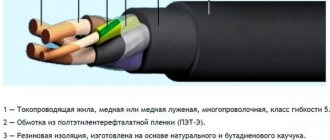
Проводя монтаж электропроводки, часто приходится удлинять провода, делать много прочных соединений, не повышающих сопротивление медных жил. Быстро соединить концы поможет аппарат для сварки медных проводов. Технические характеристик кабелей не изменяются.
Любители мало занимаются сваркой медных контактов. Они могут переделать сварочный инвертор, заменив электрод. Электрики постоянно соединяют медные жилы. Им выгодно приобрести сварочный аппарат. Любители мастерить сделают приспособление из подручных средств. Созданное оборудование поможет быстро сваривать проволоку.
Сварка медных проводов
Метод сварки
Для более надёжного контакта производится сварка соединительных проводов в распределительной коробке. При таком варианте концы жил сплавляются и образуют единое целое, что является гарантией безопасности и надёжности. Цельные контакты не подвергаются окислению, и сварные соединения со временем не слабеют.
Недостаток сварки в том, что вы должны уметь обращаться со специальным оборудованием, либо придётся приглашать профессионала.
Необходимые инструменты
Кроме того, что вы должны уметь варить, вам понадобятся:
- нож (чтобы снимать с жил изоляционный слой);
- бумага наждачная (чтобы зачистить соединяемые поверхности);
- инвертор сварочный;
- перчатки (защищают руки во время сварочных работ);
- очки либо маска (защищают глаза во время сварочных работ);
- электрод графитовый (угольный);
- флюс для защиты расплава от действия воздуха.
Алгоритм сварочного соединения
- С жил снимите ножом изоляцию на 70-80 мм.
- Наждачной бумагой зачистите жилы до блеска.
- Описанным выше методом сделайте скрутку проводов, её длина должна получиться не менее 50 мм.
- За верхнюю часть скрутки аккуратно зацепите клещи заземления.
- Снизу скрутки поднесите электрод, слегка коснитесь, чтобы разжечь дугу, и уберите. Сварка проводов происходит буквально за какие-то доли секунды.
- После этого дайте месту сварки остыть и изолируйте соединение.
Ещё один важный вопрос, сколько ампер выставить на сварочном аппарате? Для жил сечением 1,5 мм2 достаточно будет 30 А сварочного тока, для 2,5 мм2 – 50 А.
Сварка скруток в распредкоробке наглядно показана в этом видео:
Конструктивные особенности и принцип работы аппаратов для сварки проводов
Выбирая оборудование для холодной сварки, необходимо учитывать особенности медной проволоки. При нагреве до 300°С медь становится хрупкой. Плавится она при 1100°С,
Варят ее постоянным и переменным током, рабочее напряжение выдается в интервале значений от 12 до 36 вольт, сила тока – 150 А. Мощность и рабочий ток зависит от количества проводников в скрутке, толщины жил.
У сварочных аппаратов для медных проводов должна быть плавная регулировка сварочного тока, чтобы исключить риск пережогов или непроваров проводников, на оптимальном токе электрод не залипает – не прикипает к медным жилам. Для работы с медью подойдет инвертор или устройство на базе трансформатора.
Защита места пайки от окисления. Флюс
Флюс служит для защиты места пайки от окисления кислородом воздуха и растворения тончайших пленок окислов на поверхности материала. Для пайки меди наиболее часто используются такие флюсы:
Таблица характеристик наиболее распространенных флюсов для пайки меди и ее сплавов
| Марка флюса | Состав |
| Канифоль | Канифоль сосновая |
| Спиртоканифоль | Канифоль 30-40%, спирт этиловый 60-70 % |
| ЛТИ-120 | Канифоль 20-25%, спирт этиловый 66-73 %, солянокислый анилин 3-7 %, триэтаноламин 1-2 % |
Самый простой и дешевый и беспроигрышный вариант – обыкновенная канифоль. Единственное затруднение при ее использовании, то, что она находится в твердом состоянии и требует навыков при нанесении на спаиваемые детали.
Гораздо удобнее в использовании спиртоканифоль. Она представляет собой раствор канифоли в этиловом спирте. И имеет вид густой желтоватой жидкости со своеобразным запахом. Удобство использования заключается в том, что на место пайки ее можно нанести кисточкой или обмакнуть в баночку с флюсом скрученные проводники.
Более широкие возможности имеет активированный флюс ЛТИ-120. При его применении нет необходимости в зачистке новых проводников. Зачищать нужно только такие, которые имеют темный цвет из-за окисления поверхности. Поскольку имеются определенные трудности в зачистке многожильных проводов, то применение активированного флюса приветствуется.
Все перечисленные флюсы не требуют смывки после окончания пайки, поскольку абсолютно нейтральны по отношению к материалу проводника.
Подготовка соединения
В отличие от традиционных методов сваривания заготовок, предполагающих формирование шовного соединения, сварка проводников внутри распредкоробки возможна лишь после их скручивания.
Перед свариванием скрутки концы каждого провода должны быть тщательно зачищены. Снимать внешнюю изоляцию с проводов следует на 7-10 см, что обеспечивает удобную для работы длину формируемой скрутки.
Получаемая после зачистки длина оголённых частей согласно требованиям ПУЭ должна составлять около 5-ти см, что исключает чрезмерный нагрев и плавление проводов в процессе сварка.
Для лучшего понимания особенностей сварки проводов своими руками желательно ознакомиться с правилами выбора используемого оборудования. Для этого, надо рассмотреть два важных вопроса: какие типы сварочного оборудования применимы в данных условиях, а также какие электроды для сварки оптимально подходят для заявленных целей.
Технология сварки
Для сварки скруток проводов, изготовленных из меди, есть своя технология. О ней мы и расскажем далее. Для начала снимите верхнюю оболочку с провода. Если вы никогда этого не делали, то просто возьмите ножницы или нож, зрительно отмерьте 3-4 сантиметра от конца провода и подрежьте оболочку. Затем легким движением стяните ее вверх. Провода должны оголиться.
Оголенные провода нужно скрутить. Общая длина скрученных проводов должна быть не менее 2.5 сантиметров. Затем подключите зажим и массу, чтобы спайка медных проводов инвертором стала возможна. Далее настройте ваш сварочный аппарат для сварки скруток. Выставьте силу тока и мощность. Оставьте электрод прогреться.
Дальнейшие действия ничем не отличаются от обычной сварки. Единственное отличие — длительность работ. Электрод нужно направить на провод в течении нескольких секунд, а затем убрать. Этого достаточно для образования соединения. Если передержать, то медь просто расплавится и у вас ничего не получится. А если продержать электрод долю секунды, то соединение будет пористым и непрочным. Словом, здесь важна сноровка.
Вот и все. Сварка медных проводов своими руками не так сложна, как может показаться новичку. Самое главное — правильно настроить аппарат и подобрать время сварки. Чем больше вы будете практиковаться, тем лучше будет результат.
Выбор мощности паяльника
Для качественной пайки нужен достаточно мощный паяльник, не менее 65 Вт. Медь является очень хорошим проводником тепла, поэтому эффективно отводит тепло от области пайки. Маломощный паяльник не успеет нагреть место скрутки до того, как начнет плавиться изоляция проводов, а недостаточный прогрев может привести к так называемой «холодной пайке». Слабо разогретый припой имеет низкую текучесть и не способен равномерно покрыть всю спаиваемую область. При застывании он будет иметь матовую, зернистую поверхность, низкую прочность. Спаянные таким образом проводники будут иметь высокое переходное сопротивление и, со временем, потеряют контакт между собой. Паяльник должен прогреть место спайки за время не более 1 минуты. Поверхность припоя после застывания должна быть гладкой и иметь равномерный блеск.
Болтовые соединения
Такое соединение довольно надежное, но громоздкое. Для современных распределительных коробок он не подойдет из-за своих габаритов, но для больших коробок старого образца – в самый раз. Таким методом можно соединять как однородные, так и разнородные металлы. Работа выполняется следующим образом:
- На болт надевается стальная шайба.
- С проводников снимается изоляция, и они формируются в виде кольца.
- Первое кольцо надевается на болт.
- Затем на очереди другая стальная шайба, которая помещается на болт следом за первым.
- Сверху одевается второй соединительный провод.
- Весь этот «бутерброд» зажимается гайкой.
- В конце все нужно заизолировать.
Именно такая конструкция делает контакт громоздким. Если вам нужно соединить несколько пар проводов, то такой вариант не будет наилучшим.
Какие инструменты и материалы понадобятся?
Выбор инструментов и материалов, которые нам понадобятся, будет обусловлен нашими конкретными целями, а также применяемыми способами пайки. Основной инструмент, который применяется – это либо электрический паяльник, либо газовая горелка. Ну а дальше будет, в общем, стандартный набор для пайки. Нам понадобится:
- Нож для разделки изоляции провода – не забудьте подточить или воспользуйтесь канцелярским ножом. Также можете сделать нож электрика своими руками.
- Пассатижи, для скрутки проводников.
- Припой и флюс. Флюс – это вещество, с помощью которого мы удаляем окисления с поверхности, которую паяем. Припой – это то, чем непосредственно спаиваются жилы.
- Напильник – подойдет мелкий напильник.
При пайке проводов паяльником или газовой горелкой могут быть применены разные припои и флюсы. Так, для медных жил нужен припой на основе смеси олова и свинца – это припои марок ПОС-40, ПОС-50, ПОС-60. Для пайки алюминиевых проводов подойдут такие марки – П-250А (цинк и олово), ЦО-12 (цинк и олово), ЦА-15 (цинк и алюминий), А (цинк, олово, медь). В качестве флюса используется канифоль — органический материал, содержащий в себе смесь смоляных кислот хвойных деревьев. Канифоль является самым распространенным и недорогим вариантом. Также существуют способы пайки с кислотой в качестве флюса, но не рекомендуется их применять из-за их вредности. К тому же кислота дает со временем коррозию на скрутке.
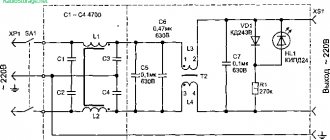
Как собрать аппарат для сварки скруток своими руками
Советуем к прочтению другие наши статьи
- Качественные строительные материалы в Уфе от
- Откатные уличные ворота
- Триколор телевидение: преимущества перед другими
- Основные преимущества профессиональной регулировки металлопластиковых дверей
Итак, как собирался аппарат сварки проводов.
Я разобрал трансформатор от микроволновки, распилив его болгаркой по местам сварки. Я не буду описывать это процесс в подробностях, т.к. это делали уже многие и много раз, да хоть на YouTube можно видео найти.
НО, обратите внимание, что трансформатор от микроволновки опасен для жизни! Т.е. его не стоит включать в сеть для проверки, пока не удалена вторичная обмотка, т.к. на ней напряжение порядка 2000В и он может убить человека на расстоянии!
В общем, транс был распилен, вторичная обмотка выкинута, намотана своя обмотка медным проводом на 6 мм кв., у меня влезло всего порядка 16 витков, то ли транс был маловат, то ли я не очень опытный мотальщик, ну да ладно, после включения транса в сеть, я получил напряжение 14 вольт, что нормально для такой сварки (нужно 12-24в). Затем я склеил сердечник транса эпоксидной смолой. На этом работы с трансформатором микроволновки были закончены.
Я установил его в корпус, также я установил туда 2 автомата на 16А (после опыта первой сварки, чтобы знать максимальный ток потребления, он оказался 11А).
Почему не поставил двухполюсник?
А собрал сварку проводов из того, что было под рукой. Мой девиз: Сначала используй, что без дела валяется, если конечно, это не портит конструкцию