Электрические ТЭНы десятилетиями не меняют свою конструкцию и остаются востребованными в отопительном оборудовании. Меняется форма этих приборов, конструктивные материалы, но остается неизменным принцип действия и эффективность. Для грамотного подбора пригодятся сведения об отличиях и характеристиках. Согласны?
Вы узнаете, что собой представляют и как действуют ТЭНы для отопления. Мы детально описали разновидности нагревательных элементов, привели бесспорные аргументы для обоснованного выбора оптимального типа. С учетом наших рекомендаций вы без ошибок приобретете требующийся прибор.
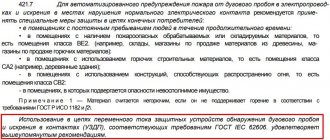
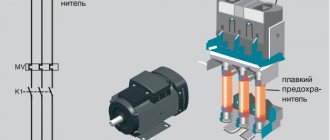
Конструкция ТЭНа
1– стержневые контакты, 2– контактные гайки и шайбы, 3– изолятор, 4– металлическая трубка, 5– нагревательная спираль,
6– наполнитель, 7– герметик.
Рисунок дает представление из чего, из каких деталей и материалов делают ТЭНы
Основой ТЭНов является спираль (5), изготовленная из тугоплавкого материала с большим удельным сопротивлением (например, нихром Х20Н80), соединенная по концам с контактами (1). Она помещается в трубку 4 из устойчивого к коррозии металла, чаще всего из стали, и герметизируется. Внутренний объем оболочки заполняется изолирующим наполнителем (6).
В качестве наполнителя в ТЭНах обычно используют периклаз (смесь окиси магния с графитом). Материал трубки зависит от условий работы: при температуре до 250°С в воздушной, водяной и неагрессивной средах, чаще всего применяется конструкционная сталь Ст10 или латунь с покрытием. При температурах до 450°С и в агрессивных средах – нержавеющая сталь 12Х18Н10Е.
Диэлектрические изоляторы (3) предотвращают контакт между оболочкой и стержнями.
Для подключения нагревателя к источнику питания контакты комплектуются зажимными гайками и шайбами.
Причины выхода из строя
Срок функционирования нагревательного устройства не зависит напрямую от изготовителя. Любой может приобрести некачественную деталь, но даже оригинальная имеет предел прочности и со временем изнашивается.
Причиной поломки часто служит жесткость воды. Для предотвращения неисправности необходимо установить специальные механические или химические фильтры, смягчающие жесткость. Это продлит срок работы нагревателя.
Важно знать, что к поломкам приводит несвоевременная замена анода, защищающего нагревательные устройства от примесей и лишней щелочи. Заменить анод для водонагревателя можно после проверки его износа (проверка должна проходить один или два раза в год). В случае, если не выполнить это своевременно, повысится риск выхода из строя бака или нагревателя.
<<< Читать далее. Магниевый анод в водонагревателе – что это? Для чего он нужен?
Еще одна причина поломки вызывается пониженным напряжением.
При резком увеличении силы тока перегревается сердечник в ТЭНе, а это нередко приводит к перегоранию аппарата.
Одна из причин поломки — неисправный терморегулятор, своевременно подающий сигнал с управляющей панели бойлера. Если произошел сбой, сигнал не поступит вовремя, а это приведет к перегреву ТЭНа.
Важно проводить регулярно диагностику агрегата для продления его срока эксплуатации и предотвращения поломок.
Технология и последовательность изготовления
Процесс производства электрических ТЭНов разбивается на отдельные операции. Со стадиями в хронологическом порядке вы можете ознакомиться ниже:
- Резка трубы на заготовки по длине ТЭНов;
- Очистка заготовок от масла с помощью отжига трубчатых оболочек электронагревателей;
- Зенковка и рихтовка, с обезжириванием трубок ацетоном;
- Рубка в размер проволоки для стержневых контактов;
- Накатка резьбы на стержни;
- Навивка спиралей;
- Промывка спиралей и контактов в обезжиривателе и сушка;
- Приварка спиралей к стержням;
- Сушка, просеивание и магнитная сепарация наполнителя;
- Сборка ТЭНов, набивка наполнителем под давлением для придания ему монолитной структуры;
- Прокатка и обжим собранной трубки, подрезка торцов в заданный размер;
- Дополнительный обжиг для повышения гибкости;
- Нанесение маркировки на поверхность оболочки;
- Обкатка резьбы и зачистка стержней:
- Удаление излишков наполнителя по торцам ТЭН на длину изоляторов;
- Гибка ТЭНов в соответствии с чертежом;
- Обкатка и зачистка торцов;
- Вставка изоляторов и герметизация;
- Калибровка контактных стержней;
- Навинчивание на контакты шайб, гаек;
- Проведение приемо-сдаточных испытаний, упаковка и передача изделий на склад.
Как правило, осуществляется с помощью труборезного станка и дискового ножа. После разрезания трубы на заготовки, заготовки упаковываются в пачки.
Отжиг оболочек производится в муфельной печи при температуре от 400 градусов. Для отжига используется камерная электропечь.
На этом этапе используется станок зенковки либо зенкер. Чистка трубки ацетоном происходит с помощью металлического шомпола.
Осуществляется с помощью автомата СРС-2 либо рубочного ножа и вращающегося стола.
С помощью калибровочного кольца, резьбонакатной плашки и станка стержни обзаводятся резьбой.
Специальный станок для навивки спиралей позволяет соблюсти максимальную точность и поддерживать высокую скорость производства.
Металлическая ванна наполняется обезжиривателем, который не нужно полностью заменять: работники цеха доливают его по мере выпаривания.
Спираль приваривается к контактным стержням с помощью точечной сварки. За работу точечной сварки отвечает контактная электросварочная машина.
Наполнитель высушивается в муфельной печи при 600 градусах и просеивается через специальное сито.
ТЭНы собирают на специальном набивочном стенде, со строгим соблюдением временных норм. Они наполняются смесью периклаза и кварцевого песка. Это один из самых длительных этапов создания электронагревателя.
Подрезка торцов ТЭНа должна проводиться с высокой точностью и еще более высокой скоростью. К этой работе допускаются только опытные работники цеха.
Производится в условиях более низкой температуры, что позволяет минимизировать выбросы в окружающую среду.
Условные обозначения с основной информацией о ТЭНе, соответствующие ГОСТу, должны наноситься ударным, лазерным или электрохимическим способом.
Эти этапы также осуществляются с помощью пресса и станка. Стержни зачищаются специальными ножами.
Этот этап осуществляется с помощью специального инструмента — шарошки. Точность работ определяется с использованием штангенциркуля.
Электронагреватели гнут либо с помощью станка, либо с помощью верстака и приспособления для ручной гибки.
Торцы ТЭНа зачищаются с помощью специального ножа.
Еще один момент, требующий предельной внимательности от работников цеха. Сразу после этого этапа проводится измерение величины сопротивления изоляции
Этот этап осуществляется с помощью калибровочного кольца. Процесс протекает в специальной ванночке с маслом.
Гайки навинчиваются на контакты при помощи гаечной головки.
Каждое изделие упаковывается со всей возможной тщательностью, чтобы минимизировать риск повреждений при транспортировке.
Дополнительные функции электронагревателей
Выше были рассмотрены простейшие конструкции приборов, которые не имеют каких-либо встроенных регулировочных механизмов.
Блок терморегуляции может иметь механическую или электронную автоматику. Последняя более точна, но требовательна к параметрам домашней электросети
Но электрические водонагреватели могут оборудоваться простейшей автоматикой, обеспечивающей устройству дополнительные функции.
К таковым относятся:
- Терморегуляция. ТЭНы со встроенным терморегулятором для отопления имеют датчик температуры, который срабатывает при нагреве рабочей среды до определенного уровня. Регулировка электронагревателя происходит с наружной стороны фланца.
- Антизамерзание. Эта функция обеспечивается упрощенным терморегулятором, который срабатывает только при понижении температуры до 0-2°C. Она препятствует замерзанию воды в трубах отопления, потребляя минимум электроэнергии.
- Турбонагрев, который обеспечивает форсированный нагрев рабочей среды при первоначальном пуске оборудования. Необходимо помнить, что электропроводка помещения должна выдержать кратковременное повышение мощности.
Приборов, поддерживающих дополнительные функции, не так много, потому что зачастую регулирование работы отопительных приборов в целом производится с помощью отдельного блока автоматики.
Пооперационный производственный контроль
Для повышения качества изготавливаемых изделий при производстве ТЭНов выполняется обязательный промежуточный контроль и испытания:
- измерение сопротивления спирали – после выполнения п.6;
- испытание повышенным напряжением изоляции нагревателей с помощью пробойной установки –п.п.10, 12, 16;
- контроль качества резьбы – п.14;
- измерение величины сопротивления изоляции – п.18;
- контроль размеров нагревателей – п.п.11, 16, 21;
- контроль сопротивления ТЭНа – п.21.
Итоги
Устройство ТЭНа
– продукт многолетней разработки. Долгий путь его создания привел к тому, что конструкция трубчатого нагревательного элемента позволяет получить максимум тепла при минимальных затратах и вложениях, недостатки этого типа нагревательных элементов весьма условны и легко решаемы, а расчеты, необходимые для корректной эксплуатации, просты в выполнении.
| Оформите заявку на сайте, мы свяжемся с вами в ближайшее время и ответим на все интересующие вопросы. | Заказать изготовление ЗАДАТЬ ВОПРОС |
Меры безопасности при производстве
Производство ТЭНов, как и любой продукции промышленного назначения, связано с использованием технологического оборудования, которое может являться источником производственного травматизма. К нему относятся: труборезные, зенковочные, резьбонакатные, навивочные, рубочные, пескоструйные установки, токарные и подрезные станки, прессовое и обжимное оборудование, высоковольтное оборудование: пробойные установки и мегомметры, термическое, сварочное оборудование, промывочные ванны и т.д
При работе с этим оборудованием необходимо соблюдать правила безопасности в соответствии с инструкциями по охране труда, действующими на предприятии.
- Все рабочие места должны быть аттестованы.
- Производственный персонал должен периодически проходить обучение безопасным методам труда и медицинское освидетельствование.
- На предприятии в установленные сроки должна проводиться аттестация и проверка знания техники безопасности.
- Все работники должны знать правила оказания первой помощи при несчастных случаях и уметь ее оказывать.
Как устроены ИК обогреватели
В сущности, конструкция ИК обогревателя проста и незатейлива: нагревательный элемент – излучатель помещен в корпус той или иной конструкции, внутри корпуса имеется рефлектор – отражатель, клеммы для подключения излучателя, а снаружи клеммы для внешних проводов. На рисунке показан именно такой простенький вариант обогревателя.
Конструкция ИК обогревателя: 1 — отражатель (рефлектор), 2 — защитная сетка, 3 — переключатель, 4 — крепежная скоба, 5 — инфракрасная карбоновая лампа, 6 — крышка, 7 — клеммная коробка, 8 — шнур питания, 9 — вилка.
Сразу бросается в глаза, что обогреватель данной конструкции очень похож на прожектор для галогенных ламп, применяемый для подсветки рекламы, фасадов зданий, ступенек крыльца, части двора возле дома. В общем, какого-то сравнительно небольшого участка, так называемое локальное освещение.
Поэтому с помощью ИК обогревателей тоже возможен обогрев не всей площади помещения, а лишь какой-то его части. Экономия электроэнергии заметна невооруженным глазом: зачем греть все помещение, если можно нагреть необходимый угол? Пример точечного обогрева показан на рисунке.
Точечный ИК обогрев
Если требуется сделать отопление, например на производстве, то понадобятся обогреватели несколько иной конструкции, которые можно установить в потолок, наподобие светильников с дневными лампами. Такой вариант показан на рисунке ниже.
Обогрев больших помещений
Подобных схем обогрева можно найти немало, ведь ИК обогреватели используются для отопления достаточно больших помещений: мастерских, складов, цехов, а то и вовсе небольших площадок на открытом воздухе. Например, это может быть беседка возле дома или веранда ресторана со столиками.
Складское хранение нагревателей
Склад, в котором содержатся трубчатые электронагреватели, должен удовлетворять требованиям ГОСТ 15159-69 для легких (Л) условий хранения:
- отапливаемое хранилище должно обеспечивать защиту продукции от атмосферных осадков;
- температура хранения от +5 до +40°С;
- относительная влажность не выше 80% при температуре 25°С.
Антикоррозийная защита обеспечивается завертыванием изделий в парафинированную бумагу и помещением в чехлы из полиэтиленовой пленки. Хранение может осуществляться в транспортной таре или без упаковки. Для этого предусмотрен вариант внутренней упаковки (ВУ-0) по ГОСТ9.014.
Комбинированные системы нагревательных элементов
- Нагревательные элементы для высокотемпературных печей часто изготавливаются из экзотических материалов, включая платину , дисилицид вольфрама / дисилицид молибдена , молибден ( вакуумные печи ) и карбид кремния . Карбид кремния горячей поверхность воспламенители , которые нагревательные элементы , предназначенные для воспламенения горючего газа, является общей в газовых печах и сушилках для одежды. Лазерные нагреватели также используются для достижения высоких температур. [9]
Инфракрасные кварцевые излучатели
Излучатели представляют собой кварцевые трубки с резистивной спиралью внутри. Тепловое излучение, исходящее от нагревательного элемента поглощается окружающими предметами, которые разогреваясь отражают тепло, в результате этого повышается и температура воздуха. За счет короткого времени реагирования рекомендуется использовать такие приборы, прежде всего, в цикличных или часто прерываемых рабочих процессах: сушка фруктов и овощей/краски/лака/тканей, пастеризация, стерилизация, термо- и вакуумформовка, поддержание блюд в горячем состоянии. Также с их помощью обогревают помещения.