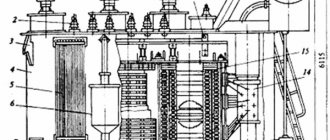
Конструкция
Устройство сварочного трансформатора достаточно простое. У многих мастеров получается собрать аппарат самостоятельно. Трансформатор с простейшей конструкцией для сварочного аппарата работает при подключении к однофазной сети. Он имеет три основных элемента:
- магнитопривод (сердечник);
- первичную стационарную обмотку;
- вторичную движущуюся обмотку.
Магнитоприводом выступает элемент из ферромагнитной стали с замкнутым контуром. Первичная обмотка подключается к сети, а вторичная – на массу и держатель электрода. Сопротивление контура понижается, их электромагнитная связь повышается.
Более совершенные конструкции имеют в своем составе дроссель и прочие дополнительные элементы.
Как самому смонтировать аппарат
Главная часть самодельного агрегата – сердечник. Его изготавливают из трансформаторной стали, купить которую достаточно сложно. Полученная конструкция имеет вид прямоугольника с сечением более 55 см². При формировании первичной и вторичной катушек устанавливают регулирующий винт. С его помощью перемещают подвижную обмотку.
Сечение провода первой катушки должно составлять более 5 мм². Для сборки трансформатора используют кабели с жаропрочной изоляцией.
Вторичная обмотка формируется из медного проводника сечением 30 мм². На последнем этапе собирают текстолитовый корпус, который служит защитой сварщика от поражения током.
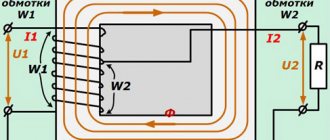
Принцип работы
Принцип работы сварочного трансформатора заключается в постепенном понижении напряжения до уровня 60-80В и одновременном повышении силы тока до 40-500 А. Прибор при эксплуатации чаще всего поддерживает переменный ток. Однако есть и другие разновидности, выдающие постоянный электрический поток. Их называют выпрямителями.
Работа оборудования происходит по единому принципу. При подключении напряжения по первичному контуру проходит переменный ток. Он создает магнитный поток. В обеих обмотках индуцируется электродвижущая сила. Ее можно соотнести с количеством витков обмотки.
Например, первая обмотка имеет 100 витков, а вторая – 5. Коэффициент трансформации в этом случае равен 100:5 = 20. Если это оборудование подключить к бытовой сети, на выходе получится напряжение 220:20 = 11В.
Чтобы поменять нагрузку, сварщики меняют зазор магнитопривода. При его увеличении сила тока уменьшается. И, наоборот. Чтобы подобрать необходимое значение напряжения для сварки, определяется требуемое количество витков вторичной обмотки.
Преимущества и недостатки трансформатора перед инвертором
При сравнении сварочного аппарата трансформаторного типа с инвертором к достоинствам относят:
- цена в 2 — 3 раза меньше;
- конструкция проще, так как нет электронных компонентов;
- ремонт обходится дешевле;
- легкость сборки своими руками.
Недостатки:
- вес и габариты, при равных характеристиках, больше;
- большее потребление электроэнергии при работе с одинаковыми электродами;
- нестабильность дуги при колебаниях сетевого напряжения;
- отсутствие дополнительных функций, которые есть даже у бюджетных инверторов.
Несмотря на недостатки трансформаторов не нужно забывать, что качество швов зависит не от сложности аппарата, а от мастерства сварщика.
Составные элементы
Устройство сварочного трансформатора позволяет понизить напряжение и увеличить силу тока для проведения процесса плавления металла. Определение этих показателей производится при создании и настройке аппарата. Для осуществления оборудованием установленных функций, сварочные трансформаторы включают в себя определенный набор комплектующих. Помимо магнитопривода и двух обмоток в состав конструкции входят:
- винт вертикальный с лентовидным типом резьбы;
- рукоятка для его вращения;
- ходовая гайка винта;
- система подвеса (защищает от повреждений);
- зажимы для крепления и вывода проводов;
- корпус с вентиляционной решеткой.
В некоторых сварочных трансформаторах с переменным значением тока могут применяться дополнительные элементы, облегчающие работу мастера.
Схемы модификаций
В конструкцию стандартного аппарата нередко вносят изменения, помогающие улучшить эксплуатационные характеристики.
С шунтом
Рассеиванию магнитного поля способствует смена пространственного положения компонентов магнитопровода.
При смещении стальных элементов повышается сопротивление потока, идущего по воздуху.
При полном введении шунта параметр начинает зависеть от расстояния между деталью и компонентами магнитопровода. Аппараты, имеющие такой принцип действия, предназначены для использования в промышленных условиях.
С обмоткой по секциям
Такая схема сварочного аппарата считается устаревшей. Ранее это оборудование использовалось в бытовых и промышленных условиях. Имеется несколько вариантов выбора числа витков в первичной и вторичной обмотках.
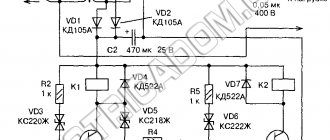
Тиристорные аппараты
Для изменения напряжения и силы тока применяется фазовый сдвиг тиристоров. При сборке однофазного аппарата используют 2 детали, устанавливаемые друг напротив друга. Тиристоры настраивают симметрично и синхронно.
В полупроводниковых трансформаторах эти элементы размещают на первичной обмотке, что объясняется следующими причинами:
- Сила вторичного тока в таких устройствах выше, чем в тиристорах.
- При установке последних на первичной катушке повышается КПД. Это объясняется снижением потерь напряжения.
Дополнительные узлы
Сварочные трехфазные и однофазные трансформаторы и выпрямители могут иметь несколько дополнительных узлов. Они позволяют усовершенствовать работу прибора. Такими узлами могут быть:
- конденсаторы;
- дополнительные вторичные обмотки;
- импульсные стабилизаторы;
- тиристорные фазорегуляторы.
Агрегат бывает с подвижным шунтом. Расстояние между обмотками меняется не за счет движения вторичной обмотки, а при помощи дополнительной детали. Шунт будет менять расстояние зазора. Также наличие особой секционной обмотки, устроенной по другому принципу, способствует регулировке напряжения.
Промышленный или бытовой сварочный трансформатор иногда нуждается в дополнительном сопротивлении. Мастеру предоставляется возможность продолжить регулировку. Дополнительные возможности появляются без процесса разведения обмоток. Мастер при помощи такого прибора сможет сварить очень тонкие или толстые листы металла.
Сопротивление может быть выполнено в виде отдельного корпуса. В нем установлен набор контакторов. Эти элементы задают требуемое значение сопротивления.
Основные неисправности и методы их устранения
Сварочные трансформаторы – техника, поэтому в них всегда возможны отклонения и неисправности. Какой вариант действий предпринять при отсутствии адекватной работы устройства – следует смотреть по ситуации.
- трансформатор сам по себе выключается: нужно проверить провода и их изоляцию, соединения и все детали – проблема чаще всего заключается в потере питания или прохудившейся электрической защите (короткие замыкания или пробои напряжения при его повышении во время включения);
- гудение превышает привычный уровень: следует подтянуть крепёж магнитопровода и катушек, проверить изоляцию – очень вероятно разбалтывание механики, или проверить режим сварки вплоть до типа и диаметра электрода;
- трансформатор стал сильно греться: переоценить режим его эксплуатации – скорее всего, сварка ведётся не по расчётным режимам, при повышенном токе и для слишком больших толщин, а также без соблюдения соотношения времени под нагрузкой и времени остывания;
- контакты перегреваются: следует зачистить все соединения (после отключения аппарата из сети), плотно собрать их и обновить при необходимости провода – к этому приводит ухудшение примыкания в соединениях;
- сварочный ток оказывается выше или ниже расчётного: проверить настройки аппарата по части регулирующих компонентов, задействовать стабилизатор – ток создают именно они;
- сварочный ток слабо регулируется: регулирующий компонент (дроссель, обмотки) следует проверить на отсутствие механических повреждений или пробоя напряжения;
- сварочная дуга гаснет и сложно зажигается вновь: проверка всей электроцепи с особым вниманием к изоляции и состоянию соединений – скорее всего, где-то есть короткое замыкание;
- после снятия нагрузки трансформатор потребляет огромное количество энергии: полная проверка обмоток – очень вероятно замыкание между отдельными проводами.
Определение неисправности следует делать при снятом напряжении и после отключения от источника питания. Если после проверки этих вариантов действий всё равно остались неисправности, ответ дадут в электротехнической мастерской.
Разновидности
Устройство и принцип действия промышленного или бытового сварочного трансформатора определяют его технические характеристики. Существуют разные принципы классификации аппаратуры. По назначению выделяют однопостные и многопостные устройства. В первом случае прибор предназначен для бытового применения. Он установлен в инверторах мощностью 3-10 кВт. Бытовая сеть не рассчитана на применение аппарата мощностью более 10 кВт.
Многопостные приборы имеют сложную конструкцию. Их применяют в профессиональных, промышленных аппаратах с мощностью от 10 кВт и выше. Такой прибор может обслуживать одновременно несколько рабочих мест.
По фазному признаку различают трехфазный и однофазный сварочный трансформатор. Бывают приборы, способные переключаться на разное напряжение сети. Для бытового применения подходят однофазные агрегаты (220 В), а для промышленного требуется трехфазное оборудование (380 В). Этот признак определяет нагрузку на выходе. Трехфазным прибором можно сварить толстые детали. Однофазным моделям это не под силу.
Виды трансформаторов
Существуют различные виды сварочных трансформаторов. Они могут классифицироваться по разным критериям: по напряжению сети, по функциональности, по способу регулировки тока, по количеству рабочих постов. Давайте рассмотрим эти критерии подробнее
Напряжение сети
Сварочный трансформатор для ручной дуговой сварки может работать как от 220В, так и от 380В. Это зависит от того, сколько фаз у трансформатора. Выше мы уже говорили, что существуют однофазные, двухфазные и трехфазные аппараты. Однофазные работают от розетки 220В. Двухфазный сварочный трансформатор встречается редко, поэтому не будет заострять на нем внимание Трехфазные трансформаторы требуют напряжения 380В.
Также существуют комбинированные трансформаторные аппараты, способные работать при любом напряжении сети.
Функционал трансформатора
От функциональности напрямую зависит назначение сварочного трансформатора. Разделяют бытовые, профессиональные и промышленные аппараты. У них разные характеристики, соответственно разный функционал. Аппарат бытового класса не способен выдать более 200А, поэтому его возможности ограничены. А вот профессиональные модели генерируют от 300А и позволяют варить даже толстый металл.
Типы конструкции
Классификация сварочных трансформаторов происходит также по принципу устройства конструкции. Выделяют три основные группы:
- Аппаратура с номинальным магнитным рассеиванием. Она имеет дроссель для регулировки выходного напряжения.
- Оборудование с увеличенным показателем магнитного рассеивания. Имеет сложную конструкцию. Она включает в себя несколько подвижных обмоток, импульсный стабилизатор и конденсатор. Также могут присутствовать другие компоненты.
- Тиристорные типы сварочных трансформаторов. Они имеют соответствующее устройство фазорегулятора. Приборы тиристорного типа характеризуются относительно малым весом.
Представленную классификацию имеют аппараты переменного тока. Существуют модели постоянного тока. Они имеют большие габариты, более сложное устройство. В их составе есть выпрямитель.
Такие модели стабильнее, удобнее в работе. Назначение сварочного трансформатора, который функционирует при постоянном токе, в этом случае определяется как промышленное. Оборудование позволяет мастеру работать с цветными металлами и нержавейкой. Стоимость подобных приборов достаточно высокая. Поэтому сварочные трансформаторы этого типа применяются исключительно в профессиональных целях. Для бытовых нужд вполне подходят устройства переменного тока.
Сварочные выпрямители
Аппаратура, которое преобразует переменное напряжение, поступающее из сети питания в постоянное, необходимое для выполнения электросварочных работ. На практике применяют несколько схем выпрямителей, в которых реализованы разные методы получения выходных параметров напряжения и тока. Применяют разные способы регулировки параметров тока и вольт-амперной характеристики.
Сварочные выпрямители
В эти способы входят: Изменение настроек трансформатора, применение дросселя, настройка с помощью полупроводников (тиристоров и транзисторов). В самых простых аппаратах для регулирования тока применяют трансформатор, а для его выпрямления диодные схемы. В силовую часть такого оборудования входят трансформатор, выпрямитель, дроссель.
Достоинства и недостатки сварочных выпрямителей
Главное достоинство выпрямителей, если сравнивать их с трансформаторами, заключено в том что, для сварки применяют постоянный ток. Это обеспечивает качество розжига и поддержания параметров дуги и это соответственно приводит к качеству сварного шва. Применение выпрямителя позволяет сваривать не только обыкновенные стали, но обрабатывать нержавейку и цветные металлы. Кроме того, надо учесть и то, что сваривание с применением выпрямителя обеспечивает малое количество брызг.
По сути, описанные достоинства дают однозначный ответ на вопрос – какой аппарат выбрать трансформатор или выпрямитель, но разумеется нельзя забывать и стоимости этого оборудования. Выпрямители имеют и отдельные недочеты – большой вес конструкции, потеря мощности, падение напряжения в сети во время проведения сварочных работ. Кстати, все сказанное в полной мере относится и к трансформаторам.
Холостой ход
Сварочные трансформаторы функционируют в режиме нагрузки и на холостом ходу. В процессе создания шва, между электродом и заготовкой замыкается вторичная обмотка. Электричество плавит металл, соединяя две части детали в единую конструкцию. Когда шов создан, вторичная цепь размыкается. Сварка окончена, агрегат переходит в режим холостого хода.
Электродвижущие силы (ЭДС) сначала образуются из-за созданного магнитного поля. Далее они поддерживаются путем рассеивания. Они ответвляются от главного потока в магнитоприводе.
ЭДС замыкаются между витками катушки в воздушном пространстве. Они и образуют показатели холостого напряжения. Он считается безопасным для жизни мастера. Холостой ход ограничивается показателем 48 В. В некоторых моделях это значение увеличено до 70 В. Если показатели холостого хода превышают установленное значение, необходимо применять автоматическое ограничение. Оно срабатывает сразу после прекращения сварки. Также корпус агрегата должен иметь заземление. Это способствует увеличению безопасности работы мастера.
Расчет трансформатора
Как выполняется расчет сварочного трансформатора?
Как говорилось ранее, сварочные трансформаторы переменного тока включают две обмотки, сердечник, которые несут ответственность за ключевые технические характеристики инструмента. Заранее предполагая напряжение обмоток, силу тока, прочие дополнительные параметры, производятся расчеты сердечника, обмоток, сечения медной проволоки.
При произведении расчетов основанием являются такие параметры:
- U1 – напряжение первичной обмотки, в качестве которого выступает сетевое напряжение, от какого сварка и будет работать (220В/380В).
- U2 – напряжение вторичной обмотки (не более 80В). Напряжение электричества, создаваемое после понижения. Оно необходимо для возбуждения сварочной дуги;
- I – сила тока вторичной обмотки (рассчитывается в зависимости от предполагаемых для выполнения работ электродов, толщины свариваемого металла).
- Sc – площадь сечения сердечника (берется в пределах 45-55 см²). Этот параметр влияет на качество и надежность работы инструмента.
- So – площадь окна сердечника (берется в пределах 80-110 см²). Параметр берется из расчета отвода избыточного тепла, качественного магнитного рассеяния, удобства намотки медной проволоки.
- Рт – плотность тока обмотки (2,5-3A/мм2 – для самодельных трансформаторов). довольно значимый параметр, который отвечает за электрические потери на обмотках инструмента.
На что обращать внимание при выборе?
Выбирая сварочные трансформаторы, следует обратить внимание на главные технические характеристики. К ним относят следующее:
- Напряжение сети. Показатель должен соответствовать указанному производителем значению (220 или 380 В).
- Диапазон регулирования. Чем шире пределы, тем больше возможностей предоставляется сварщику. Можно выбрать электроды разного диаметра. Бытовые разновидности характеризуются диапазоном регулирования от 50 до 200 А.
- Номинальный ток. Профессиональные устройства выдают около 1000 А, а бытовые – до 100 А.
- Рабочее напряжение. На выходе из устройства для дуговой сварки должно определяться номинальное значение 30-70В.
- Продолжительность сварки. Показатель определяет, сколько агрегат сможет работать непрерывно. Бытовые модели выполняют непрерывную сварку около 15-20 мин., а профессиональные – несколько часов.
- Напряжение на холостом ходу. Показатель не должен превышать границы 70 В.
- Потребляемая мощность. Чем выше этот показатель, тем эффективнее работает оборудование. Однако надо учитывать возможности бытовой сети. Слишком большая нагрузка может быть недопустимой.
При выборе необходимо учитывать, для каких целей приобретается оборудование. В этом случае получится купить агрегат с оптимальными показателями по приемлемой цене.
Отличия от инверторного аппарата
Такое оборудование отличается от трансформаторного следующими характеристиками:
- Небольшой вес. Если масса трансформатора составляет около 35 кг, то у инвертора она не превышает 15 кг. Это помогает легко перемещать аппарат во время работы.
- Отсутствие трансформатора в конструкции. Это исключает расход энергии на нагрев обмоток и перемагничивание магнитопровода. Коэффициент полезного действия увеличивается. При использовании электрода диаметром 3 мм расход энергии не превышает 4 кВт. При тех же условиях этот параметр у трансформатора составляет 7 кВт.
- Возможность получения тока с любыми вольт-амперными показателями. Аппараты инверторного типа применяют при сварке всех металлов. Они работают с нержавеющей, легированной сталью, медью, алюминием.
- Режимы функционирования. Инвертор не требует частых перерывов, необходимых для охлаждения.
- Возможность тонкой настройки. Сварщик выбирает показатели силы тока и напряжения в широком диапазоне. С помощью инвертора можно варить в разных пространственных положениях. При этом образуется наименьшее количество брызг расплавленного металла.