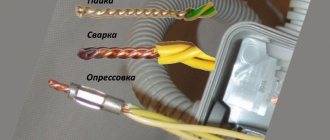
Простое наложение или легкое скручивание контактных поверхностей соединяемых проводников не обеспечивает хорошего контакта, так как из-за микронеровностей действительное соприкосновение происходит не по всей поверхности проводников, а только в немногих точках, что приводит к значительному увеличению переходного сопротивления.
В месте соприкосновения двух проводников всегда возникает переходное сопротивление электрического контакта, величина которого зависит от физических свойств соприкасающихся материалов, их состояния, силы сжатия в месте контакта, температуры и фактической площади соприкосновения.
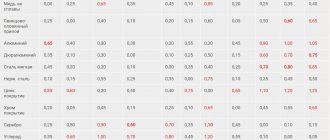
С точки зрения надежности электрического контакта алюминиевый провод не выдерживает конкуренции с медным. Предварительно очищенная поверхность алюминия после нескольких секунд пребывания на воздухе покрывается тонкой твердой и тугоплавкой окисной пленкой, обладающей высоким электрическим сопротивлением, что приводит к повышенному переходному сопротивлению и сильному нагреву зоны контакта, в результате чего еще больше увеличивается электрическое сопротивление. Еще одной особенностью алюминия является его низкий предел текучести. Сильно затянутое соединение алюминиевых проводов с течением времени ослабевает, что приводит к снижению надежности контакта. Кроме того, алюминий обладает худшей проводимостью. Именно поэтому применение в бытовых электрических системах алюминиевых проводов не только неудобно, но и опасно.
Медь окисляется на воздухе при обычных температурах жилых помещений (около 20 °С). Образующаяся при этом окисная пленка не обладает большой прочностью и легко разрушается при сжатии. Особенно интенсивное окисление меди начинается при температурах выше 70 °С. Оксидная пленка на медной поверхности сама по себе обладает незначительным сопротивлением и мало влияет на величину переходного сопротивления.
Состояние контактных поверхностей оказывает решающее влияние на рост переходного сопротивления контакта. Для получения устойчивого и долговечного контактного соединения должна быть выполнена качественная зачистка и обработка поверхности соединяемых проводников. Изоляцию с жил снимают на нужную длину специализированным инструментом или ножом. Затем оголенные части жил зачищают наждачной шкуркой и обрабатывают ацетоном или уайт-спиритом. Длина разделки зависит от особенностей конкретного способа соединения, ответвления или оконцевания.
Переходное контактное сопротивление в значительной степени уменьшается при увеличении силы сжатия двух проводников, так как от нее зависит действительная площадь соприкосновения. Таким образом, для уменьшения переходного сопротивления в соединении двух проводников необходимо обеспечить достаточное их сжатие, но без разрушающих пластических деформаций.
Существует несколько способов монтажа электрического соединения. Наиболее качественным из них всегда будет то, которое обеспечивает в конкретных условиях наиболее низкое значение переходного контактного сопротивления как можно более длительное время.
Согласно «Правилам устройства электроустановок» (п. 2.1.21), соединение, ответвление и оконцевание жил проводов и кабелей должны производиться при помощи сварки, пайки, опрессовки или сжимов (винтовых, болтовых и т. и.) в соответствии с действующими инструкциями. В таких соединениях всегда можно добиться стабильно низкого переходного контактного сопротивления. При этом необходимо соединять провода с соблюдением технологии и с использованием соответствующих материалов и инструментов.
Соединение проводов в распределительной коробке — это важная и ответственная операция. Она может выполняться различными способами: при помощи клеммников, методом пайки и сварки, опрессовкой, а зачастую обычной скруткой. У всех этих способов есть определенные преимущества и недостатки. Выбрать способ соединения необходимо перед началом монтажа, так как это предполагает и подбор соответствующих материалов, инструментов и оборудования.
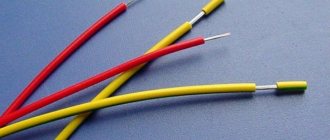
При соединении проводов следует соблюдать одинаковую цветность нулевых, фазных и заземляющих проводов. Обычно фазный провод — коричневый или красный, нулевой рабочий — голубой, провод защитного заземления — желто-зеленый.
Очень часто электрикам приходится подключать провод к уже существующей линии. Иными словами, необходимо создать ответвление проводов. Такие соединения выполняются с помощью специальных ответвительных сжимов, клеммных колодок и прокалывающих зажимов.
При непосредственном соединении медных и алюминиевых проводов медь с алюминием образуют гальваническую пару, и в месте контакта возникает электрохимический процесс, в результате которого алюминий разрушается. Поэтому для соединения медных и алюминиевых проводов нужно использовать специальные клеммные или болтовые соединения.
Провода, подключаемые к различным устройствам, часто нуждаются в специальных наконечниках, которые способствуют обеспечению надежного контакта и снижению переходного сопротивления. Такие наконечники могут крепиться к проводу пайкой или опрессовкой.
Наконечники бывают самых различных видов. Например, для медных многопроволочных жил выпускаются наконечники из цельнотянутой медной трубы, сплющенной и просверленной под болт с одной стороны.
Сварка. Соединение проводов сваркой.
Соединение проводников сваркой дает монолитный и надежный контакт, поэтому она широко применяется при электромонтажных работах.
Сварку выполняют по торцам предварительно зачищенных и скрученных проводников угольным электродом при помощи сварочных аппаратов мощностью около 500 Вт (для сечения скруток до 25 мм2). Ток на сварочном аппарате выставляется от 60 до 120 А в зависимости от сечения и количества свариваемых проводов.
Из-за относительно малых токов и низкой (по сравнению со сталью) температуры плавления процесс происходит без большой ослепительной дуги, без глубинного прогрева и разбрызгивания металла, что позволяет использовать вместо маски защитные очки. При этом могут быть упрощены и другие меры безопасности. По окончании сварки и остывании провода оголенный конец изолируется с помощью изоленты или термоусадочной трубки. После небольшой тренировки с помощью сварки можно довольно быстро и качественно выполнить соединения электрических проводов и кабелей в системе электроснабжения.
При сварке электрод подносится к свариваемому проводу до касания, потом отводится на небольшое расстояние (ОД—1 мм). Полученная при этом сварочная дуга оплавляет скрутку проводов до образования характерного шарика. Касание электрода должно быть кратковременным для создания нужной зоны оплавления без повреждения изоляции провода. Большую длину дуги делать нельзя, так как место сварки получается пористым из-за окисления в воздушной среде.
В настоящее время сварочные работы по соединению электрических проводов удобно выполнять инверторным сварочным аппаратом, так как он имеет небольшие объем и вес, что позволяет электромонтажнику работать на стремянке, например под потолком, повесив сварочный инверторный аппарат себе на плечо. Для сварки электрических проводов используют графитовый электрод, покрытый медью.
В соединении, полученном методом сварки, электрический ток течет по монолитному однотипному металлу. Разумеется, и сопротивление подобных соединений оказывается рекордно низким. Кроме того, такое соединение обладает прекрасной механической прочностью.
Из всех известных способов соединения проводов ни один из них по долговечности и проводимости контакта не сравнится со сваркой. Даже пайка разрушается со временем, так как в соединении присутствует третий, более легкоплавкий и рыхлый металл (припой), а на границе разных материалов всегда существует дополнительное переходное сопротивление и возможны разрушающие химические реакции.
Преимущества перед паяльником
Медь является специфическим металлом, сваривать который необходимо в хорошо защищенном помещении, чтобы предотвратить взаимодействие воздуха, который содержится в окружающей среде и углерода. Однако при сварке проводов сделанных из этого металла, отсутствует необходимость создания длинного сварочного шва. Поэтому процесс сварки электрической проводки можно выполнять на открытом воздухе.
Чтобы спаять друг с другом два медных провода нужно за короткий промежуток времени просто расплавить торцы места их временной скрутки. Для этих целей прекрасно подойдет обыкновенный инвертор либо сварочный трансформатор. Однако нужно отметить, что используемое оборудование должно выдавать такую силу тока, который бы хватало для плавки краев кабелей.
Главным преимуществом использования инвертора и трансформаторов, по сравнению с паяльником заключается в том, что:
- не нужно дополнительно использовать во время сварки присадочный материал;
- отсутствует необходимость в лужении металла;
- сваривать металлы гораздо быстрее, чем проводить пайку (эффективно при выполнении больших объемов работ по монтажу проводки);
- сварочные аппараты, сменив режим работы, можно переключить под работу с жилами любого сечения (для пайки материалов с разным диаметром нужно приобретать паяльники, которые отличаются по мощности).
Кроме того, при прокладке электропроводки, могут использоваться кабеля большой толщины. В этом случае соединить их между собой при помощи паяльника не получится. Также во время пайки, при использовании паяльника, необходимо постоянно следить за его температурным режимом. Ведь в случае применения плохо прогретого либо маломощного паяльника, места соединения проводки будут плохо прогреваться.
Пайка. Соединение проводов пайкой.
Пайка представляет собой способ соединения металлов с помощью другого, более легкоплавкого металла. По сравнению со сваркой пайка является более простой и доступной. Она не требует дорогостоящего оборудования, менее пожароопасна, а навыки для выполнения хорошего качества пайки потребуются более скромные, чем при осуществлении сварного соединения. Следует отметить, что поверхность металла на воздухе обычно быстро покрывается оксидной пленкой, поэтому ее перед пайкой требуется зачистить. Но зачищенная поверхность вновь может быстро окислиться. Во избежание этого на обработанные места наносят химические вещества — флюсы, повышающие текучесть расплавленного припоя. Благодаря этому пайка получается прочнее.
Пайка также является лучшим способом оконцевания медных многопроволочных жил в кольцо — пропаянное кольцо равномерно покрывается припоем. При этом все проволоки должны полностью входить в монолитную часть кольца, а его диаметр должен соответствовать диаметру винтового зажима.
Процесс пайки проводов и жил кабелей заключается в покрытии разогретых концов соединяемых жил расплавленным оловянисто-свинцовым припоем, который обеспечивает после затвердения механическую прочность и высокую электропроводность неразъемного соединения. Пайка должна быть гладкой, без пор, загрязнений, наплывов, острых выпуклостей припоя, инородных вкраплений.
Для пайки медных жил малых сечений используют трубки припоя, заполненные канифолью, или раствор канифоли в спирте, который перед пайкой наносят на место соединения.
Для создания качественного пропаянного контактного соединения жилы проводов (кабелей) необходимо тщательно облудить, а затем скрутить и обжать. От правильной скрутки в значительной степени зависит качество пропаянного контакта.
После пайки контактное соединение защищается несколькими слоями изоляционной ленты или термоусадочной трубкой. Вместо изоляционной ленты пропаянное контактное соединение можно защитить изоляционным колпачком (СИЗ). Перед этим желательно готовое соединение покрыть влагостойким лаком.
Нагрев деталей и припоя производится специальным инструментом, который называется паяльником. Обязательным условием создания надежного соединения способом пайки является одинаковая температура спаиваемых поверхностей. Большое значение для качества пайки имеет соотношение температуры жала паяльника и температуры плавления. Естественно, что добиться этого можно только при помощи правильно подобранного инструмента.
Паяльники различаются по конструкции и мощности. Для выполнения бытовых электромонтажных работ вполне достаточно обычного электрического стержневого паяльника мощностью 20—40 Вт. Желательно, чтобы он был оснащен регулятором температуры (с термодатчиком) или хотя бы регулятором мощности.
Опытные электромонтажники часто используют для пайки оригинальный способ. В рабочем стержне мощного паяльника (не менее 100 Вт) высверливается отверстие диаметром 6—7 мм и глубиной 25—30 мм и заполняется припоем. В разогретом состоянии такой паяльник представляет собой небольшую лудильную ванночку, которая позволяет быстро и качественно пропаять несколько многожильных соединений. Перед пайкой в ванночку бросается небольшое количество канифоли, которая препятствует появлению оксидной пленки на поверхности проводника. Дальнейший процесс пайки заключается в опускании скрученного соединения в такую импровизированную ванночку.
Пайка как надежная альтернатива скрутке
Ближайшей альтернативой скрутке, запрещенной для электромонтажа, является соединение проводов методом спайки. Он требует специальных приспособлений и расходных материалов, но обеспечивает абсолютный электрический контакт.
Совет! Спайка проводов внахлест считается самой ненадежной в технологии. В процессе эксплуатации припой крошится и соединение размыкается. Поэтому пред пайкой наложите бандаж, обмотайте кусочком провода меньшего диаметра соединяемые части, или скрутите вместе проводники.
Понадобится электропаяльник мощностью 60–100 Вт, подставка и пинцет (тонкогубцы). Жало паяльника следует очистить от окалины заточить, подобрав предварительно наиболее подходящую форму кончика в виде лопатки, а корпус прибора подсоедините к заземляющему проводу. Из «расходников» потребуется припой ПОС-40, ПОС-60 из олова и свинца, канифоль в качестве флюса. Можно использовать проволоку из припоя с, помещенной внутрь структуры, канифолью.
Если потребуется паять сталь, латунь или алюминий, потребуется специальная паяльная кислота.
Важно! Нельзя перегревать места примыкания. Чтобы не поплавилась изоляция при пайке обязательно используйте теплоотвод. Для этого придерживайте оголенный провод между местом нагрева и изоляцией пинцетом или тонкогубцами.
- Зачищенные от изоляции жилы следует облудить, для чего разогретые паяльником кончики помещают в кусочек канифоли, они должны покрыться коричнево-прозрачным слоем флюса.
- Помещаем кончик жала паяльника в припой, захватываем каплю расплавленного и равномерно обрабатываем поочередно провода, проворачивая и двигая по лопатке жала.
- Приложить или скрутить вместе провода, зафиксировав неподвижно. Прогреть жалом в течении 2–5 с. Обработать спаиваемые участки слоем припоя, дав растечься капле по поверхностям. Перевернуть соединяемые провода и повторить операцию с обратной стороны.
- После остывания места пайки изолируются по аналогии со скруткой. В некоторых соединениях они предварительно обрабатываются кисточкой, смоченной в спирте и покрываются сверху лаком.
Совет! Во время и после пайки в течении 5–8 с. провода нельзя дергать и шевелить, они должны находиться в неподвижном положении. Сигналом к тому, что структура затвердела, служит приобретение матового оттенка поверхностью припоя (в расплавленном состоянии он блестит).
Соединение проводов винтовыми клеммниками
Одним из распространенных способов создания контакта является использование винтовых клеммников. В них надежный контакт обеспечивается за счет затяжки винта или болта. При этом к каждому винту или болту рекомендуется присоединять не более двух проводников. При использовании в таких соединениях многопроволочных жил концы проводов требуют предварительного облужения или применения специальных наконечников. Преимуществом таких соединений являются их надежность и разборность.
По назначению клеммники могут быть проходными и соединительными.
Соединительные винтовые клеммники предназначены для соединения проводов между собой. Они обычно применяются для коммутации проводов в распределительных коробках и распределительных щитах.
Проходные клеммники используются, как правило, для подключения к сети различных приборов (люстр, светильников и т. д.), а также при сращивании проводов.
При соединении при помощи винтовых клеммников проводов с многопроволочными жилами их концы нуждаются в предварительной пропайке или опрессовке специальными наконечниками.
При работе с проводами из алюминия использование винтовых клеммников не рекомендуется, так как алюминиевые жилы при их затяжке винтами склонны к пластической деформации, что приводит к снижению надежности соединения.
Пружинные и винтовые зажимы
Описанное выше достаточно легко практиковать и в повседневной работе с бытовыми сетями. Поскольку отказ от многопроволочных проводников стал почти общепринятым, соединять можно либо монолитные жилы, либо пряди, обработанные пайкой или гильзовыми наконечниками. Один из старейших и надёжных способов — винтовые колодки, которые глубоко врезаются в жилу и обеспечивают хороший контакт в ущерб динамической прочности жилы. Для постоянных соединений также рекомендуется заполнять термоклеем открытые части колодок и «шейки» винтов.
Альтернативой таким соединениям служат пружинные зажимы WAGO и подобные им. Жилу в таком зажиме можно согнуть несколько десятков раз, и она не обломается в слабом месте. Для использования во влажной среде рекомендуется приобретать пружинные колодки, заполненные техническим вазелином. Такие приспособления, не смотря на незначительное увеличение общей стоимости проекта, остаются разъёмными для быстрого изменения конфигурации сети при обнаружении ошибки, в то же время срок их эксплуатации сопоставим с кабелем — от 50 лет.
Быстроразъёмное соедиенние Wago
Соединение проводов самозажимными клеммниками
В последнее время очень популярным приспособлением для соединения проводов и жил кабелей стали самозажимные клеммники типа WAGO. Они предназначены для соединения проводов сечением до 2,5 мм2 и рассчитаны на рабочий ток до 24 А, что позволяет подключать к соединенным ими проводам нагрузку до 5 кВт. В таких клеммниках можно соединить до восьми проводов, что значительно ускоряет монтаж проводки в целом. Правда, по сравнению со скруткой, они занимают в распаянных коробках больше места, что не всегда удобно.
Безвинтовой клеммник принципиально отличается тем, что его монтаж не требует никаких инструментов и навыков. Зачищенный на определенную длину провод с небольшим усилием вставляется на свое место и надежно поджимается пружиной. Конструкция безвинтового клеммного соединения была разработана в немецкой фирме WAGO еще в 1951 г. Существуют и другие фирмы-производители такого типа электротехнических изделий.
В подпружиненных самозажимных клеммниках, как правило, слишком мала площадь эффективно контактирующей поверхности. При больших токах это приводит к нагреву и отпуску пружин, в результате чего происходит потеря их упругости. Поэтому такие устройства следует использовать лишь на подводках, не подвергающихся большим нагрузкам.
Фирма WAGO выпускает клеммники и для установки на DIN-рейку, и для крепления винтами к плоской поверхности, но при монтаже в составе домашней электропроводки применяются строительные клеммники. Эти клеммники выпускаются трех видов: для распределительных коробок, для арматуры светильников и универсальные.
Клеммники WAGO для распределительных коробок позволяют соединять от одного до восьми проводников сечением 1,0—2,5 мм2 или три проводника сечением 2,5—4,0 мм2. А клеммники для светильников соединяют 2—3 проводника сечением 0,5—2,5 мм2.
Технология соединения проводов при помощи самозажимных клеммников очень проста и не требует специальных инструментов и особых навыков.
Существуют также клеммники, в которых фиксация проводника осуществляется при помощи рычажка. Такие устройства позволяют добиться хорошего прижима, надежного контакта и при этом легко разбираются.
Какой способ соединения электропроводов самый надежный?
Каждый электрик, выполняющий электромонтажные работы, знает, что самый ответственный участок при электромонтаже — это соединение проводов. Главное требование к ним — создание максимальной проводимости между проводами и надежность стыка. В идеальном случае, сопротивление соединения должно быть минимальным и не увеличиваться при длительной эксплуатации. Несоблюдение этого требования приводит к перегреву мест соединения проводов, к их повреждению и часто к пожару.
В настоящее время, придумано много способов соединения проводников, каждый из них имеет свои преимущества и недостатки. Вот самые популярные: скрутка, сварка, пайка, клеммные соединения и зажимы, винтовые ответвительные зажимы, болтовые соединители, соединительные изолирующие зажимы СИЗ, зажимы типа WAGO, опрессовка. Рассмотрим их.
Скрутка
Когда-то самый популярный среди электромонтажников способ соединения проводов, ныне запрещен. В 1970-е годы провода сечением до 10 мм2 включительно разрешалось соединять скруткой, без пайки и сварки. Но в 7-й редакции «Правил устройства электроустановок» вышедшей в 2009 г. в пункте 2.1.21 главы 2, написано: «Соединение, ответвление и оконцевание жил проводов и кабелей должны производиться с помощью опрессовки, сварки, пайки или сжимов (винтовых, болтовых и т.п.) в соответствии с действующими инструкциями, утвержденными в установленном порядке».
Как видим, скрутки в списке нет. Здесь следует уточнить, что скрутка запрещена в чистом виде, т.е. как законченный технологический процесс, но при других способах соединения, например при сварке или спайке проводов, она разрешена и применяется как её составная часть.
Запрещение скрутки связано с тем, что качество контакта, т.е. его проводимость, ухудшается со временем. В свежей скрутке переходное сопротивление (ПС) может быть в норме, отчего некоторые электрики так ратуют за нее. Заметим, что ПС скрутки зависит от площади контакта проводов, силы их сжатия, чистоты их поверхности (отсутствия грязи) и наличия окисной пленки.
Со временем провода, взаимодействуя с кислородом воздуха, окисляются, ПС в местах их соединения увеличивается, и скрутка нагревается, нагрев приводит к еще большему увеличению окисления проводов и ослабления силы сжатия проводов, отчего скрутка еще больше нагревается.
Чем больший ток в цепи, тем сильнее нагревается скрутка. Здесь важно заметить, что автоматы защиты не разорвут электроцепь, в которой скрутка нагрелась до состояния пожара, так как ток в цепи почти не изменяется, а растет только температура стыка. Именно в этом опасность скрутки, и это является главной причиной пожаров электропроводки, поэтому скрутки запрещены.
Сварка
По единодушному мнению электриков, сварка — это самый надежный вид соединения проводов. ПС в месте соединения сваренных проводов со временем не увеличивается, поэтому сваренные провода не перегреваются и служат много десятков лет, обеспечивая должный уровень пожаробезопасности.
Технология (последовательность) сварки проводов показана на рис.1, а фотографии сваренных медных и алюминиевых проводов показаны соответственно на рис.2 и рис.3. Сварка проводов, как правило, проводится переменным током (рис.1,в) и длится 2. 3 с. В качестве сварочного электрода можно применить омедненные графитовые электроды, продающиеся в специализированных магазинах сварочного оборудования, или графитовые щетки от коллекторных двигателей, или щетки от троллейбусных штанг.
В качестве держателей электродов можно применить зажимы как заводского изготовления (рис.4,а), так и самодельные. Подойдут и зажимы типа «крокодил», те самые, которые применяют для подключения к кислотным автомобильным аккумуляторам. Провода, подключающие сварочный аппарат к сети
220 В/50 Гц, могут быть любыми, необходимой длины, сечением 2,5 мм2, а провода между сварочным аппаратом и скруткой должны быть длиной до 1,5 м сечением 10 мм2, в крайнем случае -6,0 мм2, но в таком случае, длиной не более 1,0 м. В этих проводах будет проходить ток до 100 А.
Величина тока зависит от количества проводов в свариваемой скрутке и, естественно, от мощности сварочного трансформатора. Если сварочный аппарат способен выдать ток 50. 90 А, то это достаточно для практической работы.
В качестве контакта сварочного аппарата со скруткой, т.е. «массы», применяют плоскогубцы, ручку которых проводом через болт и клемму (рис.4,б) присоединяют к сварочному аппарату. Плоскогубцы, кроме создания контакта скрутки со сварочным аппаратом, являются теплоотводом, предотвращающим подгорание изоляции проводов.
Медные провода свариваются легко. Если вы раньше не варили скрутки, то вам необходимо потренироваться на отдельных кусках провода с разным их количеством в скрутке. Алюминиевые провода сваривать тяжело, главное препятствие здесь — окись алюминия, его температура плавления 2050°С, хотя чистый алюминий плавится при 660°С. Кроме того, окись алюминия плохо поддается воздействию флюса.
Хороший растворитель для него — следующий состав (продается в специализированных магазинах для сварки): — фтористый калий -1 часть; — хлористый цинк — 8 частей; — хлористый литий — 32 части; — хлористый калий — 5 частей. Перед применением этот флюс надо развести до густоты пасты, натереть им алюминиевые провода и затем сваривать их так же, как медные.
Соединение проводов соединительными изолирующими зажимами
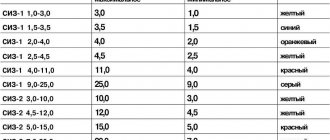
Одним из популярных среди электромонтажников соединительных изделий является соединительный изолирующий зажим (СИЗ). Такой зажим представляет собой пластмассовый корпус, внутри которого находится анодированная коническая пружина. Для соединения проводов их зачищают на длину около 10—15 мм и складывают в общий пучок После чего на него накручивают СИЗ, вращая по часовой стрелке до упора. При этом пружина обжимает провода, создавая необходимый контакт. Конечно, все это происходит только тогда, когда колпачок СИЗ подобран правильно по своему номиналу. С помощью такого зажима возможно соединение нескольких одиночных проводов общей площадью 2,5—20 мм2. Естественно, что колпачки в этих случаях разного типоразмера.
В зависимости от размера СИЗы имеют определенные номера и подбираются по суммарной площади поперечного сечения скручиваемых жил, которая всегда указана на упаковке. При выборе колпачков СИЗ следует ориентироваться не только на их номер, но и на суммарное сечение проводов, на которое они рассчитаны. Цвет изделия не имеет никакого практического значения, но может использоваться для маркировки фазных и нулевых жил и заземляющих проводов.
Зажимы СИЗ в значительной степени ускоряют монтаж, а за счет изолированного корпуса не требуют дополнительной изоляции. Правда, качество соединения у них несколько ниже, чем у винтовых клеммников. Поэтому при прочих равных условиях предпочтение все-таки следует отдать последним.
[Ваше мнение] Обжим или пайка? Кто устоит перед природой?
Добро пожаловать на ChipTuner Forum.
Опции темы
36 регион
santa62
Нечем обжать. Клещей нету. А стучать молотком как то не красиво. Про пайку говорят трескается на самой пайке и провод становится хрупким после пайки. А так же по ветру будет хоть немного шататься он.
Добавлено через 1 минуту
36 регион
36 регион
viktor5462
с а н я
Маслов Владимир
36 регион
Чот гдет я Вас не пойму! От контура до распред щита должна идти шина (размеры не помню). А там приваренный болт, и от него уже ввод в щиток. ИМХО, отнеситесь к этому ОЧЕНЬ С БОЛЬШОЙ ВНИМАТЕЛЬНОСТЬЮ. Всё остальное от лукавого. Только петля кабеля, зажатая под шайба шайба гровер гайка.
Добавлено через 34 минуты
А ваащет, я подумываю о делании второго контура. И запаралелить.
Taras
sergcr
santa62
Вот как до 185 по Цельсию нагреется, так и сработает, как плавкий предохранитель (если по конски, в стык паять). Так хоть машина не сгорит!
Добавлено через 7 минут
Конечно. Если использовать «канифоль», «паяльную кислоту» и т.п. флюсы из 20-го столетия.
Hummer-74
Taras
Против пайки ничего не имею, можно и припаять, если нет пресса. При пайке пользоваться нейтральными флюсами, либо канифолью, и ничего не потрескается, и не отгниёт. Но с РЭСовцами нужно дружить, у них много хорошего и нужного нам имеется, в т. ч. и пресс. И ребята они неплохие. Спросите пресс у них, и обожмите. Либо купите услугу по обжиму у них.
Не понял, чем не угодиди эти материалы, кроме холодного паяльника? Ну ничегошеньки против канифоли и советского ПОС-61 (ПОС-60 не пробовал, но разницы не вижу), не имею. Если всё чистенько, и прогрето до нужной температуры, то припой затекает в место пайки «слёзкой», и качество получается отменным, просто загляденье.
kimmaster
Чот гдет я Вас не пойму! От контура до распред щита должна идти шина (размеры не помню). А там приваренный болт, и от него уже ввод в щиток. ИМХО, отнеситесь к этому ОЧЕНЬ С БОЛЬШОЙ ВНИМАТЕЛЬНОСТЬЮ. Всё остальное от лукавого. Только петля кабеля, зажатая под шайба шайба гровер гайка.
Добавлено через 34 минуты
А ваащет, я подумываю о делании второго контура. И запаралелить.
Вот как раз шина и идет, а на ней болт. А провод будет между болтом и щитом. Повторное буду делать как в гараж буду тянуть. У меня на фасаде щас стоит счетчик с ящиком, далее идет по стене к задней стенке дома там щиток. От щитка идет 1 фаза в дом и 3 фазы в гараж. Как в гараж проведу сзади гаража еще один контур сделаю. А основной контур щас где счетчик стоит.
Добавлено через 5 минут
Против пайки ничего не имею, можно и припаять, если нет пресса. При пайке пользоваться нейтральными флюсами, либо канифолью, и ничего не потрескается, и не отгниёт. Но с РЭСовцами нужно дружить, у них много хорошего и нужного нам имеется, в т. ч. и пресс. И ребята они неплохие. Спросите пресс у них, и обожмите. Либо купите услугу по обжиму у них.
Не понял, чем не угодиди эти материалы, кроме холодного паяльника? Ну ничегошеньки против канифоли и советского ПОС-61 (ПОС-60 не пробовал, но разницы не вижу), не имею. Если всё чистенько, и прогрето до нужной температуры, то припой затекает в место пайки «слёзкой», и качество получается отменным, просто загляденье.
Провод болтается от счетчика до контура. Длина там около метра. Думаю пойти в магазин посмотреть скобы чтобы закрепить.
Источник
Скрутка. Соединение проводов скруткой.
Скрутка оголенных проводов как способ соединения в «Правилах устройства электроустановок» (ПУЭ) не включена. Но несмотря на это многие опытные электромонтажники рассматривают правильно выполненную скрутку как вполне надежное и качественное соединение, утверждая, что переходное сопротивление в нем практически не отличается от сопротивления в целом проводнике. Как бы то ни было, хорошую скрутку можно считать одним из этапов соединения проводов пайкой, сваркой или колпачками СИЗ. Поэтому качественно выполненная скрутка является залогом надежности всей электрической проводки.
Если провода соединены по принципу «как получилось», в месте их контакта может возникнуть большое переходное сопротивление со всеми отрицательными последствиями.
В зависимости от типа соединения скрутка может выполняться несколькими способами, которые при небольшом переходном сопротивлении способны обеспечить вполне надежное соединение.
Вначале аккуратно удаляется изоляция без повреждения жилы провода. Оголенные на длину не менее 3—4 см участки жил обрабатываются ацетоном или уайт-спиритом, зачищаются наждачной бумагой до металлического блеска и плотно скручиваются пассатижами.
Тестируем сопротивление соединений
Тест проводился с помощью прибора Микромиллиомметр ИКС-1А. Он предназначен для определения сопротивления электрическому току болтовых и клеммных соединителей.
Для каждого соединителя были взяты кусочки провода сечением 2.5 мм 2 длиной по 3.5 см каждый. После этого прибор подключили к двум концам проводника и пропустили через него ток 1.2 А. Вот какие показания получились:
В испытаниях лучше всего показал себя винтовой клеммник. Скрутка же, как ни странно, превзошла Wago и КБМ. Однако одного лишь показателя сопротивления недостаточно для того, чтобы решить, какой тип соединения лучше для проводки. Ведь многое зависит именно от площади контакта, а с течением времени место соединения может засориться пылью и грязью, что ухудшит контакт. Рассмотрим подробнее каждый тип в отдельности.
Соединение проводов опрессовкой
Способ опрессовки широко используется для выполнения надежных соединений в распределительных коробках. При этом концы проводов зачищаются, объединяются в соответствующие пучки и впрессовываются. Соединение после опрессовки защищается изолентой или термоусадочной трубкой. Оно является неразъемным и в обслуживании не нуждается.
Опрессовка считается одним из самых надежных способов соединений проводов. Такие соединения выполняют с помощью гильз путем сплошного обжатия или местного вдавливания специальными инструментами (пресс-клещами), в которые вставляются сменные матрицы и пуансоны. При этом происходит вдавливание (или обжатие) стенки гильзы в жилы кабеля с образованием надежного электрического контакта. Опрессовка может производиться местным вдавливанием или сплошным обжатием. Сплошное обжатие обычно выполняется в форме шестигранника.
Медные провода перед опрессовкой рекомендуется обрабатывать густой смазкой, содержащей технический вазелин. Такая смазка снижает трение и уменьшает риск повреждения жилы. Непроводящая ток смазка не увеличивает переходное сопротивление соединения, так как при соблюдении технологии смазка полностью вытесняется из места контакта, оставаясь лишь в пустотах.
Для опрессовки чаще всего применяются ручные пресс-клещи. В наиболее распространенном случае рабочими органами этих инструментов являются матрицы и пуансоны. В общем случае пуансон — это подвижный элемент, производящий местное вдавливание на гильзе, а матрица — фигурная неподвижная скоба, воспринимающая давление гильзы. Матрицы и пуансоны могут быть сменными или регулируемыми (рассчитанными на разное сечение).
При монтаже обычной домашней проводки используются, как правило, небольшие опрессовочные клещи с фигурными губками.
В качестве гильзы для опрессовки можно, конечно, использовать любую медную трубку, но лучше применять специальные гильзы из электротехнической меди, длина которых соответствует условиям надежности соединения.
При опрессовке провода могут заводиться в гильзу как с противоположных сторон до взаимного соприкосновения строго посередине, так и с одной стороны. Но в любом случае суммарное сечение проводов должно соответствовать внутреннему диаметру гильзы.
Материалы, которые применяется при изготовлении клемм Wago
При изготовлении клемм Wago в качестве материала, изолирующего токоведущие части, обычно используется полиамид. Он является плохо воспламеняемым, коррозионнонейтральным материалом, который обладает самопогашающими свойствами. Верхний предел непродолжительной температуры полиамида составляет более 170 градусов Цельсия, а нижний предел составляет менее – 35 градусов Цельсия. Токонесущие элементы изготавливаются из специальной электролитной меди и обладают оловянно-свинцовым покрытием, что является гарантией долгосрочной коррозионной защиты. При воздействии высокого удельного давления на точку контакта в зажиме, поверхность проводника укладывается в специальный свинцово-оловянный слой в контактной зоне. Это гарантирует высокую надежность защиты места контакта от различных коррозийных воздействий.
Зажимы в пружинных клеммах изготавливаются из высококачественных хромоникелевых сталей, которые обладают отличным пределом прочности во время растяжения. За все время эксплуатации подобных материалов не было выявлено ни одного случая контактной коррозии между контактными материалами и хром-никелевой сталью пружины, что позволяет использовать клеммы компании Wago даже для соединения медных проводов.
хромоникелевая сталь пластин ваго надежный зажим пружиной проводник
Строительные клеммы Wago дают возможность после соединения одножильных и многожильных проводов, при возникновении необходимости, достаточно легко изменить конфигурацию, не используя при этом специального инструмента. На сегодняшний день клеммы Wago используются при строительстве практически по всему миру. Причина их высокой популярности кроется в высокой надежности и простате монтажа.