Copper wires are more practical than aluminum wires; they are often used for wiring in private homes and laid when renovating apartments. Several ways of designing cable joints are allowed: they are secured with terminals or soldering. Crimping or compression of the twist is allowed, but the most reliable connection is formed by molten copper. To weld copper wires on a line or in a distribution box, spot technology is used. It is necessary to melt the twist to a homogeneous structure so that the resistance in the circuit does not increase. This is done for fire safety.
Features of welding copper wires
Copper melts well and is quickly saturated with hydrogen and oxidizes in the molten state. The melting point of copper alloys is no more than 1000°C. To protect the metal when welding copper parts, argon or carbon dioxide is used, but welding wires in a protective atmosphere is not economically feasible. For welding copper cables, conventional machines are used that generate direct or high-frequency alternating current and voltage from 15 to 30 V.
It is desirable that the operating current be regulated; to twist one core with a cross-section of 1.5 mm2, a current of 70 A is required; to connect three wires, the amperage will need to be increased to 90–100 A. To install copper wiring in a house with the connection of powerful electrical equipment, it is necessary to choose welding machines up to 120 A. If there is no optimal current, the arc will be interrupted and the electrode will begin to stick.
Welding current parameters
The parameters mean current, voltage and welding time. Here everyone has their own opinion and understanding of how to properly configure the arc. The required current value can be set using a Resanta inverter welding machine. Transformer devices do not have such functionality. The average parameters for welding wiring are given in the table.
| Cross-section of welded wires, sq. mm. | Number of cores, pcs. | Current, A |
| 1,5 | 2 | 70 |
| 1,5 | 3 | 80 |
| 2,5 | 2 | 100 |
| 2,5 | 4 | 120 |
Welding provides the highest quality and most reliable electrical wiring connection. This method requires some experience and equipment. However, the resulting contact will have increased reliability and will last no less than the wires themselves.
Welding allows you to obtain a reliable connection of wires
Welding requires a powerful current source, graphite electrodes and personal protective equipment. During operation, beware of bright arc flashes and hot electrodes. It is also necessary to take into account that the device operates on mains voltage. Therefore, it is necessary to follow basic electrical safety rules.
Source
Soldering or welding copper wires - which is better?
The simplest and most effective soldering method is to immerse the contact point in molten solder. For small circuits this method is suitable. But it is not suitable for installing lines made of copper wires. Soldering with tin solders by weight requires skill; beginners cannot cope with such work, and there is a high risk of injury. Connecting wires with your own hands using contact welding is much safer.
Another advantage of welding is that the chemical composition of the wires does not change, and no solder particles get into the alloy. The electrical conductivity of the copper cable at the point of twisting does not change. Welding is faster than soldering; there is no need to pre-tin the contacts or select a soldering iron according to the power of the cable size. There are multi-core cords that cannot be soldered.
Welding has the only drawback: if you do not have the skills, you can damage the integrity of the insulation of the copper wire.
Characteristics of welding machines
To weld wires with your own hands, use units with a voltage of less than 20 V; use transformer or inverter devices that produce a low-power arc.
Inverter type
Welding with an inverter is convenient, which is explained by its compact size and optimal preset parameters. The controls make fine-tuning easy.
Unlike transformer units, inverter units are lightweight. The method of application is similar to that of other devices. When choosing, take into account the possibility of adjusting the current strength within 40-200 A.
This simplifies the process of forming a welding arc and minimizes the amount of interference. The inverter method is suitable for a novice welder.
Transformer welding
To connect wires at home, it is sufficient to use current-regulated devices. The load must be at least 400 A. To form a strong weld, heating to 1080 °C is required.
We recommend reading Features of welding metal with galvanization
The electrodes are connected according to a straight polarity circuit. This method helps maintain a stable welding arc. A step-down transformer is used for soldering all types of copper cables. It is permissible to use the device for work in a junction box.
Welding is performed after de-energizing the electrical wiring. The current strength is selected taking into account the cross-section of the cores.
Requirements for homemade products
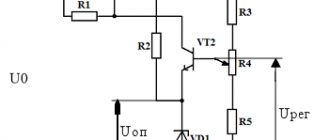
When performing one-time work, it is not necessary to purchase expensive equipment. It is better to use homemade devices that have a simple structure. The device circuit includes a transformer, monitoring and control elements, ground, and clamp. The first component is the basis of the welding equipment.
You can purchase a transformer or assemble it yourself. The number of turns and the cross-section of the winding are calculated taking into account the input and output current indicators.
A homemade welding machine must have the following technical characteristics:
- transformer type – step-down;
- input voltage range – 12-48 V;
- Current control limits are 40-150 A.
The homemade device is being improved by adding the function of welding twists with alternating voltage. To do this, a diode bridge is introduced into the circuit. It maintains a stable arc. The finished device is protected by a durable case that prevents damage to the device due to mechanical stress.
The transformer is connected to the cables of a holder made of mass clamps, which are played by heavy pliers.
Technology for welding strands of copper wires
The connection consists of melting the welded conductors with an arc when passing current, the clamping device compacts the structure of the diffuse layer. It is worth considering the process of welding strands of copper conductors in more detail. Step-by-step instruction:
- The ends of the cable to be connected are cleaned and the insulation is removed at a distance of up to 7 cm so that the wiring is not damaged during operation.
- The cores or threads are folded in parallel, they must be tightly twisted together, the type of twisting does not matter, but when axially joining in the direction of the conductors to each other, it is more difficult to weld the twist.
- The length of the twist should reach 5 cm, excess fibers are cut off. The wires are placed between the contacts or in a homemade clamping device at a distance of 2–3 cm from the edge.
- After touching the conductors with the electrode, an electric arc occurs; it is held for no more than 2–3 seconds, depending on the thickness of the conductors.
- The copper is melted in the clamping device, creating a strong connection.
- The cooled connected conductors are wrapped with insulating tape or heat-shrinkable film is put on it.
Copper technology
Before welding copper, it is necessary to prepare all equipment and components in advance and check their serviceability. To avoid burns, injuries, and visual impairment, welding work must be performed in a special uniform, gloves, and a protective mask.
Have a fire extinguisher at the ready. Only strict adherence to safe welding rules will allow you to obtain the required result. To weld copper, we will use two types of electrodes - carbon and graphite.
Carbon rods from used batteries can be a good replacement. After all the equipment has been checked, we set the current strength we require.
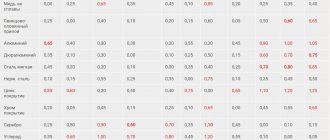
Electrical wires differ in the composition and quality of copper, so it is necessary to select current parameters taking this into account.
If the welding current is selected correctly, the arc will be stable and the electrode rod will not stick. The ability to quickly select current parameters to match the characteristics of the material being welded comes with experience.
Here are approximate current characteristics for different types of wires:
The preparation is complete, you can start welding. First, remove the cable insulation at a distance of 7-10 cm. Then the wires from several cores are twisted.
We carefully trim the resulting twist, leave about 5 centimeters, and place a copper clamp on it. Its function is to remove excess heat. We also connect ground (grounding).
Selecting Electrodes
The arc is ignited with a carbon rod or a copper-plated graphite electrode, also called a “graphite pencil”. The arc of a black carbon rod is higher than that of a gray “graphite pencil”; the consumption of electrodes is small.
If there are no carbon electrodes, craftsmen use graphite cores of AA batteries.
When welding cable joints, it is necessary to take care of individual protection against electric shock; do not neglect grounding. It's best to keep a fire extinguisher handy.
What is the difference between graphite and carbon electrodes?
Despite the similarity of these tools, some of their characteristics are slightly different:
- Price. Graphite electrodes are cheaper.
- Color. Graphite electrodes have a dark gray color with a metallic sheen, while carbon electrodes are completely black.
- A carbon rod forms an arc at a fairly high temperature, so an experienced welder must work with such a tool to prevent cable destruction. But there is also a positive side - high temperatures are achieved at low current, so carbon electrodes can be used for low-power welding transformers.
- Graphite rods are more suitable for inverter-type welding with current regulators. They are ideal for beginner and amateur welders. When using this tool, welds are of better quality than those made with carbon electrodes.
Process Features
Electrodes made from coal differ from metal ones in that they are infusible. This means that during welding they act as a conductor of electricity, but do not become part of the weld pool.
During operation, the carbon rods heat up to very high temperatures. And if you continue heating, then almost immediately they will go from a molten state to a boiling state (by the way, coal boils at a temperature of 4200 ° C).
Due to the characteristics of the material, only direct electric current of straight polarity can be used in the welding process. Accordingly, the minus (cathode) here should be on the electrode, and the plus (anode) on the metal surface of the product.
When working with carbon electrodes, the welder usually requires filler elements. In this case, welding can be done in two ways:
- from left to right (in this case, the additive is behind the electrode);
- from right to left (there is an additive in front).
Interestingly, when welding from left to right, thermal energy is used more efficiently, and this allows you to increase the speed of work. However, in practice you can often find the “right to left” technology - it is more familiar.
In some situations, you can do without an additive, for example, when flanging thin metal products or when welding corner joints . Moreover, if you use a carbon electrode without additives to join metal sheets with a thickness of up to 3 mm, then the productivity will be an order of magnitude greater than when welding with other electrical conductors.