Главная / Техника сварки
Назад
Время на чтение: 3 мин
3
2664
Объем мощности инверторного аппарата бывает разный. На показатели влияет мощность самого механизма, а также объем входящего тока. Невзирая на существующие моменты, расход возможно измерить и рассчитать, используя простую формулу.
Учитывайте, что результат может быть неточным, с малой погрешностью. Формула скорее будет полезна во время бытовых действий. Вы сможете не так переживать о квитанциях за электричество.
В нашей статье хотим рассказать, от чего зависит мощность работы инвертора. Вам станет известно, как провести расчет показателя мощности оборудования для сварки при работе дома.
Мы научим вас пониманию того, как экономить при использовании сварочного аппарата.
- Введение
- Особенности и нюансы
- Потребительский расчет
- Подведем итоги
Что называется сваркой металла
Один из вариантов соединения двух и более металлических заготовок — это сварка. Этот способ характеризуется надежностью, эффективностью и высокой скоростью выполнения работ. Принцип соединения основывается на том, что две детали сплавляются друг с другом в точке соединения. Достигается это за счет того, что на металл воздействуют повышенные температуры.
После формирования дуги начинается плавление металла. Именно за счет того, что при сварке создается дуга, такой способ соединения получил название электродуговая сварка. Как правильно пользоваться электродуговой сваркой, разберемся в деталях. Изначально надо отметить, что при работе сварочными инструментами требуется использование специальной затемняющей маски. Эта маска служит, чтобы исключить негативное воздействие на глаза от яркого излучения, возникающего при работе. Кроме того, маска исключает вероятность попадания на лицо искр и плавящегося металла.
1) Ручная дуговая сварка
Наиболее сложный вариант в применении для неопытного сварщика, ведь большую часть работы приходится выполнять собственными руками. Регулирование технологии с прочими моментами производится посредством ГОСТа 5264-80. В учет берется тип соединения, форма кромок, характер шва, поперечное сечение и толщина элементов для сваривания.
Важно: при ручной дуговой сварке мастер обязан самостоятельно поддерживать длину дуги, контролировать угол наклона и рассчитывать длительно нахождения электрода в одной точке.
Недостатками ручной сварки является негативное воздействие на организм человека продуктов распада/света и сравнительно низкая эффективность работы при ее больших масштабах. Низкоквалифицированный специалист не сможет качественно орудовать дугой при работе с ручной дуговой сваркой, потому, метод наложения швов точно не для новичков.
2) Полуавтоматическая в газовой среде
Отличительные черты у метода соединения 2 – использование подвижного плавящегося электрода + наличие защитного газа. Второй выступает в роли преграды между внешней средой и электрической дугой.
Обратите внимание: при контакте воздуха с дугой происходит окисление кислорода с азотом, что приводит к возникновению нежелательных оксидов/нитритов, что могут на 70%+ ухудшить качество сварного шва.
Защитным газом выступает аргон, углекислота, гелий, либо их комбинации в определенных пропорциях. Технология сварки полуавтоматом происходит за счет пропуска проволоки сквозь сопло газа, из-за чего та расплавляется. Длина дуги контролируется автоматически, а направление движения + скорость остаются под контролем сварщика. Методика работ может быть проведена и без газовой оболочки – применяется специальная самозащитная проволока с вкраплениями кремния, марганца и прочих металлических элементов с раскисляющими свойствами.
3) Автоматическая сварка под флюсом
Метод, имеющий повышенную производительность и минимальные потери по электроду. Сварщик может не опасаться брызг, а зона проведения сварки максимально безопасна в отношении образования оксидов и прочих вредных примесей для шва.
Алгоритм процесса сварки:
- Подача проволоки за счет специальных роликов.
- Посредством контакта скользящего типа производится подведение к проволоке электрического тока.
- Начинается движение электрода вдоль разметки для шва.
- Из бункера агрегата высыпается флюс, за счет испарения которого образуется газовое облако, защищающее электрическую дугу от влияния внешней среды.
- Образование шва.
- Очистка от шлаковой корки.
- Сбор излишек флюса для повторного использования.
Оборудование для проведения работ не требует от оператора использования специальных защитных приспособлений для глаз. Благодаря автоматизации процесса, субъективное влияние сварщика сводится к минимуму, а потому, риск накосячить резко стремиться вниз.
Обозначения типов сварки
Зачастую, новички в сварочном деле сталкиваются с различными обозначениями типов сварки MMA, MIG, MAG, TIG. Что же значат эти буквы? Давайте поподробнее разберем каждый из перечисленных типов.
ММА — это ручная дуговая сварка плавящимся штучным электродом. Это ростой вид сварки, используемый как в промышленности, так и в быту.
MIG — это дуговая сварка в среде инертного газа, механизированная. В качестве плавящейся присадки применяется проволока.
MАG — это дуговая сварка в среде активного газа, с плавящимся проволочным электродом.
MIG/MАG наиболее производительны по сравнению с ММА.
TIG — это дуговая сварка, неплавящимся электродом в среде инертного газа. Как видно из названия, для неё применяют вольфрамовые электроды, имеющие очень высокую температуру плавления (более 3000°С).
Перечислим основные достоинства:
- Невысокая цена материалов и сварочного оборудования;
- можно осуществлять в различных положениях;
- Широкий спектр металлов;
- Возможно проведение в стесненном пространстве;
Перечислим основные недостатки:
- Сильное влияния на качество сварного шва профессионализма исполнителя;
- Наличие значительного выделения вредных веществ, воздействию которых подвергается сварщик;
- Невысокая производительность;
- Отклонение дуги из-за намагничивания металла
Какие же электроды применяют?
- с основным покрытием
- с кислотным покрытием
- электроды с целлюлозным покрытием
- электроды с рутиловым покрытием
Многие сталкиваются с вопросом как же выбрать необходимый электрод? Подбор диаметра электродов осуществляется по таблице, предоставляемой производителем (обычно указываемой на упаковке), выбирают по толщине заготовки. Подробнее читайте в нашей статье.
Самые популярные модели:
- AURORA PRO OVERMAN 180 Mosfet
- WESTER MMA-VRD 200
- РЕСАНТА САИ 220
Сварочный аппарат Eurolux IWM-160
| Тип сварки | MMA |
| Сила сварочного тока | 10-160 Ампер |
| Входное напряжение | 140-260 В |
| Продолжительность включения | 70% |
| Диаметр электрода | 1,6 – 4 мм |
| Класс защиты | IP21 |
ПЛЮСЫ
- Компактность
- Есть ремень для облегчения переноски
- Противоударный корпус
- Не требует специальных навыков для работы
- Горячий старт — автоматически повышает силу сварочного тока в начале работы, что упрощает розжиг дуги
- Форсаж дуги – предотвращает залипание электрода, уменьшает разбрызгивание металла, а при необходимости позволяет получить глубокое проплавление сварочного шва
- Антизалипание – аппарат автоматически снижает силу сварочного тока при залипании электрода, благодаря чему его проще высвободить
- Быстрое подключение
- Эффективное охлаждение во время работы
- Низкая цена
МИНУСЫ
- Короткие провода в комплекте
- Отсутствует дисплей
Сварочный инвертор FUBAG IQ 160
| Тип сварки | MMA |
| Сила сварочного тока | 20-160 Ампер |
| Входное напряжение | 150-240 В |
| Продолжительность включения | 40% |
| Диаметр электрода | 1,6 – 4 мм |
| Класс защиты | IP21S |
ПЛЮСЫ
- Компактность
- Небольшой вес (2,7 кг)
- Плавная регулировка сварочного тока
- Не требует специальных навыков для работы
- Горячий старт
- Форсаж дуги
- Антизалипание
- Быстрое подключение
- Улучшенная система охлаждения
- Низкая цена
МИНУСЫ
- Короткие провода в комплекте
- Отсутствует дисплей
Инвертор сварочный инверторный РЕСАНТА САИ 140
| Тип сварки | MMA |
| Сила сварочного тока | 10-140 Ампер |
| Входное напряжение | 220 В |
| Продолжительность включения | 70% |
| Диаметр электрода | до 3,2 мм |
| Класс защиты | IP21 |
ПЛЮСЫ
- Компактность
- Небольшой вес (4,3 кг)
- Есть ремень для облегчения переноски
- Стабильная работа даже при высоком значении тока
- Горячий старт
- Форсаж дуги
- Быстрое подключение
МИНУСЫ
- Дребезжит защитный кожух
- Провода из комплекта короткие
Сварочный инвертор FUBAG IN 176
| Тип сварки | MMA / TIG |
| Сила сварочного тока | 10-160 Ампер |
| Входное напряжение | 230 В |
| Продолжительность включения | 60% |
| Диаметр электрода | 1,6 – 3,2 мм |
| Диаметр проволоки | 1,6-4 мм |
| Класс защиты | IP21 |
ПЛЮСЫ
- Компактность
- Многофункциональность
- Цифровой дисплей и сенсорное управление позволяют моментально настраивать аппарат и контролировать параметры сварки не отвлекаясь от работы.
- Таблица подбора электродов нанесена верхнюю панель.
- Стабильная работа при любом напряжении
- Горячий старт
- Антизалипание
- Форсаж дуги (только для MMA режима)
МИНУСЫ
- Требуется опыт работы с аппаратами типа TIG
Сварочный инвертор BlueWeld Prestige 186 PRO
| Тип сварки | MMA/TIG |
| Сила сварочного тока | 20 — 160 Ампер |
| Входное напряжение | 190-220 В |
| Продолжительность включения | 60% |
| Диаметр сварочных электродов | 1,6 — 4 мм |
| Класс защиты | IP23 |
ПЛЮСЫ
- Небольшие габариты
- Стабильная работа при любом напряжении
- Горячий старт
- Антизалипание
- Сравнительно недорогой.
- Низкая мощность
- Удобная ручка для переноски
МИНУСЫ
- Требуется опыт работы с аппаратами типа TIG
- Не подходит для сварки алюминия.
- Нет аргоновой горелки.
Инвертор сварочный Energolux WMI-200
| Тип сварки | MMA |
| Сила сварочного тока | 10-200 Ампер |
| Входное напряжение | 198-242 В |
| Продолжительность включения | 70% |
| Диаметр электрода | до 3,2 мм |
| Класс защиты | IP21 |
ПЛЮСЫ
- Компактность
- Есть ремень для облегчения переноски
- Плавная регулировка сварочного тока
- Горячий старт
- Форсаж дуги
- Антизалипание
МИНУСЫ
- Короткие провода в комплекте
- Отсутствует дисплей
Методики дуговой сварки – способы сваривания
Чтобы получить качественный шов, нужно научиться поддерживать, а затем и перемещать дугу. Особенно влияет на качество длина электрической дуги. Если она больше 5 мм, то считается длинной.
В этом случае происходит азотирование и окисление расплавившегося металла. Он разбрызгивается каплями, шов при этом получается пористый и недостаточно прочный. При слишком короткой дуге может произойти непровар.
Электродный стержень может двигаться по разным траекториям. С опытом каждый сварщик выбирает “свой” вариант, а чаще комбинацию нескольких движений
Для выполнения сварки используются разные методики. Подробно рассмотрим основные.
Вариант #1: нижние стыковые соединения
Самый распространенный и простой способ соединения деталей. При толщине металла до 0,8 см используется двусторонняя сварка. Для соединений из металла тоньше 0,4 см выполняется только односторонняя сварка.
Для работы выбираются электроды, диаметр которых равен толщине металла. Если она превышает 8 мм, сварку проводится с разделкой кромок. При этом угол разделки составляет порядка 30°.
Сварка выполняется в несколько проходов. Желательно использовать съемные подкладки из стали или меди во избежание прожогов. Первый проход выполняют электродом малого диаметра, не более 4 мм.
В процессе выполнения первого шва очень важна его точность и глубина провара. После его наложения за кромками не должно быть проплавленного металла.
Для второго и всех последующих проходов используют электродные стержни большего диаметра. Их выбирают для качественного заполнения выемки, образовавшейся между кромками.
Электрод медленно двигают вдоль шва, выполняя при этом колебательные движения, как бы раскачивая электрод из стороны в сторону, чтобы полностью заполнить пустоты расплавленным металлом.
Вариант #2: нижние угловые соединения
Опытные сварщики утверждают, что хороших результатов можно добиться, если сваривать углы «в лодочку». Это означает, что соединяемые детали устанавливаются под углом в 45° или другим.
Таким образом обеспечивается максимально качественное проплавление стенок изделия, а опасность подреза и непровара уменьшается. Такой способ сварки позволяет за один проход наплавлять швы большого сечения.
Мастера напоминают, что сваривая угловое соединение таврового типа, поджигать электрическую дугу следует только на горизонтальной плоскости (+)
Различают два вида сварки «в лодочку» – в симметричную и в несимметричную:
- Наклон деталей составляет 45°. Вероятность наплывов или подрезов одной из стенок минимальна. Сварку обратной и прямой полярности проводят на максимальных значениях тока. При проведении обратной по полярности сварки длина электрической дуги должна быть минимальной.
- Наклон деталей под углом в 60° или 30° – несимметричная «лодочка». Такой вариант очень удобен, если работы выполняют в труднодоступных местах, поскольку амплитуда движения электрода невелика. Сварщик направляет дугу в самый корень шва, при этом нужно следить, чтобы она не вышла за пределы будущего шва. Также не разрешается наплавлять за один проход слишком большое количество металла.
Угловые соединения могут быть таврового типа, поэтому необходимо научиться, как правильно и без ошибок сваривать металл электросваркой в несколько проходов.
Использование одного прохода возможно только в том случае, когда свариваются простые конструкции со сторонами, которые образуют угол 45° при угловом шве. Диаметр электрода в этом случае не может превышать толщину металла больше, чем на 0,15-0,3 см.
Стандартная многопроходовая тавровая сварка выполняется следующим образом. Для первого прохода берется электрод большего диаметра, чем те, что выбраны для последующих проходов. Например, используется электрод, размеры которого варьируются в пределах от 0,4 до 0,6 см.
Некоторые сварочные швы выполняются в несколько проходов. При этом размер электрода для первого прохода и для всех последующих отличается
Сварка проводится плавно, без поперечных колебательных движений. При выполнении остальных проходов они обязательно выполняются. Важно, чтобы амплитуда колебаний находилась в пределах допустимой ширины шва.
Еще один значимый момент. При выполнении тавровой сварки углового соединения электрическую дугу следует всегда поджигать на полке, расположенной горизонтально.
При выполнении своими руками электросварки углов можно применять нахлесточный тип соединения. В этом случае свариваемые детали располагаются одна на другой с нахлестом. Дуга при прямой по полярности сварке должна быть короткой, при обратной – максимально короткой. Направляют дугу точно в корень соединения.
В процессе сваривания необходимо выполнять электродом небольшие по амплитуде возвратно-поступательные движения. Таким образом удастся равномерно разогреть всю область соединения. В этом случае сварочная ванна равномерно наполнится, и шов получится выпуклый и полноразмерный.
Вариант #3: вертикальные швы
Швы, направленные вертикально, выполняют только короткой дугой. Рабочая сила тока при этом должна быть на 10%-20% меньше, чем в процессе выполнения сваривания деталей в нижнем положении. Эти требования легко объяснимы.
Меньшая сила тока предполагает, что расплавленный жидкий металл не станет стекать из сварочной ванны. Меньшая по размеру дуга более удобна в работе.
Сварка вертикальных швов имеет свои особенности. Они объясняются тем, что в таком положении жидкий металл может стекать по шву. Поэтому должен быть правильно выбран сварочный ток и угол наклона электрода
Опытные сварщики предпочитают варить вертикальные швы по направлению снизу вверх. Дугу поджигают в самой нижней точке будущего шва. После чего готовят небольшую горизонтально расположенную площадку, размеры которой соответствуют сечению будущего шва.
Затем медленно продвигают электродный стержень вверх. При этом обязательно выполняются движения поперек соединения.
Они могут быть в виде елочки, угла или полумесяца. Последний вариант наиболее прост в выполнении. Кроме того, важно соблюдать правильное положение электрода. Теоретически лучше всего выполняется провар, если стержень расположен перпендикулярно шву, то есть горизонтально.
Стыковые сварные швы характеризуются по следующим критериям:
Практика показывает, что в таком положении электродного стержня жидкий металл стекает по шву. Чтобы этого избежать, угол наклона стержня выбирают в пределах 45°-50°. Это оптимальный при вертикальной сварке вариант. Для сваривания деталей в направлении снизу вверх выбирают электроды, диаметр которых не превышает 0,4 см.
Вариант #4: детали трубопровода
В домашних условиях часто приходится вспоминать, как заваривать электросваркой металлическую трубу. Сбоку детали обычно выполняется вертикальный шов, по окружности – горизонтальный. Трубы из стали сваривают встык. Все кромки обязательно хорошо провариваются.
Для того чтобы наплывы внутри трубы были минимальны, электрод подносят к изделию под углом не больше 45°. Ширина шва должна составить 0,6-0,8 см, высота – 0,2-0,3 см.
Сваривание труб проводится различными швами и на разных участках. В зависимости от толщины стенки детали и ее расположения выбирается диаметр электрода и тип шва
Перед началом сварочных работ соединяемые детали тщательно очищаются. Осматриваются торцы трубы. Если они деформированы, их выправляют или обрезают с помощью трубореза. Затем зачищают до металлического блеска кромки деталей изнутри и снаружи на расстояние как минимум 1 см от края. Затем приступают к сварке.
Стык сваривают не прерываясь до тех пор, пока он полностью не заварится. Для неповоротных стыков труб со стенками шириной до 0,6 мм выполняется два сварочных прохода, для изделий со стенками шириной от 0,6 до 1,2 см – три прохода, для деталей со стенками шире 1,9 см – четыре прохода.
При этом каждый последующий шов накладывается только после того, как с предыдущего снята окалина.
Наиболее важно качество первого шва. В процессе его выполнения должны полностью расплавиться все притупления и кромки. Трещин, даже самых маленьких, быть не должно. Если они есть, их выплавляют либо вырубают. После чего фрагмент снова заваривается. Аналогично выполняется сварка поворотных труб.
Как вести электрод и правильный угол наклона электрода
После розжига дуги контролируйте сварочную ванну. Удерживайте электрод на расстоянии 2-3 мм от поверхности свариваемых заготовок. Вы должны видеть и отделять сварочную ванну от шлака.
Сварочная ванна – это яркое белое пятно из раскалённого металла.
Электрод держите под углом от 30° до 60°, одновременно сохраняя оптимальное расстояние, т.к. стержень плавиться. Контролируйте его положение и состояние сварочной ванны. Ускоряйте или замедляйте движение руки в зависимости от различных условий и случаев.
Угол наклона электрода сварщик выбирает в зависимости от пространственного положения, сварного шва и выставленного тока. Чем быстрей вы ведёте электрод, тем меньше нагрев металла и величина провара. Если вести электрод медленно, то можно перегреть металл и прожечь дыру в изделии.
Тренироваться самостоятельно новичку сначала нужно на толстом листе металла. Задача: научиться разжигать сварочную дугу и вести электрод по горизонтальной поверхности, чтобы получился качественный шов.
После этого можно приступать к сварке в других пространственных положениях. Хорошим подспорьем для новичков станет видео — Сварка для «чайников» от FORUMHOUSE, в котором технический специалист Денис Замыслов расскажет об азах сварочного мастерства и выборе инверторного аппарата.
Какие виды сварочных инструментов бывают
Перед тем, как научиться пользоваться сваркой в домашних условиях, рассмотрим виды электросварочных инструментов. Дуга, возникающая при плавлении металла, может формироваться двумя способами — при помощи постоянного и переменного тока. Если сварка производится переменным током, то это говорит о применении трансформаторов. Постоянным током варят инверторные аппараты.
Трансформаторы для сварки применяются все реже, так как их вытесняют более эффективные, надежные, недорогие и легкие по весу инверторы. Трансформаторные виды аппаратов варят при помощи переменного тока, в результате чего происходит возникновение «скачков» дуги. Трансформаторные устройства имеют большой вес, так как их основу составляют металлические сердечники с медной обмоткой.
Если говорить о других недостатках трансформаторных сварочных аппаратов, то у них их очень много:
- Издает шум при работе
- «Садит» сеть при выполнении работ, поэтому наблюдаются перепады напряжения, негативно влияющие на работы бытовых приборов
- Новичкам очень трудно освоить технику соединения трансформаторной сваркой
Если говорить о преимуществах, то они также есть у трансформаторных устройств. Они не прихотливы в применении, служат практически вечно и стоят не дорого.
Инверторные аппараты работают от переменной сети 220В. Главное их отличие от трансформаторных устройств в размерах и весе. Вместо громоздкого трансформатора, в конструкции инверторных устройств используется плата с полупроводниковыми элементами. Они не только имеют малые габариты и вес, но еще и просты в применении. Если собираетесь научиться работать сварочным аппаратом, то делать это рекомендуется с применением инверторного устройства. Именно на примере инверторных сварочных устройств рассмотрим принцип нанесения сварочных швов с целью объединения двух металлических деталей.
Расчет мощности аппарата
Перед тем, как приступать к расчету мощности аппарата, необходимо знать следующие параметры:
- диапазон входного напряжения и сварочного тока;
- напряжение сварочной дуги;
- КПД конкретного прибора;
- продолжительность включения;
- коэффициент мощности.
Интервал сварочного тока показывает, при каких параметрах сети можно работать. Это связано с тем, что на самом деле в бытовых электросетях не наблюдается заявленных 220 вольт. Иногда напряжение может быть меньше 200 В, а иногда – существенно превышать 220 В.
При подключении сварочного аппарата к электросети может наблюдаться падение напряжения на 5-10 процентов от номинального значения.
Принципиальная схема регулятора тока.
В связи с этим целесообразно обратить внимание на модели, для которых заявлен рабочий интервал от 150-170 до 220-250 вольт. Именно такие устройства способны обеспечить лучшие показатели мощности.
Диапазон сварочного тока определяет его наибольшее и наименьшее значение. От данной характеристики напрямую зависит мощность инвертора. Для бытовых моделей минимальные значения могут варьироваться от 10 до 50 А, а максимальные – от 100 до 160 А.
Напряжение выходного тока или напряжение сварочной дуги варьируется в интервале 20-30 В для дешевых моделей. КПД у приборов с максимальным током в 160 А обычно не превышает 0,85%.
Одной из важных характеристик инвертора является продолжительность включения. Данный параметр фактически свидетельствует о том, насколько качественно то или иное устройство. Смысл критерия сводится к соотношению времени работы к «отдыху».
Например, если данный показатель составляет 50%, то на каждые пять минут работы устройство должно охлаждаться такой же промежуток времени. Таким образом, чем ниже этот параметр, тем длиннее будут перерывы.
Высокий процент наоборот свидетельствует о том, что прибор можно использовать продолжительный период времени без перерывов.
Коэффициент мощности сварочного инвертора напрямую зависит от продолжительности включения. Расчет для определения данной характеристики определяется из соотношения времени непрерывной работы к общему времени.
Давайте рассмотрим все на простом примере. Рассчитаем мощность инверторного аппарата для сварки, проработавшего 4 минуты до срабатывания защиты. Затем ему необходимо было остывать две минуты, прежде чем он стал готовым к работе.
Итак, чтобы узнать какой коэффициент у данного устройства, необходимо три разделить на пять – общее время работы, и умножить на сто. Получаем искомую величину. Для бытового мини варианта и полупрофессионального оборудования коэффициент не превышает 0,6-0,7.
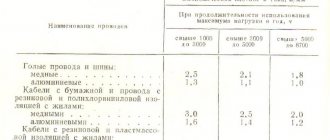
Таблица характеристик сварочного аппарата.
Допустим, имеется прибор, для которого необходимо электроснабжение 160-220 В, а его максимальный ток равен 160 ампер при напряжении дуги 23 вольта. Пусть коэффициент полезного действия такого прибора составляет 0,89, а ПВ 60%.
Перечисленных выше параметров вполне достаточно для расчета потребляемой мощности. Необходимо умножить ток на напряжение дуги и разделить все это на КПД. В результате получиться 4135 Ватт.
Данное значение показывает мощность, потребляемую непосредственно во время работы. Однако, как уже было сказано ранее, необходимо учитывать также и продолжительность включения. Чтобы это сделать, нужно 4135 умножить на 0,6. Получится 2481.
Данная величина является средней мощностью. Она считается наиболее актуальной и правильной при определении расхода электроэнергии.
Подобный подход наиболее приближен к действительности. Ведь очень редко можно встретить ситуацию, когда инвертор работал бы сутками напролет без перерывов. Паузы и задержки случаются всегда, без них просто не обойтись.
Стоит хотя бы учесть время, необходимое для смены электродов или для подготовки деталей к сварке.
Что такое сварочный инвертор и как он работает
Инвертором это устройство назвали потому, что он преобразует переменный ток сети 220 В с частотой 50 Гц, в высокочастотные колебания, а затем — в постоянный ток. При этом устройство имеет высокий КПД: порядка 85-90% и даже при довольно больших нагрузках счетчик «мотает» немного. Во всяком случае, бешеные счета вам оплачивать не придется. Расход будет чуть выше, чем без сварки, но ненамного.
Этот небольшой ящик и есть инверторный сварочный аппарат
Большинство инверторных сварочных аппаратов работают от бытовой сети 220 В (есть аппараты и от 380 В). И это — один из их плюсов. Причем, они практически никак на нее не влияют, т.е. не «садят» напряжение. Насчет соседей будьте спокойны: они и не будут знать, что вы занимаетесь сваркой. Второй немаловажный плюс в том, что они более-менее нормально могут работать и при пониженном напряжении. Нужно, конечно, смотреть в характеристиках, но при 170 В большая их часть еще позволяет работать электродом 3 мм. Это очень важно особенно для сельской местности, где низкое напряжение — скорее норма, чем исключение.
Что еще хорошо для новичков — что дугу при инверторной сварке и получить и удержать легче. И вообще, по мнению многих варит от «мягче» и дуга у него «легче». Так что хотите научится варить — пробуйте сначала инверторной сваркой.
Как выбрать производителя сварочного инвертора
Теперь вы знаете, как выбрать сварочный инвертор по технических характеристикам. Остается самая сложная задача: выбрать марку аппарата, а вернее, производителя.
Китайские сварочные аппараты или ?
В категории бытовых сварочных инверторов практически все агрегаты родом из Китая. Есть совсем неизвестные никому марки, есть работающие годами и заработавшие определенный авторитет. Известные китайские марки — это, как правило, оборудование, выпускаемое солидными заводами, оснащенными современным оборудованием.
«Хозяевами» бренда бывают европейцы, американцы и даже россияне, а производственные мощности размещены в Китае. Эта схема уже давно отработана и хорошо известна. Потому в последнее время в описаниях аппаратов появилось даже две строки: «родина бренда» и «страна изготовитель». Назвать эти инверторы «китайскими» вроде, и не совсем правильно, но произведены то они там. В общем, решать вам.
Известные на рынке китайские инверторные сварочные аппараты имеют не самые низкие цены. Зато они проверены, и у большей части есть сеть сервисных мастерских или договор на ремонт с какой-то из аналогичных служб. Вот несколько таких марок, которые имеют в основном, неплохие отзывы:
- Сварочные инверторы Ресанта. Родина бренда — Латвия, производитель — Китай. Есть три линейки: САИ — модели с максимальным сварочным током от 140 А до 250 А, напряжение питания от 170 В до 250 В. Цена от 6,5 тыс руб за САИ 140, до 14 тыс. руб. за 250 амперную модель.
- САИ ПН — модели, работающие на пониженном напряжении — от 150 В. Цена от 11 тыс. руб. за 160 амперный агрегат, до 18-19 тыс. руб за мощность 250 ампер.
- САИ К — компактные модели, имеющие меньший вес и габариты, а характеристики как у САИ. По цене от 7,3 тыс. руб за 160 амперный аппарат, до 12 тыс. руб за 250 А.
Сварочные инверторы Ресанта линеек САИ, ПН (пониженное напряжение) и К (компактные) (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
- Бытовые модели ARS 165, ARS 205;
- Сварочные инверторы Fubag (Фубаг), родина бренда — Германия, производитель — Китай или Франция. Серию IN собирают во Франции, а серию IR в Китае. Допустимое отклонение в питающем напряжении 220 В +/- 15% (190 — 250 В). Серия сварочников Fubag IN может работать в MMA и TIG режиме (сварка в аргоновой среде, для режима ТИГ нужен специальный комплект оборудования — покупается дополнительно). Цена от 11,8 тыс рублей за аппарат мощностью 16 Ампер, до 18 тыс руб. за мощность 220 ампер.
- Серия инверторнызх сварочных аппаратов IR — это только сварка MMA, есть функции «антизалипание» и «горячий старт». Цена от 7 тыс. руб. за 160 амперный и до 9,5 тыс. руб за 220 ампер.
- Еще один представитель российских инверторов, выпускаемых в Китае — инверторные сварочные аппараты «Кедр». Серия «Кедр MMA» — работают только с плавящимся электродами. Есть функция «горячий старт» и «антизалипание». Цены от 7,5 тыс. руб. за самые маломощные (170 Ампер) и до 9,5 тыс. руб. за агрегат мощностью 220 Ампер.
- Серия «Кедр ARC» агрегаты профессиональной серии, в них присутствует еще функция стабилизации дуги, цена от 10,5 тыс. руб за агрегат мощностью 160 ампер, и до 28 тыс. руб за 400 амперный агрегат.
- Сварочные инверторные аппараты «Интерскол». Это еще один бренд родом из России, выпускающий аппаратуру в Китае. Особенность комплектации: вилка подключения к электросети не входит в комплект. Заявлено, что работает аппарат при питании от 140 до 240 В. Есть две линейки: «Интерскол ИСА, для MMA (ручной электродуговой сварки плавящимся электродом). Цены от 6,5 тыс. руб. за аппарат выдающий 160 ампер, до 10 тыс. руб. за мощность 250 ампер.
- Серия Интерсокл ИСП — кроме сварки ММА может работать в режиме MIG/MAG (в среде инертных или защитных газов). Цена за ИСП 160 ампер — 19 тыс. рублей, за ИСП 200 ампер — 21 тыс. руб.
- Сварочные инверторы FoxWeld («Фоксвелд») — китайского производства. Неплохие характеристики, широкий выбор. Есть несколько линеек бюджетных сварочников для дачи, работающих на пониженном напряжении. FoxWeld Дачник — цена от 7,2 тыс рублей за агрегат мощностью 160 А. Цифровой дисплей с крупными цифрами облегчает восприятие информации. Напряжение питания — 180-240 В, правда не самые хорошие показатели работы на максимальном токе: ПВ 40%. НАпряжение холостого хода 56 В.
- FoxWeld Корунд — При общих аналогичных характеристиках имеет лучшую вольт-амперную характеристику: напряжение холостого хода 78 В.
- FoxWeld Мастер может работать с комплектом аргоннодуговой сварки. ПВ на максимальном токе еще ниже: 35%. Есть функции «горячего старта» и «антизалипания», форсаж дуги.
Российские сварочные инверторы
Сварочных аппаратов, которые производятся в России, немного. Несколько лет назад появились инверторы «Торус», которые отвечают заявленным характеристикам и дают стабильную дугу. Что радует — длительная гарантия — 3 года. Такой срок встречается очень нечасто, так что это уже вселяет надежду на то, что работать все должно хорошо. Линеек две:
- Бытовые аппараты «Торус» — 165 , 175, 200, 210 (это мощность в амперах). Цена от 13 тыс. руб. за 165 амперную модель до 15 тыс руб. за более мощные — 200-210 ампер, ПВ на максимальном токе 60%.
- Профессиональная линейка Торус 235 Прима, 250 Экстра, Торус 255 Профи (от 17,3 тыс. руб до 20,5 тыс. руб), ПВ на максимальном токе 80%.
Заявленное питающее напряжение 165-242 В. Обратите внимание, сварочные кабели не входят в базовую комплектацию. Их нужно покупать отдельно.
Испытания сварочного инверторого аппарата Торус 250 смотрите на этом видео.
Выпускают в Росии и инверторные сварочники Inforce. Они относятся к категории профессиональных, есть всего две модели на 200 и 250 ампер. Работать могут как в режиме MMA так и TIG (горелка и баллоны с газом приобретаются отдельно). Регулировка тока плавная — от 50 до 200/250 ампер, соотношение работы/отдыха на максимальном токе — 60%. Цена инверторов Inforce 16-21 тыс, рублей.
В Нижнем Новгороде на предприятии «ЭлектроИнтел» выпускают инверторные сварочные аппараты Neon (Неон). Эта техника разработана для работы в суровых условиях: нормально варит при температуре от -40°С до +40°С. Аппараты универсальные — работаю тоже как в режиме ручной электродуговой сварки, так и в режиме TIG. Для аппаратов такого типа цена очень даже невысокая. Например, сварочный инвертор NEON (Неон) ВД 160 стоит 9,7 тыс. руб. Вторая модификация, которая может подойти для бытового использования (для строительства, например) Это NEON ВД 180 продается по цене 12,5 тыс. рублей. Аппараты имеют все сервисные функции и многоплатную структуру (более ремонтопригодные, чем одноплатные аналоги). Соотношение работы/отдыха ПВ на максимальном токе — 80% (измерялось при температуре +40°C).
Принцип работы инвертора и его подключение
Сварка инвертором основана на принципе создания электрической дуги путем замыкания двух контактов. Для этого используют компактные аппараты, где в середине размещен понижающий трансформатор. В нем напряжение опускается до безопасных значений (36-70 В), а сила тока возрастает до показателей, способных плавить металл. Температура сварочной дуги может достигать 5000 градусов.
После трансформатора ток попадает на диодный мост и выпрямляется. Прохождение через ключи аппарата и транзисторы содействует обратному преобразованию напряжения в переменное, но с возросшей частотой. Вместо 50 Гц оборудование выдает 20-50 кГц. Потом оно выпрямляется повторно.
Такое напряжение позволяет формировать более гладкие швы с мелкой чешуей и обеспечивает полное перемешивание молекулярной структуры металлов. Прочные соединения выдерживают повышенные нагрузки на преломление и разрыв, а при испытании давлением, показывают должную герметичность.
Из-за малого веса инверторы очень популярны у частных мастеров и различных строительных бригад. Научившись варить таким аппаратом можно не только решать текущие задачи в частном доме, но и начать зарабатывать на этом.
Сварочные генераторы
Это достаточно сложное оборудование, которое объединяет в себе генератор (бензиновый или дизельный) и источник сварочного тока. Причем сварка может быть и от постоянного, и от переменного тока. Оборудование уже довольно дорогое, но оно — оптимальный вариант для тех поселков или стройплощадок, где электричества пока нет, или оно очень нестабильно. Если ваш дачный поселок пока не электрифицирован, вам необходим подобный агрегат.
Сварочный генератор — это комбинация дизельного или бензинового электрогенератора и сварочного аппарата
Могут ли обычные аппараты электросварки работать от генератора? Могут, но если от него питаются еще и бытовые приборы или другая электрика в сети, то на время работы их придется выключать: напряжение будет «скакать», из-за чего они могут поломаться. Есть еще один момент: для сварочных аппаратов требуется генератор более простой конструкции (они не так требовательных к характеристиками источника питания). Потому его схема намного проще. В результате сварочный генератор стоит меньше, чем пара электросварка+генератор.
Если у вас нет электричества, или с ним бывают существенные перебои, выгоднее купить не сварочный аппарат для дома и/или дачи, а сварочный генератор.
Выбор тут начинают с типа генератора: бензиновый или дизельный. Затем выбираете тип источника сварного тока: трансформатор, выпрямитель или инвертор. Затем уже идут обычные параметры электросварки, описанные выше.
Что нужно для работы инвертором
Сварочный аппарат инверторного типа или источник питания необходимый для создания сварочной дуги. Существует огромное количество различных производителей и марок инверторов, разумеется, цены на инверторы значительно отличаются.
Однако, принцип работы всех инверторов одинаков, различия существуют в вольт-амперной характеристике и качестве оборудования.
Чтобы приступить к работе необходимо:
- Сварочный аппарат;
- Электроды;
- Маска;
- Сварочные краги;
- Спецодежда (роба) и спецобувь
- Молоток (секач) сварщика
- Щетка по металлу
Если вы в первый раз решили попробовать себя, выбирайте недорогие материалы и инструменты. Для обучения подойдет сварочный инвертор средней ценовой группы (который можно взять в аренду), электроды 3 мм и маска Хамелеон.
Необходимые инструменты
Для сварочных работ необходим набор инструментов и спецзащиты. Это непосредственно сам сварочный аппарат, электроды, молоток и щетка. Диаметр электродов зависит от материала, над которым предстоит работать.
Не стоит забывать и о защите. Для защиты глаз обязательно необходима сварочная маска, также нужно надеть одежду из плотного материала и замшевые перчатки и прочную обувь. Еще пригодятся приборы, преобразующие переменный ток в постоянный — это выпрямитель, инвертор или трансформатор.
На что еще обратить внимание при выборе
В завершение поделюсь своим мнением, какие дополнительные функции будут не лишними для прибора. Ведь во многом качество и удобство в работе определяют и даже незначительные параметры. Например, немаловажную роль для безопасности имеет класс защиты. В документах эта информация должна быть обязательно.
Кроме разделения приборов по питанию от трехфазной или однофазной сети, следует обратить внимание, присутствует ли такая хорошая функция, как антизалипание. Если электрод прилип к поверхности, будет крайне полезным автоматическое отключение аппарата от сети.
Также помогает в работе «горячий старт». Он позволяет быстро зажечь дугу. А наличие дисплея поможет не путать режимы работы и предоставит полезную информацию. Есть универсальные инверторы, в которых переход на аргонодуговую сварку осуществляется в одно касание.
Видео покажет, по каким критериям выбрать сварочный аппарат, мощность потребления электроэнергии которого позволит сэкономить:
Как правильно сварить металл?
Для правильного выполнения процесса необходимо изучить и поэтапно выполнить все операции, описанные ниже.
Также необходимо помнить, что новичку нужно в первую очередь следить за качеством работы, тщательностью выполнения операций и отработкой навыков, а не за скоростью производства работ.
Итак, первый этап – подготовка:
- Собираем все необходимые инструменты и приспособления, надеваем спецодежду;
- выполняем зачистку кромок детали, обезжириваем их;
- подключаем электрод;
- выполняем предварительную сборку на прихватки; размер прихватки может быть различным, обычно прихватки выполняют по 10-50 мм, либо в виде точек (для маленьких деталей).
Когда речь идет о работе с трубами, длина прихватки должна быть не менее 2-5 толщин стенки трубы.
Второй этап – сварка элементов. Процесс начинается с розжига дуги. Есть два основных способа:
1ый – касанием: сварочная дуга зажигается при коротком прикосновении к поверхности металла, важно сразу убрать дугу, чтобы не произошло залипание.
2ой – чирканьем: сварочная дуга зажигается при проведении (как спичкой) по поверхности металла. Данный способ предпочтителен, поскольку при нем металлу сложно залипнуть, но он не всегда применим ввиду стесненных условий.
Важный момент при сварке — это наклон электрода. Если вы усвоите как правильно держать электрод, то сможете избежать многих неприятных последствий. Существуют три основные положения:
1.Углом вперед – сварочную дугу отклоняют от нормали на 30-60 градусов, образуя острый угол между дугой и швом. При таком положении выполняют горизонтальные, а также вертикальные швы, потолочные швы, а также выполняют стыковку труб при отсутствии возможности поворота трубы при сварке.
2. Углом назад – сварочную дугу отклоняют от нормали на 30-60 градусов, образуя тупой угол между дугой и швом. Данное положение подходит для угловых и стыковых соединений.
3. Под прямым углом – между дугой и швом образуется угол 90 градусов. Такое положение наиболее часто применимо в труднодоступных местах.
Как выбирать аппарат для электросварки
Если с типом сварочного аппарата (трансформатор, выпрямитель, инвертор, автомат или генератор) вы определились, необходимо выбирать модель. Есть несколько ключевых параметров, которые облегчат этот процесс:
- Питающее напряжение: 220 В или 380 В. Для быта обычно берут сварочники, работающие от 220 В. Все типы сварочных аппаратов кроме инверторов достаточно требовательны к его характеристикам. Это только инверторы без проблем могут работать в диапазоне 180-250 В. У остальных при повышении срабатывает защита (они отключаются), а при понижении сильно падают параметры. Трехфазные аппараты на 380 В, как правило более мощные и надежные, но и стоят дороже (минимально — порядка 20-30 тыс. рублей). Их чаще приобретают для производства, на крупные СТО. Для сварки «для себя» своими руками мощность этих агрегатов избыточна.
- Выходной ток. Если вы выбираете сварочный аппарат для дома и дачи, использовать его будете периодически, для большинства работ достаточно тока 160-180 Ампер (инверторами на этом токе можно работать электродами 3-4 мм без проблем). Если предполагаете варить толстый металл, больше чем 190-250 Ампер вам ни к чему. Промышленные модели могут выдавать до 500 А.
Каким током нужно варить при разных электродах (общие рекомендации, точно подбирайте опытным путем) - Напряжение холостого хода. Измеряется на аппарате без нагрузки. Может быть от 45 В до 80-95 В. От этого параметра зависит легкость розжига дуги. Чем выше напряжение холостого хода, тем проще начинать сварку. Также повышенные характеристики гарантируют более стабильную дугу, что облегчает сварку. Этот параметр учитывают при выборе типа электродов: одним для розжига достаточно небольшого напряжения (риутиловое покрытие), другим — нужны повышенные значения (основное покрытие).
| Толщина металла, мм | Диаметр электродов, мм |
| 1,2 — 2,0 мм | 1,5 мм |
| 1,5 — 3,0 мм | 2,0 мм |
| 1,5 — 5,0 мм | 2,5 мм |
| 2,0 — 12,0 мм | 3,0 мм |
| 4,0 — 20, мм | 4,0 мм |
| 10 — 40 мм | 5,0 мм |
- Максимальный диаметр электродов, с которыми может работать агрегат. Этот показатель, кроме подбора электродов, влияет также на толщину металла, с которой аппарат может работать.
Несколько общих советов по выбору аппарата для сварки. Чтобы решить, какой сварочный аппарат лучше для дома, отталкивайтесь от тех задач, которые вам нужно будет решать. Для сварки черного металла достаточно трансформатора. Если нужно будет варить конструкционную или низколегированную сталь — нужен инвертор. Для сварки тонких или цветных металлов — полуавтомат.
При работе со сварочным аппаратом вам обязательно нужна сварочная маска и лучше — хамелеон, а также рабочие перчатки или краги сварщика
Часто решающим фактором оказываются габариты. Если вам необходим переносной, портативный и компактный сварочный аппарат — это инвертор, питающийся от сети 220 В. Он имеет совсем небольшие размеры и вес. Его легко переносить даже просто на плече, повесив на ремень. При этом он работает с большим спектром материалов, дает возможность получить хороший шов.
Если электропитание у вас далеко от идеала, то вам тоже подойдет инверторный сварочник: они не боятся перепадов напряжения и раотают даже при понижении до 180 В. Некоторые модели, разработанные специально для пониженного напряжения, работают вообще при 160 В.
Эти же аппараты рекомендуют и начинающим сварщикам: у некоторых из них есть несколько полезных функций, которые значительно облегчают работу новичку в сварке:
- Режим Hot Start — «горячий старт» — облегчает розжиг дуги. В момент начала сварки выдается дополнительный импульс тока, облегчающий розжиг;
- Anti-Stick — «против залипания». В начале работ новичку тяжело правильно подобрать параметры сварки. В результате электрод «прилипает» к детали. При работе с трансформаторами и выпрямителями оторвать его потом непросто. В инверторах автоматически понижается ток, и электрод можно оторвать без особых проблем.
- Arc Force — повышенная мощность. При быстром приближении электрода повышается сила тока, предупреждая залипание электрода.
Если вы новичок в сварке и решаете, что лучше — инвертор или трансформатор — для вас выбор просто: однозначно инвертор (как выбрать инверторный сварочный аппарат читайте тут). У него есть только один недостаток: после того как вы научитесь работать на инверторе, работать на трансформаторе без переобучения вы не сможете. Из других недостатков: он не любит пыль, особенно металлическую. Потому рядом с ним лучше не зачищать металлы и не работать болгаркой или шлифмашинками. Ну, и как любое электрообороудование, они не любят влажности и боятся конденсата.
Последовательность действий
Пошаговая инструкция предусматривает выполнение нескольких видов работ. Сначала потребуется оснастить сварочный инвертор. От него отводят 2 кабеля. Один предназначен для подключения провода массы.
На другой, достаточной длины, подключают промышленный или самодельный держатель. Процесс обучения электросварке – дело достаточно сложное и требует большого времени.
Начало сварки: зажигаем дугу
Когда все собрано и подключено, надев маску, можно начинать розжигать электрическую дугу. Используйте для тренировки черновой кусок металла. Возбуждение дуги осуществляется постукиванием по поверхности или чирканьем о нее, как спичкой.
Новый электрод имеет оголенный кончик и зажигается достаточно быстро. Электрод, которым уже варили, если он успел остыть, поджигается труднее, поскольку у него на конце образовался «козырек» из обмазки. Нужно ударить 3-4 раза, чтобы ее отбить. Но не перестарайтесь, иначе без обмазки стержень начнет прилипать к изделию.
Наклон электрода
Когда дуга загорелась, не паникуйте. Привыкните к специфическому свету. Ваша задача — сперва научиться держать зазор между электродом и изделием в пределах 3-5 мм. Не пытайтесь сразу варить стык. Просто учитесь держать дугу, чтобы она не тухла (при чрезмерном удалении) и электрод не прилипал (при чрезмерном приближении).
Задача осложняется тем, что длина плавящегося электрода постоянно укорачивается, поэтому приходится приближать руку к изделию. «Твердая рука» приходит со временем, поэтому придется спалить не один электрод, прежде чем привыкните.
Когда уже освоили удержание электрической дуги, можно переходить к сварке. Прежде всего держите правильно электрод. Обычно варят, наклонив его на себя в пределах 30-60º. Некоторые сварщики выбирают оптимальное положение наклона 45º. Сварка углом назад обеспечивают хорошую видимость сварочной ванны, металл прогревается глубже. Сварка углом вперед (когда шов ведут от себя) содействует уменьшению прогрева. Это подойдет для соединения тонких металлов 1-2 мм.
Варить можно справа-налево или слева-направо, наклоняя электрод по разные стороны сварочной ванны. Здесь все зависит от доступа к месту соединения.
Движения электрода
На тонких металлах 1-2 мм, где две стороны плотно приставлены друг ко другу, никаких дополнительных движений не требуется. Возбуждается дуга, электрод выставляется на начало стыка, и медленно ведется вдоль линии соединения. Шов получится узкий, чешуйчатый.
На толстых металлах предусматривают зазор 1-2 мм, чтобы жидкий металл проник глубже. Если толщина пластины свыше 5 мм, необходима разделка кромок под углом 45 градусов. Тогда первый шов (называется корневой) прокладывается без дополнительных движений. А последующие нужны для заполнения ширины и требуют поперечных колебательных манипуляций. Это могут быть движения:
- полумесяцем;
- по круглой, треугольной спирали;
- зигзагами.
В идеале располагать деталь под небольшим наклоном, чтобы жидкий шлак не затекал в сварочную ванну. Если такой возможности нет, периодически делайте резкое движение кончиком электрода в сторону, откидывая шлак. Иначе возникнут непровары.
Какую выбрать полярность при сварке металла электродами
Инвертор для ручной дуговой сварки выдает постоянный ток. Если посмотреть на переднюю панель аппарата, то вы увидите, что на ней находятся два разъёма для подключения сварочных кабелей с метками + и -.
Прямая полярность: к плюсу аппарата подключается «прищепка», а к минусу держак.
Обратная полярность: к плюсу аппарата подключается держатель электрода, а к минусу зажим «прищепка» — масса.
Какую полярность выбрать? Об этот вопрос сломано немало копий. Если открыть учебные материалы по сварочному делу и спросить в интернете, часто можно услышать мнение, что на «прямой полярности» свариваемый металл лучше прогревается и проплавляется.
Практика это опровергает.
При сварке, на контакте с плюсом, выделяется больше тепла, поэтому на обратной полярности, держак подключён к плюсу, провар всегда глубже. В результате, на обратной полярности лучше сваривать металл с толстыми стенками. Это — профильная труба, пластины, уголок с толщиной 4-5 мм. И наоборот, на прямой полярности надо сваривать тонкий металл, толщиной не более 1.5-2 мм, чтобы избежать проплавления стенок и появления дырок.
Убедится в правдивости этого высказывания вы можете на практике. Возьмите сварочный инвертор, установите сварочный ток на 100 А. Подключите к разъёмам аппарата держатель электрода и массу и разрежьте металл, — пластину толщиной 4-5 мм, уголок или арматуру сначала на прямой, а потом на обратной полярности, не меняя силу тока и электрод диаметром 3 мм. Вы увидите, что на обратной полярности резка металла идёт быстрее.
Критерии выбора оборудования и материалов
Перед началом любого обучения необходимо оборудовать сварочный пост домашнего умельца. В первую очередь это касается сварочных аппаратов и электродов, а затем уже переходить к азам.
Для проведения разовых работ можно арендовать сварочный аппарат у специализированных компаний, но если работы предстоит много, лучшим решением будет покупка надежного, с достаточным уровнем мощности агрегата.
Можно выполнить сварку газом, но это более затратный способ. Для различных целей промышленностью выпускаются следующие виды оборудования:
- сварочный аппарат (трансформатор), предназначен для преобразования переменного токов в сварочный ток большой силы. Дешевые аппараты для сварки могут сильно перегреваться даже при небольших нагрузках, да и сварочный ток они выдают неравномерный с большими перепадами;
- выпрямители преобразуют переменный ток сети в постоянный. Это наиболее производительные аппараты, обладающие хорошими характеристиками, но стоят они на порядок дороже;
- современные инверторы способны преобразовывать переменный ток в постоянный, они отличаются высокими производительными характеристиками при небольших габаритах и весе. На сегодняшний день это самый доступный, надежный вид сварочного оборудования, многие сварщики пользуются ими. Это оптимальный вариант для начинающих, на котором можно отрабатывать азы работы с электродами.
Начинающим надо знать, что для электродуговой сварки применяют электроды. Информация об электродах относится к азам обучения. От качества электрода и подходящего по составу сердечника зависит успех сварки.
Изделие достаточно простое по конструкции. Это стальная проволока из различных материалов и сплавов, с нанесенной на нее специальной обмазкой (покрытием).
Покрытие предотвращает попадание в сварочную ванну нежелательных газов. Для бытового использования наиболее подходят электроды с толщиной сердечника 3 мм. Ручная сварка очень тонкого листового металла производится электродами сечением 2 мм.
Выбор сварочного аппарата
Для того чтобы сварить арматуру под бетон, соорудить металлическую ограду или починить лопнувшую трубу непременно понадобится электросварочный аппарат. Какую сварку выбрать для домашних нужд?
Главные свойства домашнего сварочного аппарата
Сварочный аппарат для дома должен быть удобным в использовании и безопасным. Современное сварочное оборудование обладает небольшими габаритами и массой относительно советских моделей. Сварочные аппараты легко переносить на место, где необходимо произвести сварку.
Перед покупкой следует определиться, в каких целях будет использоваться сварочное оборудование. Если аппарат нужен для сварки пластиковых труб, то нет смысла тратиться на оборудование, предназначенное для сварки или резки металла.
Для работы со сварочным оборудованием необходимо постоянное стабильное напряжение. Однако некоторые модели позволяют работать с напряжением, отклоняющимся от нормы на 15 %.
Организация рабочего места и надежная экипировка сварщика
При сварке электродами происходит сильное инфракрасное излучение. Для защиты глаз и кожи необходимо использовать специальную сварочную маску и защитную одежду из плотного материала.
Сварочную маску лучше покупать со стеклом хамелеоном, с возможностью регулировки степени затемнения стекла. На руки нужно одевать спилковые перчатки или варежки. Защитной одеждой надо пользоваться независимо от того, начинающий ты сварщик или специалист.
Место сварки нужно огораживать защитными экранами, для предохранения поражения глаз окружающих, особенно в домашних условиях. Сварочная обувь не должна быть подбита гвоздями.
В такой обуви сварщик будет постоянно пританцовывать даже при незначительной сырости воздуха. Перед сваркой обязательно убедитесь в надлежащем заземлении рабочего места.
Закончив подготовительные работы можно приступать к обучению сварочному делу и получению азов.
Что нужно купить, чтобы приступить к сварке
На этот вопрос отвечает статья — Инструменты и принадлежности для ручной дуговой сварки: базовый набор. Если кратко, то вам потребуются для начала сварки инвертором в домашних условиях:
- Электроды.
- Маска сварщика.
- Краги или защитные перчатки.
- Защитная курка, штаны и закрытая обувь.
- Молоток сварщика и щетка для удаления шлака.
О выборе маски для сварки металла специалист рассказывает в этом видео.
Оптимальный выбор начинающего сварщика – маска со светофильтром типа «хамелеон».
Её неоценимый плюс, по сравнению с обычным защитным щитком с затемнённым стеклом, – сварщик видит свариваемые детали. Ему не нужно поднимать и опускать маску, т.к. «хамелеон» автоматически затемняется при появлении сварочной дуги и надёжно защищает глаза.
При прекращении сварочного процесса стекло автоматически просветляется. Это упрощает работу. Новичок в сварке не нахватается т.н. «зайчиков» от яркой вспышки дуги, если не вовремя опустит маску с обычным стеклом.
Техника безопасности + возможные дефекты
Процесс сварки должен быть не только правильным, но и безопасным. Потерять зрение, или крупный ожог – одни из многих опасностей, подстерегающих человека, решившего стать на путь сварщика в РФ.
Меры предосторожности:
- осмотр инструментария на наличие механических повреждений;
- заземление;
- регулярная проверка соединения заготовки с контактом;
- качественная изоляция кабелей;
- влажность не более 75%;
- использование маски, перчаток и других средств индивидуальной защиты;
- наличие огнетушителя рядом с рабочим местом.
Теперь о дефектах. Для начинающего сварщика проколы при обучении в порядке вещей. Зная причины тех/иных искажений, человек сможет предупредить возникновение подобных ситуаций, следовательно, риск оказаться в невыгодном положении снижается в разы.
Идеальный шов внешне аккуратный, с одинаковой толщиной и высотой вдоль всей длины. При наличии косяков, в 80% случаев они будут видны сразу. Давайте детальнее рассмотрим наиболее распространенные дефекты.
| Дефект | Причина |
| Непровар | Возникает при большой скорости перемещения прутка вдоль шва, либо из-за неправильной калибровки напряжения в цепи. |
| Подрез | Канавка вдоль шва. Возникает из-за слишком большой длины электрической дуги. Для исправления в процессе сварки требуется корректировка силы тока. |
| Прожог | Дырки в свариваемой поверхности на месте шва. |
| Пористость | Когда сквозняк в помещении сдувает газовое облако, защищающее от внешнего воздействия ванну. |
Иногда могут появиться поперечные/продольные трещины, но здесь уже недочет косвенно касается сварщика, ибо материал может просто не выдержать температурного режима. Для каждого типа металла требуется подбирать частные условия работы. Застраховать себя от неудач не может в этом плане даже опытный сварщик.
Основные ошибки
Рассмотрим основные ошибки, которые допускают новички при сварке РДС:
- Спешка. Не нужно спешить вести электрод, металл должен проплавиться, поэтому привыкните к медленным спокойным движениям.
- Неспособность отличить шлак от металла. Нередко новички думают, что заварили стык, но после отбития шлака в нем много непроваров. Дело в том, что при сварке кажется, что соединение заполнено жидким металлом — на самом деле это шлак. Жидкий металл через светофильтр выглядит белым, а шлак — красным.
- Дрожащая рука. Добиться постоянного зазора между кончиком электрода и изделием поможет опора для руки. Никогда не держите руку на весу, иначе электрод будет прилипать. Опереть руку можно на стол, колено.
- Не стоит сразу отбивать шлак. (хоть и очень хочется проверить качество соединения). Дайте ему немного остыть. Так Вы не повредите шов, а отлетевший горячий шлак, попавший на кожу, не причинит ожога.
Разница между сваркой переменным и постоянным током
Понимая отличия переменного и постоянного тока, а также особенности сварочных аппаратов, вырабатывающие их, рассмотрим разницу в сварке.
Сварка переменным током
Сварка постоянным током
Дуга на переменном токе горит менее стабильно, возможно случайное затухание при небольшом изменении зазора между электродом и изделием. Присутствует характерный треск. Манипулировать дугой сложнее, порой она «гуляет», труднее задавать форму шва.
При сварке на переменном токе присутствует разбрызгивание металла, дуга «плюется». Электроды на переменном токе расходуются быстрее. Во время выполнения потолочных и вертикальных швов перенос присадочного металла осложняется, некоторая его часть скапывает под действием силы тяжести вниз.
Но сварочные аппараты, работающие на переменном токе, стоят дешевле выпрямителей и инверторов. У них простейшая конструкция и внутренние узлы, которые легко переносят суровые условия на стройке, в гараже, цеху. Ломаться здесь практически нечему — может только сгореть обмотка от перегрева. Если не перегревать трансформатор, то он будет служить долгие годы.
Аппараты не боятся пыли, а регулировка силы тока осуществляется приближением или отдалением первичной обмотки от вторичной. Все элементы простые и надежные, оборудование имеет повышенную ремонтопригодность с низкой стоимостью комплектующих.
Сварка на постоянном токе отличается стабильной дугой, шов вести легче, контролируя чешуйчатость, ширину и высоту валика. Дуга не трещит, а шелестит. Жидкий металл разбрызгивается меньше, капля лучше переносится на изделие. Постоянный ток более удобен для сварки не только в нижнем, но и в вертикальном и в потолочном положении.
Когда входящее напряжение «скачет», аппараты с постоянным током теряют только силу рабочего тока, но дуга остается стабильной. Качество шва уже не зависит на 100% от опытности сварщика, а обеспечивается лучшими характеристиками сварочного тока.
Но инверторы стоят дороже, чем трансформаторы. У них более сложное внутреннее оснащение и дорогостоящий ремонт. Инверторные сварочные аппараты чувствительны к пыли и ударам, тряске. При использовании на стройке или в цеху следует быть осторожным, а также регулярно продувать внутренние схемы от пыли.
Подведем итоги
Научившись работать со сварочным оборудованием, станет возможно решение многих бытовых задач, часто возникающих в работе на даче или в гараже. Новичкам следует особое внимание обращать на полярность сварки инвертором деталей различной толщины.
Поняв, как правильно настраивать оборудование и выбирать электрод удастся получать качественные швы на любом изделии. Обязательно обращайте внимание на прямую и обратную полярность подключения сварочного инвертора.
При сваривании толстых деталей используется прямая полярность при сварке инвертором, а для тонких – обратная.
Источники
- https://moiinstrumentu.ru/kak-varit-svarkoj.html
- https://WikiMetall.ru/spravochnik/kak-nauchitsja-varit-jelektrosvarkoj.html
- https://mrmetall.ru/kak-pravilno-varit-jelektrodami-nachinajushhim-jelektrosvarkoj/
- https://sovet-ingenera.com/santeh/svarka/elektrosvarka-dlya-nachinayushhix.html
- https://kak-sdelano.ru/instrumentyi/cvarka-invertorom-dlya-nachinayushhix
- https://instrumentiks.ru/sovety/svarka-invertorom
- https://tokar.guru/hochu-vse-znat/svarka-elektrodami-kak-pravilno-varit-nachinayuschim.html
- https://svaring.com/welding/teorija/azy-svarki-elektrodami
- https://www.svarbi.ru/articles/kak-varit-svarkoy-elektrodami-dlya-nachinayushchikh/
- https://tutsvarka.ru/vidy/svarka-invertorom-dlya-nachinayushhih