В современном мире пайкой принято называть процесс, позволяющий получить неразъемное соединение нескольких деталей из металла, где соединительным материалом является уже расплавленный металл, который должен плавиться при более низкой температуре, чем тот металлический материал, из которого состоят эти детали.
Этот промежуточный расплавленный металл получил название сплава, а сам процесс называют припоем. В зависимости от того, какова температура плавления различают и разные виды пайки: легкоплавкие и тугоплавкие. Так, легкоплавкие припои плавятся при температуре ниже четырехсот градусов, а тугоплавкие – при температуре от пятисот до 1100 градусов.
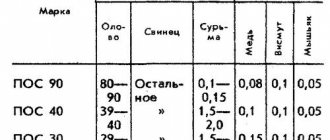
Обычно в марках припой обозначают ПОС, и это сокращение расшифровывается так: припой оловянно – свинцовый. Если рядом есть еще и какое-то число, то эта цифра обычно указывает на то, каков процент содержания олова в составе.
Что такое припой?
Припой представляет собой смесь легкоплавких металлов, которые способны обеспечить хороший контакт между двумя поверхностями, получаемый в результате пайки. При нагревании припой переходит из твердого в жидкое состояние, которое обеспечивает растекание по периметру припаиваемой детали или в месте их контакта. При этом происходит фиксация на молекулярном уровне за счет высокой степени адгезии.
По составу припои могут включать самые различные компоненты, предоставляющие им необходимые эксплуатационные свойства. Однако преимущественное большинство состоит из смеси свинца и олова, первый из которых обеспечивает твердость и тугоплавкость, а второй легкость и снижает температуру плавления. Также в составе могут быть и другие компоненты: серебро, никель, цинк, медь, кобольд, висмут, сурьма и другие.
Из-за многокомпонентности состава процесс расплавления также проходит несколько этапов: сначала разрежаются наиболее легкоплавкие составляющие, тугоплавкие в этот момент остаются в виде кристаллов. Затем плавятся и они, смесь становится однородной и обеспечивает максимальное заполнение и контакт. Однако вместе с припоем используются флюсы, обеспечивающие лучшее заполнение и защиту от окисления.
Температура плавления припоев
Различия в температуре могут быть очень сильными, что видно на примере таблицы. Причем это касается даже соседних марок в одной серии, так как многое определяется добавками в составе и прочими нюансами. Здесь приведены основные данные к самым распространенным маркам:
| Наименование припоя | Температура плавления, градусы Цельсия |
| Сплав Вуда | 70 |
| Сплав Розе | 90 |
| ПСРЗИ | 141 |
| ПОЗИ 30 | 170 |
| ПСР | 235 |
| ПСР 1,5 | 280 |
| ПСР 2 | 248 |
| ПОС 50 | 245 |
| ПОС 61 | 192 |
| ПОС 10 | 299 |
| ПОС 40 | 238 |
| ПОС 61 | 190 |
| О2 | 232 |
| ПОССУ 95-5 | 240 |
Рекомендации по температуре
Температура плавления мягких припоев хоть и не превышает 300 градусов, тогда как в твердых марках разброс намного больше, то все равно, даже в этом случае получается разница более чем в три раза. Таким образом, стоит подбирать инструменты для температурной обработки, которые бы имели ту мощность, что требуется для достижения нужных параметров. Более высокая или низкая температура может оказаться неподходящей, так что это может стать одной из причин, почему припой не липнет к паяльнику. Отклонение при выборе температурного режима допускается в небольших пределах, около 10-20 градусов Цельсия, причем желательно в более высокую сторону. Ведь далеко не всегда есть возможность точно выставить рабочие параметры, особенно на простых паяльниках.
Возможность безвредного повышения температуры инструмента обуславливается тем, что у припоя есть первоначальная точка плавления, когда он из твердого перетекает в жидкое. В это время жидкость получается относительно вязкой и достаточно пластичной для применения. Далее следует вторая точка плавления, когда материал уже становится максимально жидким. Здесь уже сложнее работать, так что выбор режима должен быть как раз между этими двумя показателями.
Классификация
Все критерии классификации припоев представляют собой довольно обширную сферу, которая под силу, пожалуй, лишь узкопрофильным специалистам. Поэтому для упрощения подборки конкретные марки ее изготавливают для конкретных целей – паять алюминий, ювелирные изделия, медную проволоку, радиокомпоненты и т.д. Главное, на что вам следует обратить внимание – это температурный параметр. Так как, к примеру, пайку микросхемы нельзя выполнять той же маркой ПОС, что и соединение жил кабеля, так как чувствительный компонент может сгореть и выйти со строя.
Припои для пайки классифицируются по следующим критериям:
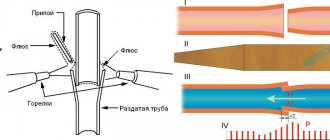
- по способу подачи флюса – безфлюсовые и самофлюсующиеся, для первых флюс подается отдельно, вторые содержат его в своем составе;
Рис. 1. Самофлюсующиеся и с подачей флюса
- по основному паяльному элементу – оловянные припои, никелевые, кобальтовые, марганцевые, титановые, серебряные, циркониевые, ванадиевые, смешанные и т.д.
- по способу получения – бывают готовые или формируемые непосредственно во время пайки;
- по растворимости компонентов – встречаются полностью расплавляемые и частично;
- по форме выпуска – оловянная проволока, пруток, чушки, лист, гранулы, паста;
Форма выпуска припоя
- по температуре плавления – существуют те, которые переходят в жидкое состояние при низкой и при высокой температуре.
При выборе оловянно-свинцового припоя наиболее важным критерием является последний, поэтому на нем мы и остановимся более детально.
Легкоплавкие (мягкие).
К легкоплавким припоям относятся такие составы, которые переходят в жидкое состояние при температуре от 145 до 400°С. Но, при этом они обеспечивают относительно небольшую прочность, для легкоплавких сплавов сопротивление на разрыв составляет не более 7кг/мм2. Наиболее распространенные – оловянно-свинцовые. Чаще всего мягкие припои используются в радиоэлектронике для печатных плат или деталей.
Тугоплавкие (твердые).
Твердые припои обладают значительно большей механической прочностью, но их температура плавления составляет более 400°С, что является неприемлемым для большинства радиодеталей, так как они могут пострадать даже от касания разогретым жалом паяльника. Двумя наиболее крупными группами в этой категории являются медные и серебряные составы. Медные сплавы, как правило, соединяются с цинком, но они слишком хрупкие, поэтому подходят для твердых сплавов, испытывающих только статическую нагрузку. Серебряные припои являются универсальными и могут использоваться для пайки любых точек соединения, однако стоимость этих марок также довольно высокая.
Паяльные пасты.
Паяльные пасты также представляют собой компонент для пайки радиодеталей, но применяются они для мелких элементов из легкоплавкого металла. Состав пасты содержит измельченные кусочки припоя в растворе жидкого флюса. Их используют в тех платах или устройствах, где воздействие высокой температуры может нанести вред оборудованию. Пасты, как правило, паяются феном без электрического паяльника, или могут просто наноситься в качестве проводящего клеевого состава.
Нанесение смеси для пайки в точку крепления выводов наносится порционно и может выполняться при помощи специального трафарета, шприца или каплеструйным картриджем.
Рис 3. Нанесение паяльной пасты принтером, шприцом, трафаретом
Однако применение пасты для пайки обуславливает целый ряд требований, которые должны соблюдаться:
- перед началом вскрытия емкости обязательно выдерживается в комнатной температуре хотя бы 2 часа, использовать средства принудительного нагрева припоя для этого запрещено;
- после вскрытия смесь обязательно перемешивается до получения однородного вещества, так как в ходе хранения флюс может отделяться от припоя;
Рис. 4. Размешивается до однородной смеси
- перед нанесением поверхность должна очищаться от возможных примесей и загрязнителей, при длительной пайке процедура повторяется каждые 45 минут;
- монтаж электронных компонентов в нанесенную пасту должен производиться за 60 минут, иначе она начнет утрачивать свойства;
- после пайки остатки и излишки пасты отмывают, существуют те, которые отмываются обычной водой, другим требуется растворитель, некоторые могут не смываться.
Крайне негативно на функциональных характеристиках такого припоя сказывается помещение в среду с высокой или низкой температурой, а также воздействие влаги.
Бессвинцовые припои.
Изначально, причиной создания припоя без содержания свинца была потребность исключить вредное влияние на окружающую среду и человеческий организм. Такие припои массово используются для пайки алюминия или стали в пищевой промышленности, для труб подачи питьевой воды, лабораторного оборудования и инструментов.
Всего выделяют три наиболее распространенные группы бессвинцовых припоев:
- олово с медью – применяется для высокотемпературной пайки, относится к тугоплавким припоям, хорошо подходит для работы по медным изделиям;
- олово с серебром – подходят для низкотемпературной пайки, обеспечивают лучший контакт, чем у свинцовых припоев, но они имеют высокую цену.
- олово и с медью, и с серебром – также является мягким вариантом, который обладает меньшей стоимостью, чем предыдущий, и практически ничем не уступает ему в качестве соединений.
- олово с висмутом и серебром – может применяться для пайки меди при низких температурах;
- олово с цинком и висмутом – более дешевый вариант предыдущего, но имеет ряд сложностей в применении.
Электроника для всех
Флюсы В процессе пайки, от нагрева, детали окисляются и припой перестает их смачивать. Чтобы этого не происходило используют флюсы — вещества которые растворяют оксидную пленку, способствуют пайке. Кстати, если кто не в курсе, процесс покрытия одного металла другим зовется лужением. Банальные вещи говорю? Ну так ведь ликбез так ликбез!  Канифоль
Канифоль
| Канифоль — классика жанра |
Самый простой и народный флюс. Это обычная очищенная сосновая смола. При пайке сначала берут на жало немного припоя, потом тычут в канифоль, чтобы набрать на жало смолы, а затем быстро, пока смола не испарилась, паяют. Способ не сильно удобный, поэтому часто делают по другому. Берут обычный этиловый (медицинский) спирт и растовряют в нем толченую канифоль пока она растворяется. После этот раствор наносят кисточной на спаиваемые детали и паяют. Активность канифоли не высока, поэтому иной раз ничего не получается — детали не не лудятся, но зато у канифоли есть одно огромное достоинство, которое порой перекрывает все ее недостатки. Канифоль абсолютно пассивна. То есть ее не нужно удалять с места пайки, так как она не окисляет и не восстанавливает металлы, являясь при этом отличным диэлектриком. Именно по этому самые ответственные пайки я стараюсь делать спирто-канифольным флюсом.
ЛТИ-120
| ЛТИ-120 |
| Глицерин-гидразин |
| Канифоль-гель. Супер вещь |
| Ф-34А — химическое оружие массового поражения. |
| Палитра флюсов |
Один из моих любимых флюсов. Представляет из себя рыжую жидкость, имеет в своем составе канифоль и еще ряд присадок. Паять им также как и обычным спирто-канифольным флюсом — намазать кисточкой на детали и паять. Но есть одна хитрость. В изначальном варианте ЛТИ-120 жидкий зараза, мажется тонким слоем и моментально высыхает, в общем пользоваться им не очень удобно. Я придумал как это побороть. Я сделал себе палитру флюсов — наклеил на мелкую компашку кучу крышечек от флакончиков, налил в них разных флюсов и наклеил это дело на катушку с припоем. Получилось очень удобно и компактно. Так вот, налив ЛТИ-120 в крышечку я даю ему постоять пару дней. За это время он подсохнет и загустеет до состояния жидкого мёда. Вот его уже удобно намазывать острой зубочисткой точно туда куда надо. А если загустеет сверх меры, то либо туда немного спирту капну, либо подолью еще немного свежего флюса и размешаю. Производитель утверждает, что ЛТИ-120 смывать не нужно. В принципе, вроде бы так оно и есть, он не активный. Но что то меня смущают присадки которые в нем, поэтому я его смываю всегда. Смывается он широкой кисточкой, смоченной в спирте. Или просто щеткой под струей воды из под крана. Нет ничего страшного в том, чтобы отмывать готовую плату водой, главное хорошо высушить потом.
Канифоль-гель Отличная штука. Не так давно появился в радиомагазинах и уже заслужил мою любовь и уважение. Представляет из себя густую коричневую пасту на основе канифоли, продается в шприцах. Отлично намазывается непосредственно туда где надо, не оставляет нагара на паяльнике, как ЛТИ-120. Легко смывается водой или спиртом, в общем, рулез!
Глицерин-гидразин. Убойный активный флюс, который легко смывается водой, не оставляет грязных липких следов и окислов. Но его надо смывать. Тщательно смывать. Иначе за пару лет он может разъесть дорожки платы или его остатки станут токопроводными и возникнут жуткие утечки по поверхности платы между дорожками, что крайне негативно скажется на работе схемы. Еще я не уверен в безопасности его паров. На раз два попользоваться можно, но вот постоянно его юзать мне как то не улыбается. Но в целом это офигенный флюс, паять им одно удовольствие.
Глицерин-Салициловый флюс. Он же ФСГЛ. Честно говоря я понятия не имею откуда эта хрень вообще берется. У меня банка этого флюса имеется с детства (собственно поэтому канифолью то я практически не паял никогда) — батя стырил с оборонного предприятия. В свободной продаже не видел ни разу. Паяет также ядрёно как и Глицерин-гидразин, но не имеет в своем составе сомнительных с точки зрения токсичности примесей. Там 90% глицерина, 5% салициловой кислоты, 5% воды. Купить чтоль в аптеке салицилки и самому сбодяжить? Уж больно чумовой рецепт. Один недостаток — нужно смывать, он активный. Но смывается водой влегкую.
Ф-34А Адская кислотная смесь. При пайке имеет жуткий едкий выхлоп, которым я потравил половину нашей лаборатории. Паять этой гадостью можно только в противогазе и с мощной вытяжкой, но зато это дерьмище паяет все, то что другим флюсам даже в страшном сне не снилось. Эта жижа залуживает влет — ржавчину, окислы, сталь, напыления, даже алюминий можно паять. Так что если тебе надо будет припаяться к ржавому гвоздю, то капни этой херни, задережи дыхание и ЛУДИ!
Импортные безотмывочные флюсы. Честно говоря ими я не пользовался. Говорят они круты, но имхо паять ими просто так это не рационально — слишком уж дорогие они, да и у нас в городе не продают, а заказывать мне западло. Скорей они для профессионального применения, вроде ремонта сотовых или пайки BGA корпусов (это когда ножки в виде массива шариков под корпусом микросхемы). Если интересно, то поищите инфу на форумах ремонтников сотовых, они про это дело знают все.
Голландский флюс на основе конопли Понятия не имею кто его делает и где его продают, но я точно знаю что он есть! Особенно я в этом убедился после ковыряния в схемах продукции фирмы где я раньше работал. Разработчики явно паяют им. Так как таких укуренных схемотехнических решений я еще не видел.
Паяльник в руки и вперед!!! Про флюсы я тебе рассказал, теперь, собственно, о процессе пайки. Дело это не хитрое. Для начала желательно облудить детали. Смачиваешь их флюсом, подцепляешь жалом паяльника чуть чуть припоя и размазываешь по поверхности. Торопиться не надо, детали должны покрыться ровным тонким блестящим слоем. Выводы микросхем и радиодеталей лудить не нужно — они уже на заводе облужены.
Припой должен быть жидким, как вода. Если он комковатый, с ярко выраженной зернистостью и матовый, то тут причины две — неправильная температура паяльника, либо припой низкопробное говно. Если паяльник слишком холодный то припой будет на грани твердого и жидкого состояния, будет вязким и не будет смачивать. Если же паяльник перегрет, то припой будет моментально покрываться серой пленкой окисла и тоже будет отвратительно лудить. Идеальная температура паяльника при пайке припоем ПОС-40 (60/40 Alloy), на мой взгляд, это порядка 240-300 градусов. У СТ-96 достаточно выставить регулятор на 2/3 в сторону увеличения.
Если паяешь печатную плату, то дорожки тоже надо залудить. Но делать это надо осторожно. Текстолит, что продается на просторах Родины зачастую тоже оказывается редкостным говном и при нагреве фольга от него отваливается в момент. Поэтому долго греть плату нельзя — отвалятся дорожки. Обычно я просто смазываю хорошенько все дорожки флюсом ЛТИ-120 и провожу быстренько по каждой плоским жалом паяльника с капелькой припоя. В Результате имею идеально залуженные дорожки, с практически зеркальной поверхностью.
Есть народный способ для быстрого лужения больших плат:
| Оплетка для удаления припоя |
| Мое лудило |
Берется оплетка для удаления припоя, это такая медная мочалка, продается в мотках по 30 рублей метр. Если не найдешь, то можешь выковырять из толстого телевизионного коаксиального кабеля экранирующую оплетку — та же херня только возни больше. Плата как следует смазывается флюсом, оплетка как следует пропитывается припоем и тоже поливается флюсом. Дальше эта хрень возякается паяльником по поверхности платы. Чтобы ворсинки оплетки не пристывали к дорожкам, лучше взять паяльник побольше и помассивней.
Я так вообще усовершенствовал способ. Взял старый мощный паяльник на 60Вт, обмотал у него жало этой оплеткой, пропитал её сплавом Розе и теперь лужу платы в одно движение. Почему именно Розе? А им лудить проще, паяльник когда касается платы резко остывает, т.к. отдает тепло. Если оплетка смочена обычным припоем, то она тут же приваривается отдельными ворсинками к плате, а сплав Розе легкоплавный и не прилипает.
Пайка транзисторов, диодов и микросхем.Тут я бы хотел заострить внимание особо. Дело в том, что полупроводники от слишком высокой температуры разрушаются, поэтому есть риск пожечь микросхему перегревом. Чтобы этого не произошло желательно выставить паяльник на 230 градусов или около того. Это вполне терпимая температура, которую микросхема выдерживает довольно долго. Можно паять и не торопиться. У обычных, не регулируемых паяльников, температура жала порядка 350-400 градусов, поэтому паять надо быстро, в одно касание. Не дольше секунды на каждой ножке и делать хотя бы 10-15 секундный перерыв, прежде чем приступать к пайке другой ножки. Также можно придерживать ножку металлическим пинцетом — он послужит теплоотводом.
Пайка проводов Лучше перед пайкой концы облуживать отдельно, а если провод припаивается к печатной плате, то очень желательно просверлить в плате дырку, завести его с другой стороны и только тогда паять. В таком случае риск оторвать дрожку при рывке за провод сводится к нулю.
Пайка проволокой припоя. Так обычно паяют микросхемы. Прихватывают ее по диагонали за крайние ножки, смазывают все флюсом, а потом, держа одной рукой паяльник, а другой тонкую проволочку припоя, быстро запаивают все ножки.
Пайка проводов в лаковой изоляции Всякий обмоточный провод, вроде тех которым намотан трансформатор, покрыт тонким слоем лака. Чтобы припаяться к нему этот слой лака нужно содрать. Как это сделать? Если провод толстый, то можно пожечь его немного огнем зажигалки, лак сгорит, а нагар можно счистить грубой картонкой. Если же провод тонкий, то тут либо аккуратно поскоблить его скальпелем, держа скальпель строго перпендикулярно проводу, либо взять таблетку аспирина и как следует прижать и пошоркать горячим жалом паяльника по проводу на аспиринке. При нагреве из аспирина выделится вещество которое сожрет лаковую изоляцию и очистит провод. Правда вонять будет сильно
Третья рука
| Удобная держалка. |
Рекомендую обзавестись вот таким вот захватом. Чертовски удобная штука, позволяет придерживать какого-нибудь Ктулху при пайке, концы не болтаются из стороны в сторону. Кстати, бойтесь подпружиненных проводников! При пайке он может соскочить и метнуть вам в лицо капельку припоя, сколько раз мне в лицо такое прилетало уже и не припомню, а ведь могло и в глаз! Так что соблюдайте Технику безопасности!
Губка Жало паяльника постепенно загаживается и покрывается нагаром. Это нормально, обычно виной ему флюс, тот же ЛТИ-120 горит дай боже. Для очистки паяльника можно применять специальную губку. Такая желтая фигня, идет в комплекте к подставкам для паяльника. Ее надо смочить водой и отжать, оставляя влажной. Кстати, губка постоянно высыхает, чтобы ее каждый раз не мочить ее можно пропитать обычным медицинским глицерином. Тогда она не будет высыхать вообще! Удобно блин! Если нет губки, то возьми хлопчатобумажну тряпочку, положи в железный поддончик и также пропитай водой или глицерином. У нас монтажницы держали на столе обычное вафельное полотенце и об него вытирали паяльник.
Кстати, о технике безопасности.
- Во первых расположите все так, чтобы было удобно.
- Следите за шнурами питания. Паяльник очень любит пережигать свой собственный провод. Прям мания у него. А это черевато в лучшем случае ремонтом провода, в худшем коротким замыканием и пожаром.
- Не оставляйте паяльник включенным даже на короткое время. Правило «Ушел — выключил» должно выполняться железно.
- Правило второе — паяльник должен быть либо в руке, либо на своей надежной подставке. И ни как иначе! Класть его на стол или на первую попвшуюся фиговину на столе ни в коем случае нельзя. Шнур его утащит за собой в момент.
- Не забывайте про вытяжку и вентиляцию. Если паяешь, то как минимум открой форточку, проветривай помещение, а лучше поставь на стол вентилятор (хотя бы 80мм от компа) или вытяжку.
Лучше один раз увидеть, чем сто раз прочитать: Нет проблем! К твоим услугам куча роликов с You Tube по запросу «solder». Увидишь как это делают профессионалы. Смотри и учись!
Основные свойства припоев
При выборе конкретной марки припоя для пайки медных проводов или алюминиевых сплавов необходимо руководствоваться их техническими характеристиками.
Однако для всех составов можно выделить перечень основных свойств:
- смачиваемость – показывает, насколько хорошо припой обволакивает и прилипает к паяемым деталям;
- прочность – определяет способность выносить механические усилия и нагрузки, для этот в состав могут добавлять бор, железо, никель цинк или кобальт;
- пластичность – способность к деформации, достигается за счет присадок из марганца, висмута, лития и т.д.;
- устойчивость к высоким температурам – важна для пайки твердыми сплавами, которые находятся в котельных, печах, трубопроводах, нагревательных приборах, свойство достигается путем добавления вольфрама, циркония, ванадия, гафния, ниобия и т.д.
- устойчивость к коррозионному разрушению – повышается путем легирования медью или никелем.
Критерии выбора
Выбирая какой-либо состав для лужения медных деталей или пайки проводов важно учитывать ряд факторов, который повлияет и на качество работы, и на полученный результат.
Среди таких критериев, в первую очередь, обращают внимание на:
- типы соединяемых элементов, из какого материала изготовлены, их толщина и параметры соединяемых поверхностей;
- способ пайки, для которого подбирается припой – медным жалом классического паяльника, феном, паяльной станцией и т.д.;
- допустимый температурный режим – температура плавления припоя должна быть меньше температуры плавления соединяемых элементов;
- наличие механического воздействия – определяется статическая или динамическая, возможно, вибрационная;
- устойчивость к агрессивной среде – для преждевременного разрушения припоя его тип должен предусматривать устойчивость к влаге, температуре, газам, пыли и прочим факторам, воздействующим на него в процессе эксплуатации.
Самые используемые марки
Наиболее популярными видами являются припои ПОС, в их основе свинец и олово, маркирующиеся ПОС-40, 60, 80 и т.д., здесь числовое обозначение указывает на процентное содержание олова. Выпускаются, как правило, в форме паяльной проволоки, в зависимости от процентного соотношения основных компонентов могут относиться как к легкоплавким, так и к тугоплавким маркам.
Применяются для пайки меди, алюминия, латуни, бронз и других металлов:
- ПОС-90 – хорошо подходит для пищевой индустрии;
- ПОС-40 – используют для труб и деталей из латуни, железа и т.д.;
- ПОС-30 – в кабельных соединениях;
- ПОС-61 – для работы с радиодеталями.
Из серебросодержащих марок часто встречаются припои ПСр- 15, 25,45, 65, 70, число после буквенного обозначения указывает на процент серебра. Этот тип охватывает как пайку меди в высокоточных приборах, так и медицинскую сферу.
Сплав Розе также называемый ПОСВ-50, один из припоев с самой низкой температурой плавления – от 90 до 100°С. Применяется в ювелирном деле, в пайке печатных плат, для плавких вставок и т.д.
Рис. 5. Сплав Розе
Преимущества мягких и полутвердых припоев
Преимущественными областями применения припоев мягких и полутвердых являются следующие:
- ПОС63 – для спаивания коллекторов, секционных якорей, обмоток с изоляцией Н электрической машины.
- ПОС61; ПОССу61-0,5 и ПОС61М – необходимы для того, чтобы паять медные элементы и ее сплавы, а также серебряные и никелевые детали и токопроводящие части электрической машины, с температурой эксплуатации до ста шестидесяти градусов Цельсия.
- ПОС40 и ПОССу40-0,5 – предназначены для того, чтобы паять медные элементы и ее сплавы, а также сталь и металлы с оловянным, серебряным или никелевым покрытием, коллекторные бандажи и секционные якоря машин, которые контактируют с соленой жидкостью (например, морская вода).
- ПОССуЗО-0,5 – для того чтобы паять медные элементы и ее сплавы, а также элементы из железа и нержавеющей стали, а также спаивание кабелей, бандажей, частей приборов, которые будут работать при температуре до ста шестидесяти градусов Цельсия.
- ПОСК50-18 – для того чтобы спаивать медные элементы и ее сплавы, воспринимающие перегрев, а также спаивание деталей из алюминия и меди, керамических, стеклянных и пластиковых деталей с добавлением в них оловянных, серебряных, никелевых составляющий.
- ПОС10 и ПОССу18-0,5 – для спаивания контактных поверхностей электрических приборов, реле и иных составляющих машин.
- П0ССу95-5 и ПСрЗКд – для спаивания коллекторов, секционных якорей, бандажей и токопроводящих соединений трубопроводов и электрооборудования.
- ПОСИЗО и ПСрЗИ – предназначены для того, чтобы спаивать медные элементы и ее сплавы, детали из неметаллических материалов и стекла. Они имеют большую жидкотекучесть и дают надежное соединение частей во время спаивания.
Припои из сурьмы не предназначены для использования спаивания деталей, содержащих цинк или оцинковку.