In the modern world, soldering is usually called a process that makes it possible to obtain a permanent connection of several metal parts, where the connecting material is already molten metal, which must melt at a lower temperature than the metal material from which these parts are composed.
This intermediate molten metal is called an alloy, and the process itself is called solder. Depending on the melting temperature, different types of soldering are distinguished: low-melting and refractory. Thus, low-melting solders melt at temperatures below four hundred degrees, and refractory solders melt at temperatures from five hundred to 1100 degrees.
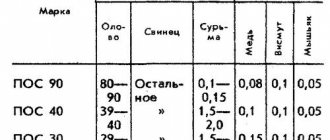
Usually in brands, solder is denoted as PIC, and this abbreviation stands for: tin-lead solder. If there is also some number nearby, then this figure usually indicates what percentage of tin content is in the composition.
What is solder?
Solder is a mixture of low-melting metals that are capable of providing good contact between two surfaces, resulting from soldering. When heated, solder changes from a solid to a liquid state, which ensures spreading around the perimeter of the soldered part or at the point of their contact. In this case, fixation occurs at the molecular level due to a high degree of adhesion.
In terms of composition, solders can include a variety of components that provide them with the necessary performance properties. However, the vast majority consists of a mixture of lead and tin, the first of which provides hardness and refractoriness, and the second lightness and lowers the melting point. The composition may also contain other components: silver, nickel, zinc, copper, kobold, bismuth, antimony and others.
Due to the multi-component composition, the melting process also goes through several stages: first, the most fusible components are rarefied, while the refractory ones remain in the form of crystals at this moment. Then they melt, the mixture becomes homogeneous and ensures maximum filling and contact. However, fluxes are used in conjunction with solder to provide better filling and oxidation protection.
Melting temperature of solders
Differences in temperature can be very large, as can be seen in the table example. Moreover, this applies even to neighboring brands in the same series, since much is determined by the additives in the composition and other nuances. Here is the basic data for the most common brands:
| Solder name | Melting point, degrees Celsius |
| Wood's alloy | 70 |
| Alloy Rose | 90 |
| PSRZI | 141 |
| POSI 30 | 170 |
| AKP | 235 |
| PSR 1.5 | 280 |
| PSR 2 | 248 |
| POS 50 | 245 |
| POS 61 | 192 |
| POS 10 | 299 |
| POS 40 | 238 |
| POS 61 | 190 |
| O2 | 232 |
| POSSU 95-5 | 240 |
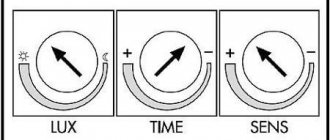
Temperature Recommendations
The melting point of soft solders, although it does not exceed 300 degrees, while in hard grades the spread is much greater, still, even in this case the difference is more than three times. Thus, it is worth selecting heat treatment tools that have the power required to achieve the desired parameters. A higher or lower temperature may not be suitable, so this may be one of the reasons why the solder does not stick to the soldering iron. Deviation when choosing a temperature regime is allowed within small limits, about 10-20 degrees Celsius, preferably in a higher direction. After all, it is not always possible to accurately set operating parameters, especially on simple soldering irons.
The possibility of a harmless increase in the temperature of the tool is due to the fact that the solder has an initial melting point when it flows from solid to liquid. At this time, the liquid becomes relatively viscous and plastic enough for use. This is followed by the second melting point, when the material already becomes as liquid as possible. It’s already more difficult to work here, so the choice of mode should be just between these two indicators.
Classification
All criteria for classifying solders represent a rather broad area, which, perhaps, can only be done by highly specialized specialists. Therefore, to simplify the selection, specific brands are made for specific purposes - soldering aluminum, jewelry, copper wire, radio components, etc. The main thing you should pay attention to is the temperature parameter. Since, for example, soldering a microcircuit cannot be done with the same brand of PIC as the connection of cable cores, since the sensitive component may burn out and fail.
Solders for soldering are classified according to the following criteria:
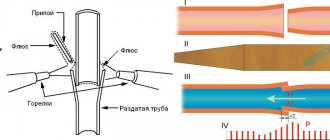
- according to the method of supplying flux - flux-free and self-fluxing, for the former the flux is supplied separately, for the latter they contain it in their composition;
Rice. 1. Self-fluxing and with flux feed
- according to the main soldering element - tin solders, nickel, cobalt, manganese, titanium, silver, zirconium, vanadium, mixed, etc.
- according to the method of production - they are ready-made or formed directly during soldering;
- according to the solubility of components - there are completely melted and partially melted;
- by release form - tin wire, rod, ingots, sheet, granules, paste;
Solder release form
- by melting point - there are those that turn into a liquid state at low and high temperatures.
When choosing tin-lead solder, the most important criterion is the last one, so we will dwell on it in more detail.
Low-melting (soft).
Low-melting solders include those compositions that turn into a liquid state at temperatures from 145 to 400°C. But, at the same time, they provide relatively low strength; for low-melting alloys, the tensile strength is no more than 7 kg/mm2. The most common are tin-lead. Most often, soft solders are used in electronics for printed circuit boards or parts.
Refractory (hard).
Hard solders have significantly greater mechanical strength, but their melting point is more than 400°C, which is unacceptable for most radio components, since they can be damaged even if touched by a heated soldering iron tip. The two largest groups in this category are copper and silver compounds. Copper alloys are generally combined with zinc, but are too brittle and are therefore suitable for carbide alloys that only experience static loading. Silver solders are universal and can be used for soldering any connection points, however, the cost of these brands is also quite high.
Solder pastes.
Solder pastes are also a component for soldering radio components, but they are used for small elements made of low-melting metal. The paste composition contains crushed pieces of solder in a solution of liquid flux. They are used in those boards or devices where exposure to high temperatures can harm the equipment. Pastes are typically soldered with a hairdryer without an electric soldering iron, or can simply be applied as a conductive adhesive.
The soldering mixture is applied to the point where the leads are attached in batches and can be done using a special stencil, syringe or drop-jet cartridge.
Fig 3. Applying solder paste with a printer, syringe, stencil
However, the use of soldering paste imposes a number of requirements that must be met:
- before opening the container, be sure to keep it at room temperature for at least 2 hours; using means of forced solder heating for this is prohibited;
- after opening, the mixture must be mixed until a homogeneous substance is obtained, since during storage the flux can separate from the solder;
Rice. 4. Stir until a homogeneous mixture
- before application, the surface must be cleaned of possible impurities and contaminants; during long-term soldering, the procedure is repeated every 45 minutes;
- installation of electronic components in the applied paste must be carried out within 60 minutes, otherwise it will begin to lose its properties;
- after soldering, the remains and excess paste are washed off, there are those that can be washed off with plain water, others require a solvent, some may not be washed off.
The functional characteristics of such solder are extremely negatively affected by placement in an environment with high or low temperatures, as well as exposure to moisture.
Lead-free solders.
Initially, the reason for creating lead-free solder was the need to eliminate harmful effects on the environment and the human body. Such solders are widely used for soldering aluminum or steel in the food industry, for drinking water supply pipes, laboratory equipment and tools.
In total, there are three most common groups of lead-free solders:
- tin with copper - used for high-temperature soldering, refers to refractory solders, well suited for working on copper products;
- tin and silver - suitable for low-temperature soldering, provide better contact than lead solders, but they are expensive.
- tin with both copper and silver is also a soft option, which has a lower cost than the previous one and is practically in no way inferior to it in the quality of connections.
- tin with bismuth and silver - can be used for soldering copper at low temperatures;
- tin with zinc and bismuth is a cheaper version of the previous one, but has a number of difficulties in use.
Electronics for everyone
Fluxes During the soldering process, due to heating, the parts oxidize and the solder ceases to wet them. To prevent this from happening, fluxes are used - substances that dissolve the oxide film and promote soldering. By the way, if anyone doesn’t know, the process of coating one metal with another is called tinning. Am I saying banal things? Well, this is an educational program! Rosin
To prevent this from happening, fluxes are used - substances that dissolve the oxide film and promote soldering. By the way, if anyone doesn’t know, the process of coating one metal with another is called tinning. Am I saying banal things? Well, this is an educational program! Rosin
| Rosin - a classic of the genre |
The simplest and most popular flux. This is ordinary purified pine resin. When soldering, first take a little solder onto the tip, then poke it into the rosin to get resin onto the tip, and then quickly solder before the resin evaporates. The method is not very convenient, so they often do it differently. Take ordinary ethyl (medicinal) alcohol and dissolve crushed rosin in it until it dissolves. Afterwards, this solution is applied with a brush to the parts to be soldered and soldered. The activity of rosin is not high, so sometimes nothing works out - the details are not tinned, but rosin has one huge advantage, which sometimes overcomes all its shortcomings. Rosin is absolutely passive. That is, it does not need to be removed from the soldering site, since it does not oxidize or reduce metals, while being an excellent dielectric. This is why I try to make the most critical solderings with alcohol-rosin flux.
LTI-120
| LTI-120 |
| Glycerol-hydrazine |
| Rosin-gel. Super thing |
| F-34A - chemical weapon of mass destruction. |
| Flux palette |
One of my favorite fluxes. It is a red liquid that contains rosin and a number of additives. Solder it in the same way as regular alcohol-rosin flux - spread it on the parts with a brush and solder. But there is one trick. In the original version, LTI-120 is a liquid infection, spreads on a thin layer and dries instantly, in general it is not very convenient to use. I figured out how to overcome this. I made myself a palette of fluxes - I glued a bunch of bottle caps onto a small batch, poured different fluxes into them and glued this thing onto a coil of solder. It turned out very convenient and compact. So, after pouring LTI-120 into the cap, I let it sit for a couple of days. During this time, it will dry out and thicken to the state of liquid honey. Now it’s convenient to spread it with a sharp toothpick exactly where you need it. And if it thickens too much, then either I’ll drop a little alcohol in there, or I’ll add a little more fresh flux and stir it. The manufacturer claims that LTI-120 does not need to be washed off. In principle, this seems to be the case, he is not active. But the additives in it confuse me, so I always wash it off. It is washed off with a wide brush dipped in alcohol. Or just use a brush under running tap water. There is nothing wrong with washing the finished board with water, the main thing is to dry it well afterwards.
Rosin gel Excellent stuff. It appeared in radio stores not long ago and has already earned my love and respect. It is a thick brown paste based on rosin, sold in syringes. It spreads perfectly directly where it is needed and does not leave residue on the soldering iron, like LTI-120. Easily washed off with water or alcohol, in general, rulez!
Glycerol-hydrazine. Killer active flux, which is easily washed off with water, does not leave dirty sticky marks or oxides. But it needs to be washed off. Rinse thoroughly. Otherwise, in a couple of years it can corrode the board tracks or its remains will become conductive and terrible leaks will occur along the surface of the board between the tracks, which will have an extremely negative impact on the operation of the circuit. I'm also not sure about the safety of its vapors. You can use it once or twice, but I don’t like using it all the time. But overall, this is an awesome flux, and it’s a pleasure to solder with it.
Glycerin-Salicylic flux . He is FSGL. Honestly, I have no idea where this crap even comes from. I’ve had a jar of this flux since childhood (which is actually why I almost never soldered with rosin) - my dad stole it from a defense plant. I have never seen it on sale for free. It burns as vigorously as Glycerin-hydrazine, but does not contain any impurities that are questionable from a toxic point of view. It contains 90% glycerin, 5% salicylic acid, 5% water. Should I buy some salicylic acid at the pharmacy and apply it myself? This is such a crazy recipe. One drawback - you need to wash it off, it is active. But it washes off easily with water.
F-34A Hellish acid mixture. When soldered, it produces a terrible, caustic exhaust that poisoned half of our laboratory. You can solder this crap only in a gas mask and with a powerful hood, but this crap solders everything, something that other fluxes could never even dream of. This slurry prevents ingress - rust, oxides, steel, coatings, even aluminum can be soldered. So if you have to solder to a rusty nail, then drop this crap, hold your breath and LOOP!
Imported no-clean fluxes. To be honest, I haven't used them. They say they are cool, but IMHO it’s not rational to solder them just like that - they are too expensive, and they don’t sell them in our city, but it’s a shame for me to order them. Rather, they are for professional use, such as repairing cell phones or soldering BGA cases (this is when the legs are in the form of an array of balls under the microcircuit body). If you are interested, look for information on cell phone repair forums, they know everything about this matter.
Hemp-based Dutch flux I have no idea who makes it or where they sell it, but I know for sure that it exists! I was especially convinced of this after poking around in the product diagrams of the company where I previously worked. The developers are clearly sold on them. Since I have never seen such stoned circuit solutions.
Soldering iron in hand and go!!! I told you about fluxes, now, actually, about the soldering process. This is not a tricky thing. To begin with, it is advisable to tin the parts. You moisten them with flux, pick up a little bit of solder with the soldering iron tip and spread it over the surface. There is no need to rush; the parts should be covered with an even, thin, shiny layer. There is no need to tin the leads of microcircuits and radio components - they are already tinned at the factory.
The solder should be liquid, like water. If it is lumpy, with pronounced graininess and matte, then there are two reasons - the temperature of the soldering iron is incorrect , or the solder is low-grade crap . If the soldering iron is too cold, the solder will be on the verge of solid and liquid, will be viscous and will not wet. If the soldering iron is overheated, the solder will instantly become covered with a gray film of oxide and will also tin tin disgustingly. The ideal temperature of a soldering iron when soldering with POS-40 solder ( 60/40 Alloy ), in my opinion, is about 240-300 degrees. For ST-96, it is enough to set the regulator by 2/3 in the direction of increase.
If you solder a printed circuit board, then the tracks also need to be tinned. But this must be done carefully. Textolite that is sold in the vastness of the Motherland often also turns out to be rare shit and when heated, the foil falls off instantly. Therefore, you cannot heat the board for a long time - the tracks will fall off. Usually I just thoroughly lubricate all the tracks with LTI-120 and quickly run a flat soldering iron tip with a drop of solder along each one. As a result, I have perfectly tinned tracks with an almost mirror-like surface.
There is a popular method for quickly tinning large boards:
| Solder Removal Braid |
| My tin |
Take a braid to remove solder, this is a copper sponge, sold in rolls of 30 rubles per meter. If you don’t find it, you can pick out the braided shielding from a thick television coaxial cable - the same crap, just more fuss. The board is properly lubricated with flux, the braid is properly impregnated with solder and is also poured with flux. Then this crap is messed around with a soldering iron on the surface of the board. To prevent the braid fibers from sticking to the tracks, it is better to take a larger and more massive soldering iron.
This is how I completely improved the method. I took an old powerful 60W soldering iron, wrapped the tip in this braid, impregnated it with Rose alloy and now puddle the board in one motion. Why Rose? And it’s easier for them to tinker; when the soldering iron touches the board it cools down sharply, because... gives off heat. If the braid is moistened with ordinary solder, then it is immediately welded with separate fibers to the board, and the Rose alloy is lightweight and does not stick.
Soldering transistors, diodes and microcircuits. Here I would like to draw special attention. The fact is that semiconductors are destroyed by too high a temperature , so there is a risk of burning the microcircuit due to overheating. To prevent this from happening, it is advisable to set the soldering iron to 230 degrees or so . This is a completely tolerable temperature that the microcircuit can withstand for quite a long time. You can solder and take your time. Conventional, non-adjustable soldering irons have a tip temperature of about 350-400 degrees , so you need to solder quickly, with one touch. No longer than a second on each leg and take at least a 10-15 second break before starting to solder the other leg. You can also hold the leg with metal tweezers - it will serve as a heat sink.
Soldering wires It is better to tin the ends separately before soldering, and if the wire is soldered to a printed circuit board, then it is very advisable to drill a hole in the board, bring it in from the other side and only then solder it. In this case, the risk of tearing off the droshky when tugging on the wire is reduced to zero.
Soldering with solder wire. This is how microcircuits are usually soldered. They grab it diagonally by the outer legs, lubricate everything with flux, and then, holding a soldering iron with one hand and a thin wire of solder with the other, quickly solder all the legs.
Soldering wires in varnish insulation Any winding wire, like those that are wound around a transformer, is covered with a thin layer of varnish. To solder to it, this layer of varnish needs to be peeled off. How to do it? If the wire is thick, you can burn it a little with the fire of a lighter, the varnish will burn, and the carbon deposits can be cleaned off with rough cardboard. If the wire is thin, then either carefully scrape it with a scalpel, holding the scalpel strictly perpendicular to the wire, or take an aspirin tablet and firmly press and rub the hot tip of the soldering iron along the wire on the aspirin. When heated, the aspirin will release a substance that will eat the varnish insulation and clean the wire. It will really stink
Third hand
| Convenient holder. |
I recommend getting a grip like this. A damn convenient thing, it allows you to hold some Cthulhu while soldering, the ends do not dangle from side to side. By the way, beware of spring-loaded conductors! When soldering, it can jump off and throw a drop of solder in your face, I can’t remember how many times this has flown into my face, but it could have even hit my eye! So follow safety precautions!
The sponge tip of the soldering iron gradually becomes dirty and becomes covered with soot. This is normal, usually the flux is to blame, the same LTI-120 burns, God forbid. You can use a special sponge to clean the soldering iron. This yellow stuff comes with soldering iron stands. It must be moistened with water and squeezed out, leaving it damp. By the way, the sponge dries constantly, so that it doesn’t get wet every time; you can soak it in regular medical glycerin. Then it won't dry out at all! Damn convenient! If you don’t have a sponge, then take a cotton cloth, put it in an iron tray and also soak it in water or glycerin. Our installers kept an ordinary waffle towel on the table and wiped the soldering iron on it.
By the way, about safety precautions.
- First, arrange everything so that it is convenient.
- Keep an eye on power cords. The soldering iron loves to burn through its own wire . He's just manic. And this risks, at best, repairing the wire, at worst, a short circuit and fire.
- Do not leave the soldering iron turned on, even for a short time. The “ Gone - turned off ” rule must be strictly followed.
- Rule two - the soldering iron must be either in your hand or on its reliable stand . And no other way! Under no circumstances should you put it on the table or on the first thing that comes along on the table. The cord will drag him away in a moment.
- Don't forget about exhaust hood and ventilation . If you solder, then at least open the window, ventilate the room, or better yet, put a fan (at least 80mm from the computer) or an extractor hood on the table.
It's better to see once than to read a hundred times: No problem! At your service are a bunch of videos from You Tube for the request “solder”. You'll see how the professionals do it. Watch and learn!
Basic properties of solders
When choosing a specific brand of solder for soldering copper wires or aluminum alloys, you must be guided by their technical characteristics.
However, for all compositions a list of basic properties can be identified:
- wettability - shows how well the solder envelops and sticks to the parts being soldered;
- strength - determines the ability to withstand mechanical forces and loads; for this, boron, iron, nickel, zinc or cobalt can be added to the composition;
- plasticity - the ability to deform, achieved through additives from manganese, bismuth, lithium, etc.;
- resistance to high temperatures - important for soldering with hard alloys that are found in boiler rooms, furnaces, pipelines, heating devices, the property is achieved by adding tungsten, zirconium, vanadium, hafnium, niobium, etc.
- resistance to corrosion destruction - increases by alloying with copper or nickel.
Criterias of choice
When choosing any composition for tinning copper parts or soldering wires, it is important to take into account a number of factors that will affect both the quality of work and the result obtained.
Among these criteria, first of all, pay attention to:
- types of elements to be connected, what material they are made of, their thickness and parameters of the surfaces to be connected;
- soldering method for which solder is selected - with a copper tip of a classic soldering iron, a hair dryer, a soldering station, etc.;
- permissible temperature regime - the melting temperature of the solder must be less than the melting temperature of the elements being connected;
- the presence of mechanical impact - determined by static or dynamic, possibly vibration;
- resistance to aggressive environments - for premature destruction of solder, its type must provide resistance to moisture, temperature, gases, dust and other factors affecting it during operation.
Most used brands
The most popular types are POS solders, they are based on lead and tin, marked POS-40, 60, 80, etc., here the numerical designation indicates the percentage of tin. They are produced, as a rule, in the form of soldering wire; depending on the percentage of the main components, they can be classified as either low-melting or high-melting grades.
Used for soldering copper, aluminum, brass, bronze and other metals:
- POS-90 – well suited for the food industry;
- POS-40 - used for pipes and parts made of brass, iron, etc.;
- POS-30 – in cable connections;
- POS-61 – for working with radio components.
Of the silver-containing grades, solders often found are PSr-15, 25.45, 65, 70; the number after the letter indicates the percentage of silver. This type covers both copper soldering in high-precision instruments and the medical field.
Rose alloy, also called POSV-50, is one of the solders with the lowest melting point - from 90 to 100 ° C. Used in jewelry, soldering printed circuit boards, for fuse links, etc.
Rice. 5. Alloy Rose
Advantages of soft and semi-hard solders
The main areas of application for soft and semi-hard solders are the following:
- POS63 – for soldering collectors, sectional armatures, windings with H insulation of an electrical machine.
- POS61; POSSu61-0.5 and POS61M are necessary for soldering copper elements and its alloys, as well as silver and nickel parts and conductive parts of an electric machine, with operating temperatures up to one hundred and sixty degrees Celsius.
- POS40 and POSSU40-0.5 - are intended for soldering copper elements and its alloys, as well as steel and metals with tin, silver or nickel coating, collector bands and sectional armatures of machines that come into contact with salty liquid (for example, sea water ).
- POSSUZO-0.5 - in order to solder copper elements and its alloys, as well as elements made of iron and stainless steel, as well as soldering cables, bandages, parts of devices that will operate at temperatures up to one hundred and sixty degrees Celsius.
- POSK50-18 - in order to solder copper elements and its alloys that can withstand overheating, as well as soldering parts made of aluminum and copper, ceramic, glass and plastic parts with the addition of tin, silver, nickel components.
- POS10 and POSSu18-0.5 – for soldering contact surfaces of electrical devices, relays and other machine components.
- P0SSu95-5 and PSrZKd - for soldering collectors, sectional armatures, bandages and conductive connections of pipelines and electrical equipment.
- POSIZO and PSrZI - are designed to solder copper elements and its alloys, parts made of non-metallic materials and glass. They have high fluidity and provide a reliable connection of parts during soldering.
Antimony solders are not intended for use in soldering parts containing zinc or galvanized steel.