Electric heating elements have not changed their design for decades and remain in demand in heating equipment. The shape of these devices and construction materials change, but the principle of operation and efficiency remain unchanged. For a competent selection, information about the differences and characteristics will be useful. Do you agree?
You will learn what heating elements for heating are and how they work. We have described in detail the types of heating elements and provided indisputable arguments for an informed choice of the optimal type. Taking into account our recommendations, you will purchase the required device without errors.
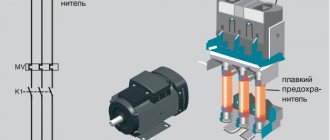
Heating element design
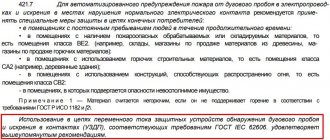
1– rod contacts, 2– contact nuts and washers, 3– insulator, 4– metal tube, 5– heating coil,
6 – filler, 7 – sealant.
The figure gives an idea of what, from what parts and materials heating elements are made
The basis of heating elements is a spiral (5), made of a refractory material with high resistivity (for example, nichrome X20N80), connected at the ends to contacts (1). It is placed in a tube 4 made of corrosion-resistant metal, most often steel, and sealed. The internal volume of the shell is filled with insulating filler (6).
Periclase (a mixture of magnesium oxide and graphite) is usually used as a filler in heating elements. The tube material depends on the operating conditions: at temperatures up to 250°C in air, water and non-aggressive environments, most often St10 structural steel or coated brass is used. At temperatures up to 450°C and in aggressive environments - stainless steel 12Х18Н10Э.
Dielectric insulators (3) prevent contact between the shell and the rods.
To connect the heater to the power source, the contacts are equipped with clamping nuts and washers.
Reasons for failure
The operating life of the heating device does not depend directly on the manufacturer. Anyone can purchase a low-quality part, but even the original one has a limit of strength and wears out over time.
The cause of breakdown is often water hardness . To prevent malfunctions, it is necessary to install special mechanical or chemical filters that soften hardness. This will extend the life of the heater.
It is important to know that failures are caused by untimely replacement of the anode, which protects heating devices from impurities and excess alkali. You can replace the anode for a water heater after checking its wear (checking should be done once or twice a year). If this is not done in a timely manner, the risk of tank or heater failure will increase.
<<< Read more. Magnesium anode in a water heater - what is it? What is it for?
Another cause of failure is caused by low voltage.
With a sharp increase in current strength, the core in the heating element overheats, and this often leads to burnout of the device.
One of the reasons for the breakdown is a faulty thermostat, which promptly sends a signal from the boiler control panel. If a failure occurs, the signal will not arrive on time, and this will lead to overheating of the heating element.
It is important to regularly diagnose the unit to extend its service life and prevent breakdowns.
Manufacturing technology and sequence
The production process of electric heating elements is divided into separate operations. You can see the stages in chronological order below:
- Cutting pipes into blanks along the length of heating elements;
- Cleaning workpieces from oil by annealing the tubular shells of electric heaters;
- Countersinking and straightening, with degreasing of tubes with acetone;
- Cutting wire to size for rod contacts;
- Rolling threads onto rods;
- Spiral winding;
- Washing the spirals and contacts in a degreaser and drying;
- Welding spirals to rods;
- Drying, sifting and magnetic separation of filler;
- Assembly of heating elements, filling with filler under pressure to give it a monolithic structure;
- Rolling and crimping of the assembled tube, cutting the ends to a given size;
- Additional firing for increased flexibility;
- Applying markings to the surface of the shell;
- Thread rolling and rod cleaning:
- Removing excess filler from the ends of the heating elements along the length of the insulators;
- Bending heating elements in accordance with the drawing;
- Running in and cleaning of ends;
- Insulator insertion and sealing;
- Calibration of contact rods;
- Screwing washers and nuts onto the contacts;
- Carrying out acceptance tests, packaging and transfer of products to the warehouse.
As a rule, it is carried out using a pipe cutting machine and a circular knife. After cutting the pipe into blanks, the blanks are packed into bundles.
The shells are annealed in a muffle furnace at a temperature of 400 degrees. A chamber electric furnace is used for annealing.
At this stage, a countersink machine or countersink is used. The tube is cleaned with acetone using a metal cleaning rod.
It is carried out using an SRS-2 automatic machine or a chopping knife and a rotating table.
Using a calibration ring, a thread rolling die and a machine, the rods are threaded.
A special machine for winding spirals allows for maximum precision and maintains high production speed.
The metal bath is filled with degreaser, which does not need to be completely replaced: workshop workers add it as it evaporates.
The spiral is welded to the contact rods using spot welding. A contact electric welding machine is responsible for the operation of spot welding.
The filler is dried in a muffle furnace at 600 degrees and sifted through a special sieve.
Heating elements are assembled on a special stuffing stand, with strict adherence to temporary standards. They are filled with a mixture of periclase and quartz sand. This is one of the longest stages in creating an electric heater.
Trimming the ends of the heating element must be carried out with high precision and even higher speed. Only experienced workshop workers are allowed to do this work.
Produced at lower temperatures, which minimizes emissions into the environment.
Symbols with basic information about the heating element, corresponding to GOST, must be applied by impact, laser or electrochemical methods.
These steps are also carried out using a press and machine. The rods are cleaned with special knives.
This stage is carried out using a special tool - a cutter. The accuracy of the work is determined using a caliper.
Electric heaters are bent either using a machine or using a workbench and a device for manual bending.
The ends of the heating element are cleaned using a special knife.
Another point that requires utmost care from workshop workers. Immediately after this stage, the insulation resistance value is measured
This step is carried out using a calibration ring. The process takes place in a special oil bath.
The nuts are screwed onto the contacts using a nut head.
Each product is packaged with the utmost care to minimize the risk of damage during transit.
Additional functions of electric heaters
Above we discussed the simplest designs of devices that do not have any built-in adjustment mechanisms.
The thermoregulation unit can have mechanical or electronic automation. The latter is more accurate, but is demanding on the parameters of the home electrical network
But electric water heaters can be equipped with simple automation that provides the device with additional functions.
These include:
- Thermoregulation . Heating elements with a built-in thermostat for heating have a temperature sensor that is triggered when the working environment is heated to a certain level. The electric heater is adjusted from the outside of the flange.
- Antifreeze . This function is provided by a simplified thermostat, which operates only when the temperature drops to 0-2°C. It prevents water from freezing in heating pipes, consuming a minimum of electricity.
- Turbo heating , which provides forced heating of the working environment during the initial start-up of equipment. It must be remembered that the electrical wiring of the room must withstand a short-term increase in power.
There are not many devices that support additional functions, because the operation of heating devices as a whole is often regulated using a separate automation unit.
Operational production control
To improve the quality of manufactured products during the production of heating elements, mandatory intermediate control and testing are performed:
- measuring the resistance of the spiral - after performing step 6;
- high-voltage testing of heater insulation using a breakdown device - items 10, 12, 16;
- thread quality control – clause 14;
- measurement of insulation resistance value – item 18;
- control of heater sizes – items 11, 16, 21;
- control of the resistance of the heating element - clause 21.
Results
Heating element device
– a product of many years of development. The long journey of its creation has led to the fact that the design of a tubular heating element allows you to obtain maximum heat with minimal costs and investments, the disadvantages of this type of heating elements are very conventional and can be easily solved, and the calculations necessary for correct operation are easy to perform.
| Fill out an application on the website, we will contact you as soon as possible and answer all your questions. | Order production ASK A QUESTION |
Safety precautions during production
The production of heating elements, like any industrial product, involves the use of technological equipment, which can be a source of industrial injuries. This includes: pipe cutting, countersinking, thread rolling, coiling, cutting, sandblasting machines, lathes and scoring machines, pressing and crimping equipment, high-voltage equipment: punching machines and megohmmeters, thermal, welding equipment, washing baths, etc.
When working with this equipment, you must follow safety rules in accordance with the labor protection instructions in force at the enterprise.
- All workplaces must be certified.
- Production personnel must periodically undergo training in safe work practices and medical examination.
- The enterprise must carry out certification and testing of safety knowledge within the established time limits.
- All workers must know the rules of first aid in case of accidents and be able to provide it.
How IR heaters work
In essence, the design of an IR heater is simple and unpretentious: the heating element - the emitter is placed in a housing of one design or another, inside the housing there is a reflector - a reflector, terminals for connecting the emitter, and outside there are terminals for external wires. The figure shows just such a simple version of the heater.
IR heater design: 1 - reflector (reflector), 2 - protective grid, 3 - switch, 4 - mounting bracket, 5 - infrared carbon lamp, 6 - cover, 7 - terminal box, 8 - power cord, 9 - plug.
It is immediately noticeable that the heater of this design is very similar to a spotlight for halogen lamps, used to illuminate advertisements, building facades, porch steps, and part of the yard near the house. In general, some relatively small area, so-called local lighting.
Therefore, with the help of IR heaters, it is also possible to heat not the entire area of the room, but only some part of it. Energy savings are noticeable to the naked eye: why heat the entire room if you can heat the required corner? An example of spot heating is shown in the figure.
Spot IR heating
If you need to provide heating, for example in production, then you will need heaters of a slightly different design that can be installed in the ceiling, like lamps with fluorescent lamps. This option is shown in the figure below.
Heating of large rooms
You can find many similar heating schemes, because IR heaters are used to heat fairly large rooms: workshops, warehouses, workshops, and even small outdoor areas. For example, this could be a gazebo near the house or a veranda of a restaurant with tables.
Warehouse storage of heaters
The warehouse containing tubular electric heaters must meet the requirements of GOST 15159-69 for light (L) storage conditions:
- heated storage must provide protection of products from precipitation;
- storage temperature from +5 to +40°C;
- relative humidity not higher than 80% at a temperature of 25°C.
Anti-corrosion protection is provided by wrapping the products in waxed paper and placing them in covers made of polyethylene film. Storage can be carried out in transport containers or without packaging. For this purpose, an internal packaging option (VU-0) is provided in accordance with GOST 9.014.
Combined heating element systems
- Heating elements for high temperature furnaces are often made from exotic materials, including platinum, tungsten disilicide/molybdenum disilicide, molybdenum (vacuum furnaces), and silicon carbide. Silicon carbide hot surface igniters, which are heating elements designed to ignite flammable gas, are common in gas ovens and clothes dryers. Laser heaters are also used to achieve high temperatures. [9]
Infrared quartz emitters
The emitters are quartz tubes with a resistive spiral inside. Thermal radiation emanating from the heating element is absorbed by surrounding objects, which, when heated, reflect heat, as a result of which the air temperature rises. Due to the short response time, it is recommended to use such devices primarily in cyclical or frequently interrupted work processes: drying fruits and vegetables/paint/varnish/fabrics, pasteurization, sterilization, thermo- and vacuum forming, keeping food hot. They are also used to heat rooms.