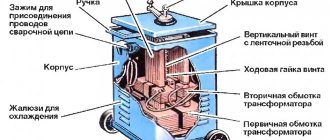
Одним из самых прочных и герметичных способов соединения металлических деталей является электродуговая сварка. Этот метод активно применяется уже более ста лет. Он заключается в расплавлении кромок свариваемых элементов и заполнении пустот между ними жидким металлом сварочного электрода под действием электрического тока. Изначально для этого применялись громоздкие силовые трансформаторы, понижавшие сетевое напряжение до необходимых 50-60 вольт. Сейчас повсеместно используется инверторный сварочный аппарат, имеющий современное устройство и широкие технические возможности.
Что это такое? Разновидности
Общий принцип работы всех сварочных аппаратов заключается в расплавлении электродом кромок соединяемых заготовок, в процессе образуется сварочная ванна. Если сварка ведётся покрытым электродом или омеднённой проволокой, то они же являются и присадкой. Если используется вольфрамовый стержень, то необходимо подавать присадку вручную. Тонкие листы можно соединять без присадочных материалов.
Простые сварочные аппараты состоят из силового трансформатора и регулятора силы тока, инверторные схемы подразумевают использование электроники.
Её назначение:
- Даёт возможность плавно регулировать сварочный ток.
- Изменять напряжение – в соответствии с другими характеристиками.
- Поддерживать стабильные параметры во время сварочных работ.
Современные аппараты чаще всего используют инверторную схему, причины этому:
- Уменьшенный размер оборудования – присутствие электроники позволяет отказаться от крупных трансформаторов.
- Стабильные характеристики сварочной дуги – схема корректирует параметры во время сварки.
- Чуть меньшие требования к качеству электросети – инверторная схема потребляет меньше энергии.
Мнение эксперта
Кузнецов Василий Степанович
Минусом принято считать меньшую надёжность по сравнению с трансформаторными устройствами предыдущего поколения. Это относится ко всем инверторам. Второй минус — сложное устройство, которое не позволяет заниматься ремонтом оборудования без знания электрических схем.
Популярные модели умельцы всё-таки научились восстанавливать, но официально производители не публикуют принципиальные схемы своих сварочных аппаратов.
Для ручной дуговой сварки (РДС)
Предназначены для работы покрытыми электродами.
Их плюсы:
- Простота, минимальные размеры и вес.
- Аппараты, выдающие небольшой (до 190 А) сварочный ток, стоят недорого.
- Для сварки не требуются дополнительные материалы кроме электродов.
Аппараты для РДС – самые распространённые и универсальные. Для сварки понадобится приобрести покрытые обмазкой электроды, доступные диаметры: 2, 3, 4, 5 мм. Или импортные: 2,6 и 3,2 мм.
Если аппарат на выходе выдаёт переменный ток, то следует приобретать электроды, предназначенные для сварки таким устройством (например, АНО и аналогичные), а если постоянный, то допускается применять любые: годятся и АНО, и УОНИ, либо подобные.
Для полуавтоматической сварки
Сварочные инверторы годятся для сварки с помощью проволоки в среде углекислого газа или смесей.
Преимущества такого оборудования:
- Большая скорость сварки.
- Легко научиться работать.
- Получаются аккуратные швы.
- Не требуется отбивать шлаковую корку (не образуется, если использовать непокрытую обычную проволоку).
Есть и недостатки: необходимо приобретать дополнительное оборудование. Это:
- Газовый редуктор.
- Шланг, способный выдержать давление 2-4 кг/см.
- Баллон: в продаже встречаются объёмы в 5, 10, 40 литров.
В связи с этим трудно заниматься сварочными работами при сильном ветре, углекислоту будет сдувать, в швах появятся поры ( и другие дефекты). Газ придётся время от времени заправлять, а для этого возить баллон на станцию. Расход зависит от объёма работ и выставленного на редукторе давления. Рекомендуется 1-1,5 кг/кв.см.
Углекислотные баллоны красят серой краской.
Есть возможность варить полуавтоматом и без газа, но для этого необходимо приобрести специальную порошковую проволоку. Продаются в небольших катушках примерно по 0,5-0,8 кг. Но её стоимость почти в 2,5 раза выше, чем цена на обычную вместе с газом.
Для аргонодуговой сварки (АДС)
Аппараты предназначены для соединения цветных сплавов: латуни, меди, бронзы, алюминия, а также любых других.
Главное отличие в том, что для работы потребуются дорогие материалы:
- Баллон с газом – аргоном (смесь Ar+CO2).
- Неплавящиеся вольфрамовые электроды.
- Шланг и газовый редуктор.
- Присадочный материал.
Поэтому аппарат стоит приобретать, если есть насущная необходимость в сварке разнообразных сплавов. Еще один неприятный момент: алюминий следует варить на переменном токе, а другие материалы – на постоянном. Поэтому придётся либо выбирать один из аппаратов, либо обзаводиться более дорогим – комбинированным.
Последний тип относится к профессиональному оборудованию, зато производители чаще всего допускают на таких аппаратах режим РДС. Это позволяет сэкономить при соединении стальных и чугунных заготовок.
Мнение эксперта
Кузнецов Василий Степанович
Последние два минуса аппаратов РАД – сложность проведения сварочных работ, рекомендуется потренироваться на толстых деталях, а вольфрам необходимо научиться правильно затачивать.
Принцип действия и режимы инверторного источника
Транзисторный инверторный источник
Схема транзисторного инверторного источника
(рисунок 3.10) наиболее удобна для объяснения процесса инвертирования. Сетевой выпрямительный блок
V
1преобразует переменное напряжение сети в постоянное, которое сглаживается с помощью низкочастотного фильтра
L
1—
С
1.Затем выпрямленное напряжение
U
вс преобразуется в однофазное переменное
u
1высокой частоты с помощью инвертора на двух транзисторах
VT
1
и VT
2
.
Далее напряжение понижается трансформатором Т до
u
2
,
выпрямляется блоком вентилей
V
2
,
проходит через высокочастотный фильтр
L
2—
С
2 и подается на дугу в виде сглаженного напряжения
и
в
.
Рисунок 3.10 – Принципиальная схема (а) и осциллограммы напряжений (б) выпрямителя с транзисторным инвертором
Подробнее рассмотрим процесс инвертирования. При подаче сигнала на базу транзистора VT1
отпирается его коллекторная цепь и по первичной обмотке трансформатора T в интервале времени
t
1идет ток в направлении, показанном тонкой линией. При снятии сигнала с базы этот ток прекращается. С некоторой задержкой отпирается транзистор
VT
2,при этом в интервале времени
t
2ток по трансформатору идет уже в другом направлении, показанном пунктиром. Таким образом, по первичной обмотке трансформатора идет переменный ток. Длительность его периода Т и частота переменного тока f=1
/Т
зависят от частоты запуска транзисторов, определяемой системой управления. Обычно частота устанавливается на уровне 1– 100 кГц. Поскольку эта частота не зависит от частоты сети, такой инвертор называют автономным. Иногда инвертор конструктивно объединяют с трансформатором
Т,
выпрямительным блоком
V
2и фильтром
L
2—
С
1.Такое устройство называют конвертором, у него на выходе, как и на входе, постоянное напряжение, но меньшей величины.
Если на входе инвертора установлен мощный накопительный конденсатор (или их батарея) С
1, то напряжение инвертора
и
1имеет прямоугольную форму, как показано на рисунок 3.10, б. Такую конструкцию называют автономным инвертором напряжения (АИН). Напротив, если на входе инвертора установить мощный дроссель
L
1, а обмотку трансформатора Т шунтировать конденсатором, то сглажен будет уже ток. Такой преобразователь называется инвертором тока (АИТ). Наконец, возможна конструкция, в которой благодаря наличию последовательно соединенных индуктивности и емкости образуется колебательный контур с синусоидальным током, она названа резонансным инвертором (АИР).
Инвертор — это устройство, преобразующее постоянное напряжение в высокочастотное переменное. Конвертор — устройство для понижения или увеличения постоянного напряжения с промежуточным высокочастотным звеном.
Регулирование режима сварки
осуществляется несколькими способами. Например, при увеличении напряжения сетевого выпрямителя
U
всувеличивается и амплитуда высокочастотного напряжения
U
2среднее значение
U
ввыпрямленного напряжения (рисунок 3.11, а). С этой же целью изменяют ширину импульсов инвертора (рисунок 3.11, б). Однако более удобным и распространенным способом является изменение частоты импульсов (рисунок 3.11, в)
В инверторном выпрямителе используется амплитудное, широтное и частотное регулирование режима.
Рисунок 3.11 – Осциллограммы инверторного выпрямителя при регулировании напряжения изменением амплитуды (а), ширины (б) и частоты (в) импульсов
Внешние характеристики
инверторного выпрямителя зависят главным образом от конструктивных особенностей инвертора и трансформатора (рисунок 3.12, а). Естественная внешняя характеристика собственно инвертора АИН почти жесткая (линия 1).Но поскольку индуктивное сопротивление трансформатора
Х
Т,пропорциональное частоте инвертирования
f
велико даже при небольшом магнитном рассеянии, то характеристика выпрямителя в целом получается падающей (линия 3).Обычно же внешние характеристики формируются искусственно с помощью системы управления. Например, для получения крутопадающих характеристик вводится отрицательная
обратная связь по току
, при которой с увеличением сварочного тока частота инвертирования снижается, что приводит к уменьшению выпрямленного напряжения (линия 2):
Подобным же образом для получения жестких характеристик вводится обратная связь по выпрямленному напряжению:
Рисунок 3.12 – Внешние характеристики инверторных выпрямителей
В инверторном выпрямителе сравнительно легко получить ломаную внешнюю характеристику (рисунок 3.12, б), сформированную из нескольких участков. Крутопадающий участок 1 необходим для задания сравнительно высокого напряжения холостого хода, что полезно при зажигании дуги. Пологопадающий основной участок 2обеспечивает эффективное саморегулирование при механизированной сварке в углекислом газе. Вертикальный участок 3 ограничивает сварочный ток, что предотвратит прожог при сварке тонкого металла. Последний участок 4 задает величину тока короткого замыкания. Разумеется, положение каждого участка настраивается с помощью отдельных регуляторов. Так, при сварке в углекислом газе перемещением по вертикали участка 2
регулируется сварочное напряжение, а при сварке покрытыми электродами перемещением участка 3 устанавливается сила тока.
Естественные внешние характеристики выпрямителя зависят от конструкции инвертора и трансформатора. Искусственные характеристики формируются с помощью обратных связей по току и напряжению.
Схемное решение транзисторного инвертора проще, чем у тиристорного. Разумеется, это относится только к мощным транзисторам, когда в каждом плече инвертора установлено не более одного вентиля. Ранее на рисунок 3.10 была пояснена работа двухтактного инвертора с нулевым выводом. Самые распространенные в сварочных выпрямителях схемы приведены на рисунок 3.13.
Двухтактный мостовой инвертор
показан на рисунок 3.13, а. В первом полупериоде (такте) система управления запускает транзисторы
VT
1и
VT
4, и ток идет по первичной обмотке трансформатора в направлении, показанном тонкой линией. Во втором полупериоде путь тока через транзисторы
VT
2и
VT
3показан пунктирной линией.
Однотактный полумостовой инвертор
на рисунке 3.13, б приведен в составе конвертора, он имеет половинное количество транзисторов. В момент
t
1при отпирании транзисторов
VT
1и
VT
2по первичной обмотке трансформатора идет импульс тока, показанный тонкой линией. Затем следует пауза
t
1
-t
4,после чего в этом же направлении проходит такой же импульс тока (рисунок 3.13, в). Таким образом, в однотактном инверторе ток оказывается переменным только по величине, но не по направлению. Недостатком такой схемы являются значительные перенапряжения на транзисторах в момент их выключения. Этот дефект устраняется при установке диодов
VD
1,
VD
2
.
С момента
t
2 выключения транзисторов энергия, запасенная в индуктивности первичной цепи, возвращается в сеть. При этом по первичной обмотке через диоды по пути, показанному пунктирной линией, идет ток, постепенно снижаясь к моменту
t
3.
Рисунок 3.13 – Схемы транзисторных инверторов
Теперь обратимся к процессам в сварочной цепи. Импульс тока, трансформированный во вторичной обмотке с момента t
1,передается нагрузке через диод
VD
3по пути, показанному тонкой линией. С момента
t
2 ток в нагрузке поддерживается в основном за счет энергии, запасенной в индуктивности
L.
С этой целью используется обратный диод
VD
4
,
ток по которому показан пунктиром. При достаточно большой индуктивности
L
выпрямленное напряжение
UB
может быть сглаженным до уровня, приемлемого по условиям технологического процесса (рисунок 3.13, в).
Надежность транзисторного инвертора пока еще невелика, здесь самым уязвимым элементом являются именно транзисторы. При конструировании сварочного выпрямителя стремятся к снижению числа вентилей, снижению тока и напряжения на них. При недостаточном допустимом токе приходится в каждое плечо устанавливать несколько параллельно соединенных транзисторов. В этом случае усложняется система управления и возникает проблема подбора вентилей с близкими характеристиками. Поэтому рационально параллельное соединение не транзисторов, а транзисторных модулей, каждый из которых снабжен собственными элементами управления и защиты. В этом случае может быть реализован и принцип резервирования, по которому неисправные модули отключаются без ущерба для общей работоспособности всего выпрямителя. В качестве примера можно привести модуль МТКД-40-7, специально предназначенный для применения в ключевых схемах преобразователей. Его предельный ток коллектора 40 А, а максимальное обратное напряжение цепи «коллектор—эмиттер» 700 В. Он представляет собой составной транзистор с резисторами и диодами в цепях управления и защиты, его коэффициент передачи по току может достигать 100.
Таблица 3.1 – Сравнительные характеристики
малогабаритных сварочных инверторов
| Модель | Страна изготовитель | Напряжение питания | Потребляемая мощность | Диапазон сварочного тока, А | ПВ, % | Габаритные размеры, мм | Масса, кг |
| Master-1600 MLS (Kemppi) | Финляндия | 4,8 | 10-160 | 410x180x390 | 14,0 | ||
| Minar-140 (Kemppi) | Финляндия | 4,1 | 10-140 | 305x123x250 | 4,2 | ||
| Invertec V 140-S (Lincoln Electric) | США | 6,2 | 5-140 | 254x145x350 | 6,0 | ||
| OrigoArc 150 (ESAB) | Швеция | 5,0 | 4-150 | 380x180x300 | 6,9 | ||
| ТЕ 161 (Merkle) | Германия | 3,7 | 3-150 | 290х152х235 | 5,3 | ||
| MOS 138 E (Deka) | Италия | 2,5 | 5-130 | 310x120x160 | 4,0 | ||
| Tecnica 140 (Telwin) | Италия | 4,2 | 5-130 | 315x135x210 | 5,1 | ||
| Technology 150 (Telwin) | Италия | 4,2 | 5-130 | 430x170x290 | 9,2 | ||
| Discovery 140 (Weco) | Италия | 6,9 | 5-140 | 120x310x215 | 4,3 | ||
| Handy S 200 (Lorch) | Германия | 4,5 | 10-140 | 280x138x220 | 4,5 | ||
| S 1601 (Cemont) | Италия | 4,5 | 5-150 | 235x145x340 | 7,7 | ||
| Transpoket 1500 (Fronius) | Австрия | 7,0 | 10-150 | 315x110x200 | 4,7 | ||
| Piko 140 (EWM) | Германия | 6,0 | 5-140 | 335x110x220 | 4,5 | ||
| DC 140 («Технотрон») | Россия | 6,9 | 10-140 | 310x120x215 | 4,0 | ||
| Торус-200 (Тор) | Россия | 5,0 | 40-200 | 115x185x280 | 5,0 | ||
| Форсаж-125 (ГРПЗ) | Россия | 4,0 | 40-125 | 330x142x245 | 6,7 | ||
| Прогресс-130 («Электрик») | Россия | 5,0 | 3-130 | 367x266x163 | 6,0 | ||
| Адонис-2 («Корд») | Россия | 5,1 | 35-160 | 165x360x370 | 14,5 | ||
| ВДУЧ-1371 («Спецэлектромаш») | Россия | 4,0 | 5-130 | 365x140x196 | 8,0 | ||
| ВМЕ-120 («ПромЭл») | Россия | 2,7 | 10-120 | 140x240x65 | 2,2 | ||
| ВМЕ-140 («ПромЭл») | Россия | 3,2 | 10-140 | 147x250x65 | 2,3 | ||
| ВМЕ-160 («ПромЭл») | Россия | 3,7 | 10-160 | 170x296x90 | 3,6 |
Сварочные свойства инверторных выпрямителей существенно лучше, чем у всех современных источников, и объясняется это высоким быстродействием инвертора. Если у других источников длительность переходного процесса не менее периода стандартного переменного тока, т.е. около 0,02 с, то у инверторного выпрямителя быстродействие характеризуется значениями 0,001 с и меньше. При механизированной сварке в углекислом газе инверторный выпрямитель способен обеспечить сложный алгоритм изменения тока с целью управления переносом электродного металла при длительности отдельных этапов цикла около 1 мс. Высокие динамические свойства инверторного выпрямителя проявляются и в случае программного управления процессом ручной дуговой сварки. В этом случае легко обеспечивается «горячий пуск» в начале сварки, быстрый переход от одного из заранее настроенных режимов к другому при попеременной сварке то нижних, то вертикальных швов, сварка пульсирующей дугой с регулируемой формой импульса и т.д.
Достоинства и недостатки инверторного источника тесно связаны друг с другом. Здесь энергия претерпевает по крайней мере 4 ступени преобразования. Тем не менее такой выпрямитель экономичен и весьма перспективен. Дело в том, что сердечник высокочастотного трансформатора имеет очень малые сечение и массу. Обычно сердечник весит почти в 10-20 раз меньше, чем сердечник трансформатора на 50 Гц. В целом выпрямитель также имеет замечательные массо-энергетические характеристики: 0,1-0,3 кг на 1 А сварочного тока и 4-8 кг на 1 кВт потребляемой мощности, т.е. весит в 3-5 раз меньше других выпрямителей. И все же инверторный выпрямитель дороже других источников, поэтому его рекомендуют использовать в тех случаях, где имеют значение малые масса и габариты — при сварке на монтаже, в быту, на ремонтных работах. В эксплуатации такой источник чрезвычайно экономичен. Его КПД не ниже 0,7. а иногда достигает 0,9. Главный недостаток инверторного выпрямителя заключается в чрезмерной сложности устройства и связанной с этим низкой надежности и ремонтопригодности.
К основным преимуществам инверторных источников можно отнести:
1. Экономия металла трансформаторного железа в 10 и более раз по сравнению с трансформатором 50 Гц.
2. Хорошие характеристики по массово-энергетическим показателям (0,1…0,2 кг/А, 4..8 кг/кВт).
Какой аппарат выбрать для дома и дачи
Первый этап при выборе аппарата – определение объёмов работ. Также требуется понять, какие металлы и сплавы нужно варить. Второй этап – определение типа питания. Если в загородном доме, мастерской или гараже доступно питание 380 В, то предпочтительнее купить именно такой, профессиональный аппарат. В таком случае инвертор будет работать намного стабильнее, чем от 220 В.
Для больших объёмов лучше приобретать полуавтомат, с его помощью процесс сборки и сварки металлоконструкций ускорится в 2-3 раза. Если же планируется использование аппарата для мелких работ, то достаточно обзавестись инвертором РДС 190-250 Ампер. Этого хватит и для сварки (швеллеров, уголков, арматуры), и для разрезания стали, если потребуется.
Аппараты для АДС с режимом ручной дуговой сварки – самый дорогой вариант, но для небольших мастерских – самый лучший. Позволит выполнять работы и для себя, и на заказ.
На что ещё обратить внимание:
- Индикация на панели – поможет начинающим сварщикам устанавливать требуемый сварочный ток.
- Количество настроек – позволит тонко отрегулировать параметры во время работы.
- Продолжительность нагрузки (ПН) – сколько времени (в процентах) будет работать инвертор в пределах цикла (5 минут). Этот параметр показывает на номинальный сварочный ток.
- Тип поджига вольфрамового электрода – контактный (прикосновением к детали) и бесконтактный (электрод лишь подносится к поверхности на расстояние). Второй тип лучше – вольфрам дольше сохранится, не будет залипать.
- Стабилизация сварочной дуги – помогает при «скачках» напряжения удержать силу тока на нужном уровне и не дать электроду «залипнуть».
Мнение эксперта
Кузнецов Василий Степанович
Если аппарат приобретается для постоянной работы на выезде, то нужно обратить внимание на вес, габариты, длину сварочных кабелей. Важен и срок гарантии, которую предоставляет производитель. Ряд фирм гарантирует безотказную работу на протяжении нескольких лет.
На что обращают внимание при покупке инвертора
Выбор сварочного инвертора основывается на условиях сварки и тех режимах, которым он должен соответствовать. В первую очередь определяются с входным напряжением. Подавляющее большинство аппаратов рассчитано на питание 220 В, но есть и модели, подключаемые к сети 380 В. В паспорте прибора его обозначают в виде допустимого диапазона: 220В + 15% — 30% или 160-240В. В сельской местности с частыми посадками напряжения это может иметь большое значение.
Важнейшей характеристикой режима сварки служит сварочный ток: он напрямую зависит от толщины свариваемых деталей и диаметра используемых электродов. В бытовых условиях редко приходится варить изделия толще 10 мм. В этом случае лучше выбрать инвертор, способный выдавать ток в 160-180 А. При сварке листов из углеродистой стали толщиной до 20 мм надо рассчитывать на 200 А. Более мощные агрегаты целесообразно приобретать лишь для специализированных мастерских. Важен и сам способ настройки. Возможность плавного регулирования в отличие от дискретного всегда предпочтительней для достижения качественного шва.
Совет! При работе с тонкими деталями следует обратить внимание на нижний предел исходящего тока, который желательно иметь на уровне 10 А.
Легкость зажигания сварочной дуги связана с напряжением холостого хода. У большинства моделей оно находится в диапазоне от 40 до 90 вольт. Чем выше этот показатель, тем легче будет варить.
При интенсивной эксплуатации большое влияние на производительность агрегата оказывает процент времени работы на максимальном токе, обозначаемый ПВ. Хороший аппарат должен иметь такой показатель на уровне не ниже 70%. Это значит, что при производственном цикле 10 минут 7 из них можно варить с полной нагрузкой, а 3 минуты следует потратить на замену электрода, очистку шва и охлаждение прибора.
Популярные модели. Отзывы
Нужно рассмотреть несколько распространённых и проверенных аппаратов всех трёх типов. Изучать сегмент дешёвых сварочников бессмысленно, поскольку покупка таких инверторов – лотерея. Они могут проработать всего неделю, а иногда – несколько лет и без каких-либо проблем.
Если говорить о странах-производителях, то бояться надписей «Made in China» не следует. Подавляющее большинство сварочного оборудования производится в КНР. Аппараты европейской сборки в Россию почти не поставляются, так как из-за чрезмерно высокой стоимости на них нет спроса.
Для РДС
Три лучших аппарата по рейтингам различных покупателей и продавцов.
РЕСАНТА САИ-190
- Максимальный сварочный ток – 190 А
- Диаметр электродов – до 5 мм
- Масса – 4,7 кг
- Гарантийный срок – 2 года
Даже при нестабильном напряжении в сети варит хорошо. Лучше использовать электроды МР-3С 3 мм. Защита от перегрева.
Минусы: короткие кабели.
Wester MINI 220T
- Максимальный сварочный ток – 220 А
- Диаметр электродов – до 5 мм
- Масса – 3 кг
- Гарантийный срок – 60 месяцев
Лёгкий и мощный аппарат. Цифровая индикация на передней панели.
Минусы: нет ручки для транспортировки.
Fubag IR 180
- Максимальный сварочный ток – 180 А
- Диаметр электродов – до 4 мм
- Масса – 4,6 кг
- Гарантийный срок – 2 года
Удобная рукоять для переноски (есть ремень), надёжный корпус, достаточная мощность для дома и дачи.
Преимущества инверторов
Сравнение сварочных инверторов с аппаратами альтернативных конструкций демонстрирует убедительные преимущества подобного оборудования.
- Малый вес, не превышающий 10 кг, и компактные размеры большинства моделей облегчают их хранение и транспортировку.
- Отсутствие тепловых потерь, затрачиваемых на нагрев обмоток, благоприятно отразилось на кпд инвертора, который при прочих равных условиях потребляет примерно в 1,5 раза меньше энергии, чем типичный сварочный трансформатор или выпрямитель..
- Универсальный инвертор имеет широкий диапазон исходящих характеристик, что позволяет выбирать режимы, в том числе для сварки нержавеющей стали и цветных металлов.
- Даже модели для дома и дачи не требуют продолжительных перерывов в работе на охлаждение аппарата.
- Инвертор для сварки оснащен простой системой управления с плавной настройкой всех необходимых параметров, что позволяет добиваться высокого качества шва даже начинающему сварщику.
Есть у инверторов и недостатки, которые заключаются в относительно высокой цене и строгих требованиях к условиям хранения и эксплуатации. Они чувствительны к пыли, избыточной влажности и пониженным температурам.
Как правильно использовать и обслуживать
Чтобы оборудование прослужило дольше, требуется своевременно удалять частицы, которые скапливаются внутри. Для удаления нужно либо часто пользоваться мощным пылесосом, выдувая пыль из вентиляционных щелей, либо периодически снимать кожух и очищать внутренности вручную – кисточкой, сжатым воздухом.
До окончания гарантийного срока откручивать болты крепления панелей корпуса нельзя.
Горелку полуавтомата требуется очищать от брызг во время работы. Сопло рекомендуется обрабатывать антипригарными составами: спреями или пастой.
Не следует варить на максимальном токе длительное время, это приведёт к уменьшению срока эксплуатации аппарата.
Обязательно соблюдать технику безопасности: использовать защитную маску, рукавицы или краги. Нельзя варить рядом с огнеопасными предметами. Необходимо всегда иметь под рукой противопожарные средства.
А у вас уже есть инверторный сварочный аппарат?
Конечно!Нет, но будет!
Возможные проблемы
Часто возникающие проблемы:
- Аппарат выключился во время сварки – на современных платах стоят температурные датчики, которые отключают питание. Часто на панели загорается индикатор с графическим символом «Термометр». В таких случаях не нужно отключать аппарат. Вентилятор поможет быстрее охладить внутреннюю часть.
- Во время сварки РДС электрод всё время прилипает – в сети низкое напряжение, его не хватает для работы. Нужно отключить все лишние электроприборы, уменьшить силу тока на инверторе, взять электроды меньшего диаметра.
- При сварке инвертором-полуавтоматом или АДС появляются поры. Или вольфрам не возбуждает дугу – малое давление газа. Нужно чтобы поток углекислоты или аргона обдувал зону сварки. Оптимальное давление – 1-1,5 кг/кв. см. Для сварки алюминия иногда требуется чуть больше.
- От корпуса аппарата бьёт током – такое часто случается на улице при большой влажности. Нужно заземлить аппарат или работать на резиновом коврике.
Если из вентиляционных щелей пошёл дым или вырвались искры, то нужно отключить питание и отвезти инвертор в сервисный центр.
Выбор сварочного инвертора зависит от того, какие работы придётся выполнять в будущем.
Изучите все возможные проблемы, которые могут возникнуть при работе со сварочным аппаратом
Также имеет значение:
- Профессионализм будущего владельца.
- Сколько денег выделено на покупку.
- На какой срок нужен аппарат.
Для частых и разнообразных работ лучше покупать профессиональное оборудование.
Принцип работы сварочного инвертора
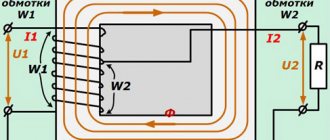
Основным отличием сварочного аппарата инверторного типа является более сложная цепочка преобразований, которым подвергается стандартный переменный электрический ток с периодичностью колебаний 50 Гц и напряжением 220 вольт до подачи его на электрод. Сначала он выпрямляется и сглаживается при прохождении специального фильтра. Затем быстро открывающиеся и закрывающиеся транзисторы инвертируют его в переменный ток с частотой колебаний, достигающих десятков кГц. Только после этой стадии ток трансформируется до требующихся для сварки 100-200А с напряжением 50-60В. На выходе работает высокочастотный выпрямитель, добиваясь прохождения постоянного тока, необходимого для наиболее качественных видов сварки.
Контроль и настройка исходящих значений параметров работы сварочного инвертора осуществляется транзисторным блоком управления. Он формирует оптимальные характеристики поступающего на электрод тока, необходимые для любых видов и режимов сварки.
Главное отличие сварочного трансформатора от инвертора заключается в преобразовании силовым трансформатором низкочастотных токов, что реализуется только на крупногабаритных устройствах, при этом высокочастотное оборудование инвертора характеризуется компактностью и низкой материалоемкостью.