely, and some only partially. At the same time, there are compositional options that combine both alloys.
- By main chemical element . Solder is usually called the metal that is present in its composition in the greatest quantity.
- According to the method of obtaining solder . Some solders are sold ready-made, while others are formed directly during the soldering process. The latter are a combination of layers of alloys, flux, rosin, and foil.
- By the presence of flux . Some solders must be fluxed separately during the soldering process, while some immediately have the necessary coating.
- According to the shape of the products . The most common are wire, rod, and tubular solders. For specialized applications, sheet, powder and even paste options can be used.
#S[2048,2049,2050,2051,2972,2973,2974]#