Свинцово-оловянные припои широко используются в радиоэлектронике для спаивания различных микросхем. Достичь качественных результатов с их использованием становится возможным лишь тогда, когда мастер достаточно хорошо разбирается с процессом пайки и понимает основные правила работы и выбора припоев.
Начинающие же радиолюбители достаточно часто задаются вопросом: какой припой лучше выбрать в данном конкретном случае, и какими свойствами они обладают. Эта статья поможет разобраться с поставленной задачей.
Свинцово-оловянные припои
Свинцово-оловянные припои разделяют на мягкие и твердые. Первые являются легкоплавкими и широко применяются в работе с радиоаппаратурой. Их температура плавления находится в интервале 300–450 градусов.
Составы свинцово-оловянных припоев.
Данный тип сплава характеризуется меньшей твердостью по сравнению с тугоплавкими вариантами, однако в монтаже микросхем именно они используются наиболее часто.
Состав мягких вариантов представляет собой сочетание двух элементов: свинца и олова. Также могут добавляться и легирующие элементы. Содержание подобных примесей незначительно. Их вводят для придания соединению определенных свойств, таких как пластичность, прочность и так далее.
Почему их делают на основе олова? Дело в том, что станум – лучший материал для пайки. Он обладает рядом преимуществ. К ним относится высокая проводимость и отличное смачивание. Тем не менее есть и недостатки, например, оно подвержено явлению оловянной чумы, формированию интерметаллических поверхностей и т.д.
Избежать появления подобных проблем можно путем добавления плюмбума, меди, серебра, золота. Если в составе первый элемент отсутствует, то сплав называют бессвинцовым. Он отличается большей безопасностью для мастера. На практике чаще всего используются припои, содержащие свинец и обозначающиеся буквами «ПОС».
С температурой плавления менее 200 градусов
Существуют и припои с очень низкой температурой плавления. Это, например, ПОСК-50-18. Из маркировки следует, что олова в этом припое 50% и 18% кадмия, свинца – 32%.
Такой припой плавится при температуре 142 – 145 ℃. Он очень пластичен, но из-за содержания кадмия, токсичен.
Еще одним примером таких легкоплавких припоев служит ПОСВ-50 (у него есть название Розе). Здесь число 50 указывает на содержание висмута в количестве 50%, а олово и свинец присутствуют в составе в равных долях – по 25%.
Температура плавления припоя 90 – 94 ℃. Эти два продукта для пайки выпускаются чаще всего в форме, напоминающей по виду и по размеру таблетки. Третий сплав Вуда, содержит олово в количестве 10%, свинец – 40%, висмут – 40%, кадмий – 10%.
Его температура плавления не превышает значения 72°С. Из-за наличия в своем составе кадмия, он токсичен. Сплавы Розе и Вуда довольно дороги.
Для пайки полупроводников очень часто используют индиевые припои, так как температура плавления их около 117 ℃. В таком сплаве индий выступает вместо олова, а свинец также добавляется, чтобы смягчить его и сделать его более текучим.
Некоторыми индиевыми припоями допускается паять стекло. При этом кромки последнего перед пайкой просто натираются пастой.
Состав
Как уже было отмечено выше, свинцовый припой обычно содержит Sn и Pb. Количество процентного содержания первого элемента обозначается цифрами, стоящими за буквами. Например, в ПОС-40 содержится сорок процентов станума, а в ПОС-60 – шестьдесят. Стоит отметить, что у ПОС-60 и 61 состав одинаковый, однако маркируются по-разному.
Многие зачастую не обращают должного внимания на состав сплава при занятии пайкой. Тем не менее данный момент очень важен, ведь он определяет характеристики монтажа и качество выполненной работы.
Пасты для микросхем
Выпускается припой и в виде паяльной пасты. Она представляет собой пластичную массу, состоящую из флюса и вяжущего вещества, в которой содержится множество мельчайших шариков оловянно-свинцового припоя с флюсом.
Такие пасты используются для пайки по трафаретам, то есть когда использование обычных способов пайки невозможно из-за небольших размеров компонентов.
Это могут быть микросхемы, компоненты в BGA-корпусах. Пасты наносятся на выводы шпателем и расплавляются феном или инфракрасным паяльником.
Ввиду того, что паяльные пасты быстро высыхают, их хранение должно осуществляться в специальных, герметично закрывающихся тубах.
Для восстановления BGA-корпусов, то есть обновления на их выводах шариков припоя, еще называемого реболингом, производится припой в шариках. Он может быть как оловянно-свинцовым, так и безсвинцовым.
Это высококачественный чистый продукт, с очень точным химическим составом.
Шарики хранятся в банках плотно закрытыми при температуре 20 – 30 ℃ и влажности не более 60-70 %. Срок хранения такого припоя, как правило, не более 12 месяцев. Используется для пайки ответственных компонентов.
Назначение
В зависимости от содержания того или иного материала сплавы имеют разные области применения.
Таблица видов припоев.
ПОС-90 используется в ремонте пищевой посуды и медицинских принадлежностей. В нем содержится незначительное количество плюмбума – токсичного для человека материала.
ПОС-40 наиболее часто применяют в работе с электрическими приборами и деталями из оцинкованного железа. Также служит основой ремонта латунных и медных трубопроводов. Данное соединение может заменить припой ПОС 18, используемый в тех же целях.
Сплавы с 30% содержанием станума отлично подходят для кабельной промышленности, лужения и пайки цинка.
Пайку плат радиоаппаратуры чаще всего осуществляют с помощью ПОС-61. Именно этот вариант служит основным в монтаже деталей радиоэлектроники. Паять микросхемы с этим сплавом можно с применением простого паяльника.
Тугоплавкие и легкоплавкие
Припои для пайки подразделяются на тугоплавкие и легкоплавкие. Еще их называют твердые и мягкие. Все виды припоев широко используются в машиностроении, электротехнике, электронике.
Твердые припои применяют, когда необходимо достичь большой прочности соединения. Наверно, такие соединения можно было бы назвать конструктивными. Температура плавления их достигает 500 ℃ и выше.
Такая температура опасна для большинства компонентов электронных схем, особенно для полупроводниковых приборов и ограничивает их применение, поэтому для пайки используют другие сплавы – легкоплавкие.
Их получают добавлением в олово большего количества свинца. Все легкоплавкие припои имеют температуру плавления около 200 – 240 ℃.
Свойства
Как уже было отмечено ранее существует деление припоев на две категории в зависимости от температуры плавления. Мягкие или легкоплавкие – это сплавы плавящиеся при менее 450 °С. Стоит отметить, что они не обязательно изготавливаются из олова. Тут может использоваться галлий, висмут, кадмий, индий.
Тем не менее зачастую используется не один, а смесь нескольких элементов. Это нужно, чтобы придать сплаву необходимые характеристики и параметры. Наиболее распространёнными являются ПОСы.
Важно знать: отличить одну марку сплава от другого можно и без знания его точного состава, благодаря тому, что от содержания определенных элементов может меняться цвет проволоки, блеск, пластичность, твердость и т.д.
Таблица припоев для пайки алюминия.
Таким образом, взяв в руки проволоку, попробовав погнуть ее и оценив вес, можно с определённой точность определить содержание в ней станума или плюмбума.
В зависимости от концентрации олова выделяют несколько десятков сплавов, производящихся в соответствии с государственным стандартом – ГОСТом.
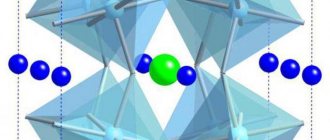
Когда речь заходит про свойства, то они в основном определяются содержанием олова. Оно имеет две полиморфные модификации. Белое – с тетрагональной кристаллической решеткой, серое – с кубической. Переход от одной модификации к другой сопровождается выделением тепла, то есть реакция является экзотермической.
Данное превращение приводит также и к увеличению объема, сопровождающегося разрушением с образованием серого порошка. Такой процесс называется «оловянной чумой».
Скорость превращения белой модификации в серую – мала. Данный процесс ограничивает применение чистого станума в пайке. В связи с этим добавляются различные химические элементы, препятствующие указанному переходу.
Известно также об увеличении и таких характеристик олова, как прочность и твердость, с помощью добавления никеля, меди, магния, цинка. А вот наличие висмута и цинка повысит смачиваемость и понизит температуру плавления.
ПОСы не поддаются упрочнению посредством наклепа. В отличии от чистого станума, сплавы со свинцом после деформирования обладают меньшей твердостью и прочностью, чем литые.
В результате, комбинируя различные варианты концентрации примесей, можно добиться желанных параметров сплава, которые наилучшим образом подойдут в каждой конкретной задаче.
Именные сплавы
Есть припои, предназначенные специально для пайки деталей с большой чувствительностью к перегреву. Наиболее «высокотемпературный» среди низкотемпературных — это ПОСК-50−18 с температурой плавления 142−145 °C. В ПОСК-50−18 содержится 8% кадмия, 50% олова и 32% свинца. Кадмий усиливает устойчивость к коррозии, однако наряду с тем придает токсичности.
По убыванию температуры следует РОЗЕ (Sn 25%, Pb 25%, Bi 50%), маркирующийся ПОСВ-50. Т пл. — 90−94 °C. Предназначен для пайки латуни и меди. Олова в составе этого сплава 25%, свинца — 25%, висмута — 50%. Соотношение металлов в процентах может несколько разниться, а количество их, как правило, указывается на упаковке в графе «Состав».
Применяется в плавких защитных предохранителях в радиоаппаратуре.
Еще более низкотемпературный сплав ВУДА (Sn 10%, Cd 10%, Pb 40%, Bi 40%). Т плавления — 65−72 °C. Поскольку в сплаве содержится 10% кадмия, он токсичен, в отличие от РОЗЕ.
И РОЗЕ, и ВУДА — это довольно дорогие припои.
Химический состав припоев разных видов.
Низкотемпературные сплавы используются для пайки радиодеталей, чувствительных к действию высокой температуры. К ним относятся: припой ПОС 40 и припой ПОС 30. Они широко применяются в промышленности, но их также берут и для частного использования.
ПОС 30 отлично подходит для пайки меди и сплавов не ее основе. Он используется и как присадочный материал и в целях лужения деталей. Особенностью данной марки является отсутствие в ее составе сурьмы.
ПОС 30 позволяет получать надежные герметичные соединения, что обусловило активное применение материала для трубопроводных систем. Кроме того, он характеризуется хорошей проводимостью и низким сопротивлением, что позволяет использовать его с целью получения мелких контактов.
Низкая температура плавления позволяет избежать перегрева радиодеталей при пайке. В то же время, после застывания, он надежно фиксирует части изделия.
С технической точки зрения выполнять пайку данным сплавом достаточно легко. Однако следует иметь в виду, что в случае его использования детали не должны работать при высоких температурах.
Выпускается ПОС 30 в форме проволоки различного диаметра от 0,5 до 8 мм. Толщину выбирают исходя из задач, которые необходимо решить. Чтобы соединить мелкие провода и детали, отлично подойдет наименьший вариант. А вот ремонт корпусов и спайку крупных изделий проще осуществлять 8 мм проволокой.
Отличаются они друг от друга, конечно же, составом. Об этом свидетельствуют цифры в конце их маркировки.
Разновидности бессвинцовых припоев.
ПОС 40 позволяет получать качественные и надежные соединения. При работе с ним не появляются трещины, а также отсутствуют не пропаянные места и другие дефекты. Незначительное сопротивление и хорошая проводимость позволяют применять ПОС для пайки электроники.
Как уже было отмечено выше, данный припой имеет низкую температуру плавления. Это также накладывает ограничения на использование изделий паяемых с его применением.
Наиболее распространенная форма выпуска сплава – проволока. Ее диаметр варьируется от 0,5 до 7 мм. Однако он существует и в виде прутков, ленты фольги, небольших трубок.
Еще одним низкотемпературным припоем является ПОС 61. Однако у него в составе присутствует сурьма. Сплав отличается достаточно хорошей пластичностью. Наиболее широко используется для пайки полупроводниковой техники. Удельное сопротивление припоя ПОС 61 составляет 0,139 Ом*мм2/м.
Выпускается в виде металлических слитков весом около 25 кг, прутков с сечением от 8 до 15 мм, проволоки с диаметром от 0,5 до 6 мм. Существуют также такие форм-факторы, как ленты, аноды и трубки.
При добавлении в состав металлических композиций в небольших количествах сурьмы значительно увеличивается прочность шовных соединений.
Материал обозначается маркировкой «ПОСсу», имеет температуры плавления от 189 ℃ (у состава со следовым содержанием сурьмы) до 270 ℃ (у припоя с содержанием сурьмы, достигающим 4 %, в некоторых даже 6 %).
Материалы первой подгруппы с концентрацией добавки, измеряющейся в сотых долях процента – это малосурьмянистые марки.
Такие припои применяются в авиа- и автомобилестроении, при производстве холодильного оборудования, пищевой посуды, подлежащей последующему лужению.
| Марка | Содержание, % | Область применения | ||
| Sn | Sb | Pb | ||
| ПОССу 61-0,5 | 59-61 | 0,05-0,5 | Остальное | Пайка деталей, чувствительных к перегревам |
| ПОССу 50-0,5 | 49-51 | 0,05-0,5 | Остальное | Авиационные радиаторы |
| ПОССу 40-0,5 | 39-41 | 0,05-0,5 | Остальное | Оцинкованные детали холодильников, радиаторные трубки, обмотки электрических машин |
| ПОССу 35-0,5 | 34-36 | 0,05-0,5 | Остальное | Кабельные оболочки электротехнических изделий, тонколистовая упаковка |
| ПОССу 30-0,5 | 29-31 | 0,05-0,5 | Остальное | Радиаторы |
| ПОССу 25-0,5 | 24-26 | 0,05-0,5 | Остальное | Радиаторы |
| ПОССу 18-0,5 | 17-18 | 0,05-0,5 | Остальное | Трубки теплообменников, электролампы |
Металлические оловянно-свинцовые композиции с концентрацией сурьмы от 1,5 % до 6 % называются сурьмянистыми. Они рекомендованы к применению в электролампах, трубчатых радиаторах, белой жести.
Прибавка сурьмы удешевляет оловянно-свинцовый материал, но спаивание происходит сложнее. Незначительное изменение оловянно-свинцового композита заметно уменьшает смачивающие способности расплава. Работать с этим расходным материалом могут только профессионалы.
Технические характеристики припоя ПОС-10
Припой ПОС 10 имеет отличительный химический состав. Он содержит 9-10 % олова, около 89 % свинца, 0,2 % висмута, 0,1 % сурьмы и остальные примеси в незначительных количествах. Припой ПОС-10 применяется для пайки и лужения контактных поверхностей электроники. Например им паяют реле и заливают контрольные пробки в корпусах радиоэлектроники.
Температура пайки ПОС-10 составляет 299 градусов Цельсия. Точка солидуса равна 268 градусов.
Достоинства припоя ПОС-10:
- высокая температура плавления полезна при пайке корпусов аппаратуры.
Недостатки припоя ПОС-10:
- низкая прочность и сопротивление разрыву около 3,2 кгс/кв.мм.;
- высокое удельное сопротивление — 0,2 Ом х кв.мм./м;
- высокое содержание свинца, опасного для здоровья.
Процесс пайки
Объединение 2-х или более деталей с помощью пайки осуществляется для:
— получения электроконтакта с малым сопротивлением;
— получения прочного шва (иногда термического, абсолютно герметичного).
Процесс пайки основан на различии температур плавления у припоя и соединяемых металлов. Тогда как мягкий сплав плавится, становится жидким и текучим, соединяемые металлы остаются твердыми. Расплавленный металл течет по соединяемым деталям, заполняя пустоты между ними. В процессе пайки формируется промежуточный слой, который включает в себя объединенные части припоя и материала объединяемых элементов. С ее помощью из двух или более деталей образуется единая конструкция. Канифоль или спиртовой раствор канифоли выступают в качестве флюса при пайке ПОС.
Перед началом работы требуется правильно выбрать припой, исходя из:
— свойств объединяемых материалов;
— требования к прочности соединения;
— коррозийной устойчивости спая;
— его стоимости.
А при спаивании деталей, проводящих ток, учитывают еще коэффициент удельной проводимости.
Для пайки проводов из меди используют ПОС-40 на канифольной основе. Нержавеющую сталь можно соединить обычными ПОС, но для флюса используют специальный материал, отличающейся большей активностью, чем канифоль.
Технические характеристики припоя ПОС-30
Припой для пайки марки ПОС 30 является промежуточным звеном между ПОС 10 и ПОС 40. Состав припоя ПОС 30 следующий: 30 % олова и 69,5 % свинца. Остальное — это примеси и легирование. Припой ПОС 30 может быть легко заменен на ПОС 40, о котором рассказано ниже. Температура плавления (ликвидус) равна 238 градусов, а температура пластичности (солидус) равна 183 градуса Цельсия. Согласно техническим характеристикам, припой ПОС 30 чаще применяется для пайки и лужения листового цинка и радиаторов.
Достоинства припоя ПОС-30:
- хорошая адгезия;
- высокая прочность.
Недостатки припоя марки ПОС 30:
- высокое содержание свинца;
- чаще выпускается в прутках.
Припои и способы пайки материалов.
Применение свинцово-оловянных припоев только тогда может дать хорошие результаты, когда работающий правильно представляет процесс паяния и знает основные правила работы. В зависимости от назначения спаиваемых деталей или изделий швы пайки подразделяются на : прочные швы
(должны выдерживать механические нагрузки);
плотные швы
(не должны пропускать жидкостей или газов, находящихся под слабым давлением);
прочные и плотные швы
(должны выдерживать давление жидкостей и газов, находящихся под большим давлением).
Припой в процессе паяния в результате смачивания образует с поверхностью спаиваемой детали зону промежуточного сплава, причем качество паяния в таком случае при наличии чистых металлических поверхностей будет зависеть от скорости растворения данного металла в припое: чем скорость растворения больше, тем качество пайки лучше. Иначе говоря, качество паяния зависит от скорости диффузии. Увеличению степени диффузии способствуют: наличие чистых металлических поверхностей спаиваемых деталей. При окисленной поверхности степень диффузии припоя значительно уменьшается или полностью отсутствует; предотвращение окисления расплавленного припоя в процессе пайки, для чего применяются соответствующие паяльные флюсы; паяние при температуре, близкой к температуре плавления спаиваемой детали; медленное охлаждение после паяния (в горячем песке, горячих углях). Замечено, что при спаивании деталей, покрытых гальваническим путем другими металлами, шов не получается такой прочности, как при спаивании чистых металлов или сплавов. Это наблюдается при всех гальванических покрытиях (никелем, хромом, оловом, кадмием). Наоборот, пайка по горячему лужению оловом или оловянно-свинцовыми сплавами дает всегда более прочное соединение, чем по чистому металлу. Этот пример подтверждает влияние степени диффузии на прочность шва при паянии.
Лужение
— процесс покрытия металлических поверхностей оловом или специальным сплавом на оловянной основе (полудой).
Припой
— металл или сплав, который служит для соединения в расплавленном состоянии, в промежутке (шве) между деталями, поэтому припой должен иметь более низкую температуру плавления, чем соединяемые металлы.
По своему составу припои разделяются на несколько групп, из которых наиболее важная — оловянно-свинцовые припои.
Составы припоев.
Часто в связи с отсутствием сведений о припоях у работающего всегда имеется тенденция применять припои с высоким содержанием олова, хотя совсем не всегда в этом имеется необходимость. Правильность выбора припоя может быть гарантирована только тогда, когда известны его свойства.
В табл. 1 указаны составы наиболее известных оловянно-свинцовых припоев.
Назначение припоев.
ПОС 90
— для паяния внутренних швов пищевой посуды (кастрюли и т.п.).
ПОС 40
— паяние латуни, железа и медных проводов.
ПОС 30
— паяние латуни, меди, железа, цинковых и оцинкованных листов, белой жести, приборов, радиоаппаратуры, гибких шлангов и бандажной проволоки электромоторов.
ПОС 18
— паяние свинца, железа, латуни, меди, оцинкованного железа, лужение дерева перед пайкой, заменитель припоя ПОС 40.
ПОСС 4—6
— паяние белой жести, железа, меди, свинца при наличии клепаных замочных швов, заменитель припоя ПОС 30.
Таблица 1
Составы оловянно-свинцовых припоев:
Марка
| Состав % | Примесей % | |||||
| Олово | Свинец | Сурьма | Медь | Висмут | Мышьяк | |
| ПОС 90 | 80 — 90 | остальное | 0,1 –0,15 | 0,08 | 0,1 | 0,05 |
| ПОС 39-40 | 39-40 | ———- | 1,5-2,0 | 0,1 | 0,1 | 0,05 |
| ПОС 30 | 29-30 | ———- | 1,5-1,5 | 0,15 | 0,1 | 0,05 |
| ПОС 18 | 17-18 | ———- | 2,0-2,5 | 0,15 | 0,1 | 0,05 |
| ПОСС 4-6 | ———- | 5-6 | 0,15 | 0,1 | 0,05 | |
Свойства оловянно-свинцовых припоев.
В табл. 2 указаны свойства оловянно-свинцовых припоев по сравнению с чистыми металлами — свинцом и оловом. Наиболее важное свойство припоев — сопротивление срезу, так как большинство паяных соединений работает на срез.
Оловянно-свинцовые припои марок ПОС 18, ПОС 30, ПОС 40 имеют более высокое сопротивление срезу, чем чистые олово и свинец, и потому применение их для получения прочного шва дает более хорошие результаты.
Припои должны обладать как высоким сопротивлением разрыву, так и максимальной вязкостью. По данным таблицы можно установить взаимозаменяемость высокооловянных и малооловянных припоев. Например, припой ПОС 18 в отношении вязкости несколько лучше припоя ПОС 40, причем незначительно отличается от последнего по прочности. Припой ПОС 50 вполне может быть заменен припоем ПОС 40 и ПОС 30. Знания твердости важны в том отношении, что более твердые припои лучше сопротивляются истиранию, чем мягкие.
Поэтому все преимущества в этом отношении будут за припоем ПОСС 4 — 6. Остальные припои (ПОС 18, ПОС 30 и ПОС 40) имеют несколько меньшую твердость. Ударная вязкость (сопротивление удару) имеет наибольшее значение для чистого олова, но припой ПОС 40 и ПОС 30 немногим отличается в этом отношении от олова. Поэтому припой ПОС 40 может быть применен в особых случаях, где места спайки подвергаются сильной вибрации. Для обычных условий работы, при небольших вибрациях, применяют припой ПОС 18.
Температура плавления припоя имеет тоже большое значение: от нее зависит выбор метода паяния. Наиболее низкой температурой плавления обладает припой ПОС 62, содержащий 62 % олова. Этот припой применяют в случаях, когда при паянии нельзя перегревать детали, например при соединении очень тонких проводов. Возможность применения в таких случаях тройных легкоплавких сплавов, в которых
Таблица 1 Свойства оловяино-свинцовых припоев
| Марка припоя | Температура плавления | Температура начала расплавления | Интервал затвердения | Предел прочности приРазтяжении Кгс\ мм2 | Относительное удлинение |
| 0,1 | 232 | 232 | 0 | 1,9 | 43 |
| ПОС 90 | 222 | 183 | 39 | 4,3 | 25 |
| ПОС 50 | 209 | 183 | 26 | 3,6 | 32 |
| ПОС 40 | 235 | 183 | 52 | 3,2 | 63 |
| ПОС-30 | 256 | 183 | 73 | 3,3 | 58 |
| ПОС 25 | 265 | 183 | 82 | 2,8 | 52,1 |
| ПОС 18 | 277 | 183 | 94 | 2,8 | 67 |
| ПОСС 4-6 | 265 | 245 | 20 | 5,9 | 23,7 |
| С1 | 327 | 327 | 0 | 1,1 | 45 |
низкая точка плавления достигается добавкой третьего компонента (например, висмута), исключается, в связи с тем, что тройные сплавы не обладают такой высокой вязкостью, как двойные сплавы. Припой НОС 62 теперь применяют мало, так как перегрева при паянии легко избежать, применив припой ПОС 40 очень тонкого сечения, например в виде проволоки диаметром 1—2 мм. Под действием паяльника расплавление тонкой проволоки происходит быстро, вследствие чего уменьшается до минимума время воздействия высокой температуры.
Практика показала, что припой марки ПОСС 4—6 в отношении прочности спайки равноценен припою марки ПОС 30 для всех материалов, кроме оцинкованного железа и меди. При этом припой марки ПОС 40 в большинстве случаев обладает наибольшей прочностью и в этом отношении превосходит высокооловянный припой марки ПОС 62 и чистое олово. Поэтому для получения наибольшей прочности шва ни в коем случае не следует применять чистое олово.
Припой марки ПОС 18 при паянии встык дает более высокую прочность спайки, чем припой марки ПОС 40. Поэтому припой ПОС 18 применяют, когда температура плавления припоя не имеет решающего значения.
Технологический процесс паяния.
Для получения наилучших результатов технологический процесс паяния должен состоять из следующих операций:
механической (шабером, напильником, наждачной бумагой) или химической очистки; покрытия флюсом; нагревания (паяльником, паяльной лампой, на горне); предварительного облуживания припоем (паяльником, или натиранием, или погружением в припой); скрепления мест для спаивания, покрытия их флюсом и нагревания; введения припоя, его расплавления и удаления излишков припоя, а также остатков флюса.
Очистку
спаиваемых поверхностей от окислов производят напильником или шабером так, чтобы промежуток между двумя поверхностями был везде одинаков и не превышал 0,1—0,3 мм. Такой небольшой промежуток необходим для образования капиллярных сил, которые способствуют засасыванию припоя на значительную глубину от кромки. Если спаиваемые поверхности имеют следы жира или масла, то их обрабатывают горячим раствором щелочи. Обычно берут 10 %-ный раствор соды. Если механически очистить детали по какой-либо причине нельзя, то применяют травление деталей в кислотах. Обычно берут 10 %-ный раствор серной кислоты для меди и ее сплавов, а для деталей из черных металлов — 10 %-ный раствор соляной кислоты, причем раствор должен быть подогрет до 50—70 °С. После очистки и подготовки деталей места спайки должны быть облужены. Предварительное лужение имеет весьма важное значение, так как а этом случае достигаются повышенные прочность и плотность спая. В случае невозможности предварительного лужения паяние ведут и по чистой поверхности, но результаты, конечно, будут более низкими. Для предварительного лужения применяется тот же припой, какой применяется и для последующего паяния. Если, например, паяние производится припоем марки ПОС 30, то и предварительное лужение должно быть осуществлено тем же припоем.
Перед паянием
детали скрепляют, чтобы места соединений не расходились при небольших механических воздействиях, например при наложении паяльника. Самый простой способ скрепления — обвязка мягкой проволокой, лучше железной, но, конечно, не исключены и другие способы, например сжатие струбцинами, загиб шва с образованием «замка».
Метод паяния в значительной мере зависит от типа применяемого припоя. Наиболее характерные случаи паяния:
паяльником
с применением мягких припоев;
ручной паяльной лампой
с применением обычно твердых припоев;
электрическое паяние
(место спая служит сопротивлением, через сопротивление пропускается ток низкого напряжения).
При паянии паяльником обычно применяют припои, температура плавления которых не выше точки плавления свинца (327°С). Такое паяние производят тогда, когда детали не подвергаются большим нагрузкам или требуют в дальнейшем распаивания. Если детали подвергаются в процессе работы нагреванию до высоких температур, паяние паяльником с применением мягких припоев исключается.
Подготовку паяльника
для работы производят одновременно с подготовкой деталей. Паяльник слегка проковывают (частично для удаления нагара и окислов), зажимают в тиски и опиливают так, чтобы рабочая часть его была полукруглой. Если опиливать паяльник без предварительной проковки, то он скоро изнашивается. Конец паяльника делают полукруглым потому, что в этом случае он не так быстро охлаждается, как острый, лучше прогревает места спайки и равномернее разъедается жидким припоем.
После механической подготовки паяльник облуживают, для чего нагревают его не выше 400 °С, конец паяльника опускают в водный раствор хлористого цинка, после чего горячим паяльником трут о кусок припоя до тех пор, пока вся рабочая часть не покроется слоем полуды.
При работе паяльник должен иметь температуру, удовлетворяющую следующему требованию: если паяльник приложить рабочим местом к прутку припоя, часть припоя, прилегающая к паяльнику, должна расплавиться через 0,5—1 с. Во время работы температура паяльника должна быть такова, чтобы полуда или капли припоя, приставшие к паяльнику, были в жидком состоянии.
Более удобный способ облуживания паяльника заключается в следующем: в куске нашатыря (хлористого аммония) делают небольшие углубления и туда кладут кусочки припоя. Проводя горячим паяльником вперед и назад по твердому нашатырю, одновременно касаются и припоя. Таким образом паяльник облуживается быстрее.
Если нагретым паяльником коснуться шва и одновременно к шву подложить кусок припоя в виде прутка, ленты или проволоки, то припой расплавится и проникнет в шов. Излишек припоя разглаживают по шву паяльником. Припой также наносят на шов паяльником, так как к паяльнику всегда прилипают капли припоя, и если концом паяльника проводить по шву, жидкий припой всасывается в шов. Чтобы новые капли припоя перешли на паяльник, его снова отнимают от шва и прикладывают к куску припоя.
Лужение.
Технологический процесс лужения состоит из следующих операций:
очистки поверхности от посторонних веществ металлической щеткой, песком, известью или наждачной бумагой; обезжиривания бензином или горячим водным раствором соды или едкого натра; промывки в воде; химической чистки от окислов травления в кислотах; покрытия флюсами (хлористым цинком) кистью или погружением в водный раствор флюса; подогревания до температуры плавления полуды и лужения. Лудят небольшие предметы паяльником, в случае надобности рабочей части паяльника придают формы облуживаемого предмета (например, полукруга при лужении трубок и проволоки).
Лужение больших предметов — баков и других емкостей — производят методом натирания. Для этого изделие смачивают раствором хлористого цинка и нагревают (на горне, углях и т. п.) до температуры плавления олова, после чего посыпают порошкообразной смесью олова с хлористым аммонием (нашатырем). Олово при этом плавится и, растертое паклей, образует на поверхности ровный слой полуды. После лужения остатки флюса отмывают горячей водой.
При лужении пищевой посуды старую полуду проверяют на содержание свинца, для чего часть луженой поверхности смачивают 10—15 %-ным раствором уксусной кислоты. Через 2—3 мин на это же место наносят 5—6 капель 8—10 %-ного раствора йодистого калия, добавляют воды и растирают оба раствора по поверхности. При наличии свинца в полуде на смоченной поверхности появляется характерное желтое окрашивание раствора. В случае обнаружения свинца поверхность изделия протравливают смесью азотной и соляной кислот или же очищают пескоструйным аппаратом до полного удаления полуды.
Способы паяния.
Некоторые металлы или сплавы требуют специальных способов паяния.
Свинец.
При нагревании свинец настолько быстро окисляется, что паяние его приходится вести в восстановительной атмосфере, которая предохраняет спаиваемые места от окисления и дает возможность припою легко соединяться с основным металлом. Восстановительная атмосфера образуется в результате применения для нагревания горелки, в которую поступает водород и ‘кислород воздуха, причем водород всегда должен быть в избытке. В качестве припоя применяют свинец.
Применение свинцово-оловянных припоев нежелательно, так как шов тогда начинает коррозировать в кислотах.
Цинк
. Для паяния цинка применяют обычные свинцово-оловянные припои. Рекомендуем применять припой ПОС 30 в смеси с хлористым флюсом.
Если цинк чистый, то при паянии его обычно применяют насыщенный раствор хлористого цинка или разбавленную соляную кислоту. Если паяется загрязненный цинк или цинковый сплав, то при использовании в качестве флюса соляной кислоты в месте травления образуется черное отложение (поэтому рекомендуют применять соляную кислоту с хлористым аммонием).
Заметим, что двойные флюсы в большей степени предохраняют металл от коррозии, чем обыкновенный флюс. При паянии свинцово-оловянными припоями лучше применять флюс, содержащий хлористый аммоний и насыщенный раствор хлористого цинка, взятые в соотношении 1:5 (по массе). Для оловянно-кадмиевых припоев в качестве флюса рекомендуют брать едкий натр. При паянии цинковых сплавов, содержащих свыше 2 % алюминия (детали, изготовленные способом литья под давлением), применяют те же методы, что и при паянии алюминия или сплавов. В этом случае применяют припои оловянно-цинковые, а в качестве флюсов берут соляную кислоту, вазелин или стеарин. Иногда применяют флюс, состоящий из 85 % стеариновой кислоты и 15 % хлористого натрия.
Чугун.
Чтобы запаять трещину или иной дефект в чугунной детали мягким припоем, производят тщательную механическую очистку места паяния и хорошо смачивают его соляной кислотой. Затем это место обрабатывают водным раствором хлористого цинка, посыпают порошком нашатыря (хлористого аммония) и подогревают паяльником или паяльной лампой. Нагревать место пайки надо до тех пор, пока не станет плавиться поднесенный к нему припой. Тогда натирают припоем место спайки и сейчас же протирают его порошком нашатыря, нанесенного на густую металлическую щетку или паклю. Эта операция —- предварительное лужение перед паянием. Пока деталь еще горячая, запаивают трещины или иные дефекты паяльником, перемещая его от одного конца трещины к другому. Если припой не проходит в трещину, надо острым зубилом снять с обоих краев ее небольшую фаску, вылудить это место и снова произвести паяние. Излишек припоя снимается шабером или напильником.
Припаивание металлов к стеклу, кварцу, фарфору. При припаивании металла к стеклу и другим подобным материалам необходимо на место паяния осадить гальваническим способом слой металла и далее производить паяние обычным способом.
Припаивание стеклянных изделий к металлу (например, при соединениях стеклянных трубок с металлическими фланцами и т. п.) производят так: предварительно поверхность стекла шлифуют наждачной бумагой, затем тряпкой в шероховатую поверхность втирается графит, и на это место осаждают медь в гальванической ванне. Далее производится паяние и вторичное осаждение меди (или никеля).
Кварц
. Кварцевую деталь тщательно очищают и обезжиривают последовательной промывкой в азотной кислоте, щелочи и воде. На очищенную деталь наносят слой серебра с помощью двух растворов (содержание компонентов дано в граммах).
Раствор
(серебрильный) Вода 200 Азотнокислое серебро 2 Аммиак до растворения осадка
Раствор 2
(восстановительный) Вода 1000 Азотнокислое серебро 10 Сегнетова соль 3,3 Сахар-рафинад 3,3
Растворы 1 и 2 сливают вместе и наносят на поверхность детали с таким расчетом, чтобы вся подлежащая серебрению площадь была покрыта раствором. Непосредственно перед серебрением деталь следует обработать в течение 1—2 мин. 1 %-ным раствором хлористого олова и промыть дистиллированной водой. Процесс серебрения длится 20—30 мин до получения осадка золотистого оттенка. Посеребренную деталь ополаскивают и просушивают при 50—70 °С. После просушки на полученный слой серебра электролитически наращивают слой меди требуемой толщины из кислой медной ванны. Точно так же производят серебрение и меднение на фарфоре.
Алюминий.
Для паяния алюминия на паяльник надевают рифленый наконечник (рабочая часть его пропилена трехгранным напильником). Насадку изготовляют из стали марки У-7 и закаливают, с тем чтобы зубцы не срабатывались. Насадку вытачивают токарном станке, и ее конец спиливают. Трубку насадки пропиливают ножовкой на четыре части, это создает пружинистость насадки, и она плотно вставляется в рабочую часть обычного паяльника. Диаметр отверстия в насадке высверливают в соответствии с диаметром рабочего конца паяльника.
Места спая тщательно очищают до блеска, на зубчики насадки берут расплавленную канифоль и наносят на спаиваемое место. Когда в процессе облуживания канифоль начнет покрывать алюминий, паяльник короткими движениями передвигают взад и вперед, и зубцы будут скоблить металл. Таким методом очищают всю поверхность места спая, после чего облуживают очищенные места. Затем приступают к паянию. Для этого берут на паяльник каплю олова, предварительно посыпанную канифолью, и подносят к облуженному месту. Если облуженное место шероховатое, то паяльником снимают эту шероховатость, которая представляет собой пористое олово, смешанное с частичками окиси алюминия, образующейся из-за недостатка флюса. Предварительно на место спая насыпают канифоль, берут на паяльник каплю олова и наносят на спаиваемый шов. Как только олово смочит место спая, паяльник снимают с металла. Затем паяние производят вторично, для этого место спая снова посыпают канифолью.
При паянии алюминия, особенно в процессе его лужения, паяльник следует хорошо разогреть и длительное время держать на одном месте и после прогрева металла медленно водить по спаиваемому шву.
Для паяния алюминиевых сплавов рекомендуются припои ПОС 50 и ПОС 90. Флюсом служит минеральное масло (особенно рекомендуется оружейное). Предварительно на спаиваемые швы наносят флюс и затем зачищают места пайки. Паяние ведут мощным, хорошо прогретым паяльником. Перед началом паяния металл следует хорошо прогреть. Для паяния алюминиевых сплавов выпускается и специальный припой П250А, он состоит из 80 % олова и 20 % цинка. Флюсом служит смесь йодида лития (2.—Зг) и олеиновой кислоты (20 г). Перед работой паяльник необходимо облудить указанным припоем, пользуясь канифолью. Спаиваемые поверхности очищают от остатков флюса марлевым тампоном, смоченным в ацетоне.
Паяние изделий с тонкими швами.
Для паяния таких изделий (например, цепочек, колец или иных ювелирных изделий) применяют специальный припой, состоящий из смеси равных частей — борной кислоты, цинка (тонкого цинка), меди, фосфора, которые замешивают на касторовом масле. В этот припой изделия окунают, и припой проникает в стык изделия. Затем изделия присыпают тальком для удаления лишнего припоя, оставшегося на поверхности изделия, после чего изделие интенсивно нагревают на газовой горелке с температурой 1000°С. При быстром нагревании припой дает микровспышку, при этом температура повышается до 1200 °С.
Паяние твердыми припоями.
Для паяния изделий из меди и латуни, при паянии наиболее ответственных швов, применяют твердые припои, состоящие из сплава меди и цинка. К таким припоям относится латунь марки Л-63, которая содержит меди от 62 до 65 %, остальное цинк, а также припои с содержанием меди — 51 %, цинка — 44 и олова — 5%. Добавка олова придает припою пластичность и улучшает растекаемость по металлу. Температура плавления припоя Л-63—950 °С, припоя с оловом — 860 °С. Для паяния тонких изделий применяют припои в виде опилок, на одну часть припоя берут одну часть флюса — прокаленную буру. Паяние производят в струе пламени от паяльной лампы,
Флюсы.
При паянии флюсы играют роль химических растворителей и поглотителей окислов. В процессе паяния они предохраняют металл от окисления и создают условия для смачивания металла припоем. При работе со свинцово-оловянными припоями в качестве флюсов применяют соляную кислоту, хлористый цинк, борную кислоту, буру, хлористый аммоний и др. К флюсам, не производящим химического действия, относятся: канифоль, воск, вазелин, оливковое масло и др. Эти флюсы образуют покрытие на поверхности металла, защищающее его от окисления.
Раствором соляной кислоты пользуются при паянии свинцово-оловянными и другими мягкими припоями.
Хлористый цинк — хорошее флюсующее средство для паяния латуни, меди, железа и других металлов и сплавов. Для приготовления хлористого цинка, нарезав мелкими кусочками цинк, «растворяют» в соляной кислоте, и затем приготовленный хлористый цинк разбавляют равным объемом воды.
Нашатырь (хлористый аммоний) хорошо растворяет жировые вещества.
Буру применяют как в растворенном, так и в твердом виде. Вместо буры можно также брать порошок стекла. Жидкое стекло тоже применяют в качестве флюса.
Флюс для паяния алюминия состоит из тунгового масла, канифоли и кальцинированного хлористого цинка, взятых в соотношении 3:2:1 (по массе).
Для удаления окислов на алюминии при паянии применяют мелкие стальные опилки, которые в процессе паяния сдирают образующийся окисел.