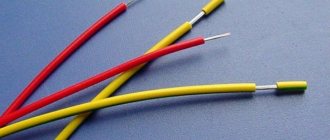
Медные провода практичнее алюминиевых, их часто используют для проводки в частных домах, прокладывают при ремонте квартир. Допускается несколько способов оформления стыков кабеля: их крепят клеммами, пайкой. Разрешается опрессовка или сжим скрутки, но самое надежное соединение образуется при расплаве меди. Для сварки медных проводов на линии или в распределительной коробке используют точечную технологию. Необходимо расплавить скрутку до однородной структуры, чтобы не повышалось сопротивление в цепи. Делается это для пожаробезопасности.
Особенности сварки медных проводов
Медь хорошо плавится и быстро насыщается водородом, окисляется в расплавленном состоянии. Температура плавления медных сплавов не более 1000°С. Для защиты металла при сварке медных деталей используют аргон или углекислый газ, но провода варить в защитной атмосфере экономически нецелесообразно. Для сварки медного кабеля используют обычные аппараты, генерирующие постоянный или высокочастотный переменный ток и напряжение от 15 до 30 В.
Желательно, чтобы рабочий ток регулировался, для скрутки одной жилы сечением 1,5 мм2 нужен ток 70 А, для соединения трех проводов потребуется увеличить ампераж до 90–100 А. Для монтажа медной проводки в доме с подключением мощного электрооборудования необходимо выбирать сварочные аппараты до 120 А. Если нет оптимального тока, дуга будет прерываться, электрод начнет залипать.
Параметры сварочного тока
Под параметрами подразумевается сила тока, напряжение и время сварки. Здесь у каждого свое мнение и понимание того, как нужно правильно настраивать дугу. Необходимое значение тока можно выставить, пользуясь инверторным сварочным аппаратом ресанта. Трансформаторные устройства подобным функционалом не обладают. Усредненные параметры для сварки проводки приведены в таблице.
| Сечение свариваемых проводов, кв. мм. | Количество жил, шт. | Ток, А |
| 1,5 | 2 | 70 |
| 1,5 | 3 | 80 |
| 2,5 | 2 | 100 |
| 2,5 | 4 | 120 |
Сварка обеспечивает наиболее качественное и надежное электрическое соединение проводки. Такой способ требует некоторого опыта и наличия оборудования. Однако полученный контакт будет обладать повышенной надежностью и прослужит не меньше, чем сами провода.
Сварка позволяет получить надежное соединение проводов
Для сваривания необходим мощный источник тока, графитовые электроды и средства индивидуальной защиты. Во время работы следует остерегаться ярких вспышек дуги и раскаленных электродов. Нужно учитывать и то, что устройство работает от сетевого напряжения. Поэтому необходимо соблюдать элементарные правила электробезопасности.
Источник
Пайка или сварка медных проводов – что лучше?
Самый простой и эффективный способ пайки – погрузить место контакта в расплав припоя. Для небольших схем такой метод годится. Но при монтаже линий из медных проводов не подходит. Пайка оловянными припоями на весу требует навыков, новички с такой работой не справятся, велик риск травмирования. Соединение проводов своими руками контактной сваркой намного безопаснее.
Еще одно преимущество сварки – не изменяется химический состав проводов, в сплав не попадают частички припоя. Электропроводность медного кабеля в месте скрутки не меняется. Сварка проводится быстрее пайки, не нужно предварительно лудить контакты, подбирать паяльник по мощности под размер кабеля. Есть многожильные шнуры, которые пропаять невозможно.
У сварки есть единственный недостаток: если нет навыков, можно повредить целостность изоляции медного провода.
Характеристики сварочных аппаратов
Для сварки проводов своими руками используют агрегаты с напряжением менее 20 В, применяют трансформаторные или инверторные аппараты, выдающие маломощную дугу.
Инверторный тип
Сварка инвертором удобна, что объясняется его компактными размерами, оптимальными предустановленными параметрами. Элементы управления позволяют легко выполнять тонкую настройку.
В отличие от трансформаторных установок, инверторные аппараты имеют небольшой вес. Способ применения аналогичен таковому у других устройств. При выборе учитывают возможность регулировки силы тока в пределах 40-200 А.
Это упрощает процесс формирования сварочной дуги, минимизирует количество помех. Инверторный способ подойдет начинающему сварщику.
Трансформаторная сварка
Для соединения проводов в домашних условиях достаточно применения регулируемых по силе тока аппаратов. Нагрузка должна составлять не менее 400 А. Для формирования прочного сварного шва требуется прогрев до 1080 °С.
Рекомендуем к прочтению Особенности сваривания металла с оцинковкой
Электроды подсоединяют по схеме с прямой полярностью. Такой метод помогает поддерживать стабильную сварочную дугу. Понижающий трансформатор используют для пайки любых видов медных кабелей. Допустимо применение устройства для работ в распределительной коробке.
Сварку выполняют после обесточивания электропроводки. Силу тока подбирают с учетом сечения жил.
Требования к самоделкам
При разовом выполнении работ необязательно приобретать дорогостоящее оборудование. Лучше использовать самодельные аппараты, имеющие простое строение. Схема устройства включает в себя трансформатор, элементы контроля и управления, массу, зажим. Первый компонент является основой сварочного оборудования.
Трансформатор можно приобрести или собрать своими руками. Число витков и сечение обмотки рассчитывают с учетом входных и выходных показателей тока.
Самодельный сварочный аппарат должен иметь следующие технические характеристики:
- тип трансформатора – понижающий;
- диапазон входящих напряжений – 12-48 В;
- пределы регулирования силы тока – 40-150 А.
Самодельный прибор совершенствуют, добавляя функцию сварки скруток с переменным напряжением. Для этого в схему вводят диодный мост. Он поддерживает стабильное горение дуги. Готовый аппарат защищают прочным корпусом, исключающим повреждение устройства при механических воздействиях.
К трансформатору подсоединяют кабели держателя, изготавливаемого из зажимов массы, в роли которой выступают тяжелые пассатижи.
Технология сварки скруток медных проводов
Соединение заключается в расплавлении свариваемых проводников дугой при пропускании тока, зажимное устройство уплотняет структуру диффузного слоя. Стоит рассмотреть процесс сварки скруток медных проводников подробнее. Пошаговая инструкция:
- Концы соединяемого кабеля зачищают, снимают изоляцию на расстоянии до 7 см, чтобы проводка не пострадала в процессе работы.
- Жилы или нити складывают параллельно, их необходимо плотно скрутить между собой, тип скрутки значения не имеет, но при осевой стыковке по направлению проводников друг к другу сваривать скрутку сложнее.
- Длина скрутки должна достигать 5 см, излишки волокон обрезают. Провода помещают между контактами или в самодельное прижимное устройство на расстоянии 2–3 см от края.
- После касания проводников электродом возникает электродуга, ее удерживают не более 2–3 секунд в зависимости от толщины проводников.
- Медь расплавляется в зажимном устройстве, образуется прочное соединение.
- Остывшие соединенные проводники обматывают изоляционной лентой или надевают на нее термоусадочную пленку.
Технология работ с медью
Перед сваркой меди необходимо заранее подготовить все оборудование, компоненты, проверить их исправность. Чтобы избежать, ожогов, травм, ухудшения зрения, сварочные работы надо производить в специальной робе, рукавицах, защитной маске.
Наготове должен быть огнетушитель. Только неукоснительное соблюдение правил безопасной сварки позволит вам получить требуемый результат. Для сварки меди мы будем использовать электроды двух видов – угольные и графитовые.
Угольные стержни из отработавших батареек могут стать им неплохой заменой. После того, как все оборудование проверено, выставляем требуемую нам силу тока.
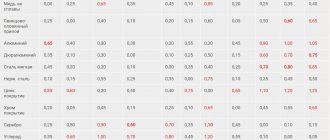
Электропровода отличаются составом и качеством меди, поэтому подбирать параметры тока необходимо, учитывая это.
Если сварочный ток подобран правильно – дуга будет устойчивой, электродный стержень не будет залипать. Умение быстро подбирать параметры тока под характеристики свариваемого материала приходит с опытом.
Вот примерные характеристики тока для разных типов проводов:
Подготовка окончена, можно приступать к сварке. Для начала снимем изоляцию кабеля на расстоянии 7-10см. Затем провода из нескольких жил скручиваются.
Образовавшуюся скрутку аккуратно подрезаем, оставляем около 5 сантиметров, на ней размещаем зажим из меди. Его функция – отвод избыточного тепла. Также подключаем массу (заземление).
Выбор электродов
Дугу разжигают угольным стержнем или графитовым электродом с омеднением, его еще называют «графитовый карандаш». Дуга у черного угольного стержня выше, чем у серого «графитового карандаша», расход электродов небольшой.
Если нет угольных электродов, мастера используют графитовые сердечники пальчиковых батареек.
При сварке стыков кабеля необходимо позаботиться об индивидуальной защите от поражения током, не стоит пренебрегать заземлением. Огнетушитель лучше держать под рукой.
Чем отличаются между собой графитные, угольные электроды
Несмотря на сходство данных инструментов, их некоторые характеристики немного отличаются:
- Стоимость. Графитовые электроды дешевле.
- Цвет. Электроды из графита имеют темно-серый цвет, металлический отблеск, а угольные абсолютно черного цвета.
- Стержень из угля формирует дугу достаточно большой температуры, поэтому с таким инструментом должен работать уже опытный сварщик, чтобы не допустить разрушения кабеля. Но, есть и положительная сторона — высокая температура достигается при низком токе, поэтому угольные электроды можно использовать для маломощных сварочных трансформаторов.
- Графитовые стержни больше подходят для сварки инверторного типа с регуляторами тока. Они идеальны для начинающих сварщиков, любителей. При использовании данного инструмента сварные шва лучшего качества, чем выполненные угольными электродами.
Особенности процесса
Электроды, сделанные из угля, отличатся от металлических тем, что относятся к неплавким. Это значит, что при сварке они играют роль проводника электричества, но не становятся частью сварочной ванны.
В ходе работы угольные стержни разогреваются до очень высокой температуры. А если продолжать нагрев, то практически сразу из расплавленного состояния они перейдут в состояние кипения (к слову, уголь кипит при температуре 4200 °C).
Из-за особенностей материала использовать в процессе сварки можно только постоянный электрический ток прямой полярности. Соответственно, минус (катод) здесь должен находиться на электроде, а плюс (анод) на металлической поверхности изделия.
При работе с угольными электродами сварщику, как правило, требуются присадочные элементы. При этом сваривать можно двумя путями:
- слева направо (в таком случае присадка оказывается позади электрода);
- справа налево (впереди находится присадка).
Интересно, что при сварке слева направо тепловая энергия используется эффективнее, и это позволяет увеличить скорость работы. Однако на практике чаще можно встретить технологию «справа налево» – она привычней.
В некоторых ситуациях можно обойтись и без присадки, например, при отбортовке тонких металлических изделий или при сварке угловых стыков. Причём если использовать угольный электрод без присадок для соединения металлических листов, имеющих толщину до 3 мм, то производительность будет на порядок больше, чем при сварке с иными электропроводниками.