Чтобы правильно выбрать оборудование для выполнения сварочных работ, необходимо знать устройство конструкции и принцип работы сварочного инвертора. Если хорошо разбираться в таких вопросах, можно не только эффективно использовать, но и самостоятельно ремонтировать инверторные устройства.
Инверторные сварочные аппараты производства Италии
На современном рынке предлагается множество моделей инверторов, что позволяет мастерам подобрать оборудование в соответствии со своими потребностями и финансовыми возможностями. При желании сэкономить можно изготовить инверторный сварочный аппарат своими руками.
Назначение и принцип действия
Существует несколько методов сварки, для каждого из которых требуется свой инвертор:
Manual Metal Arc (MMA) – ручной режим электродной сварки с использованием покрытых электродов. Речь идет о моделях для ручной дуговой сварки металлов, обладающих малым весом и размерами. Они позволяют выполнять аккуратные качественные сварочные соединения, а их возможностей (с технической точки зрения) с лихвой хватает для сварки в условиях малого производственного участка или же мастерской.
Сварочный инвертор MMA
Метод ММА простейший из перечисленных, обеспечивает наименьшее качество сварки, если сравнивать с описанными ниже вариантами. Но это утверждение не означает, что он плохой, а указывает, что следующие лучше. Инвертор для сварки этим методом дает возможность работать с различными видами стали, включая чугун.
Tungsten Inert Gas (TIG) – в большинстве случаев работа выполняется неплавящимся электродом, изготовленным из вольфрама. Этот метод также называется аргонно-дуговой сваркой, а область его применения – соединение заготовок со стенками толщиной до 6 мм. При работе в зону сварки подается присадочный материал автоматическим или ручным способом.Сама же дуга предназначена для плавки металла.
Сварочный инвертор TIG
Метод ТИГ подходит для сварки низкоуглеродистых и нержавеющих сталей, титановых и магниевых сплавов, а также цветных металлов. Среди преимуществ отмечается отсутствие брызг и шлаков в процессе работы, крайне высокое качество шва. Наряду с ними присутствует и минус, который заключается в невысокой скорости формирования шва.
Metal Inert / Active Gas (MIG-MAG) – сварка в среде защитных газов (MIG – инертных, MAG – активных), причем в полуавтоматическом режиме. Проволока (одновременно электрод и присадка) подается в рабочую зону без человеческого вмешательства, а плавится теплом дуги.
Сварочный инвертор MIG MAG
Качество последней определяется грамотностью настроек инвертора, то есть скоростью подачи проволоки, током, расходом и выбором самого газа. Применение – сваривание деталей с тонкими стенками. Ярким примером выступает автомобильный кузов.
Существую универсальные варианты аппаратов, которые подразумевают использование одной из приведенных выше технологий путем изменения режима работы посредством переключателя.
Сварочный инвертор MIG с дополнительным блоком
То есть одна модель способна выполнять все эти виды сварки.
Советы для начинающих
Что такое инверторная сварка – мы рассмотрели, но для начала качественной работы, рекомендуется следовать советам опытных сварщиков:
- не стоит игнорировать правила безопасности и пренебрегать защитными масками, так как один взгляд на искры может вызвать ультрафиолетовый ожог роговицы;
- прежде чем перейти к полноценной варке изделий, нужно «набить» руку на черновых заготовках и перепробовать все виды швов;
- сразу после кристаллизации шва нужно оббить шлак, иначе он станет причиной коррозии металла;
- перед использованием аппарата требуется изучить инструкцию и выставлять режимы, которые соответствуют текущему виду детали;
- если прилипает электрод, нужно уменьшить силу тока;
- нельзя использовать отсыревшие электроды (их лучше предварительно просушить в духовке).
Видео, подробно объясняющее, что такое инверторная сварка:
Устройство, характеристики и свойства
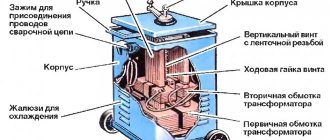
Современный инверторный аппарат средней ценовой категории состоит из корпуса, имеющего опорные ножки для устойчивости, внутри которого смонтированы все его основные узлы, а на передней стенке расположена панель с различными индикаторами (неисправности, готовности к работе), переключателем технологии (вида) сварки и ручкой настройки сварочного тока.
Также спереди расположены разъемы для подключения электродержателя и зажима массы, а сзади выходит сетевой кабель со штекером для включения в сеть.
Сварочный инвертор устройство
На задней стенке расположена решетка (вентиляционные прорези) обеспечивающая в паре с вентилятором качественное охлаждение “начинки” инвертора, основу которой составляют следующие элементы:
- Выпрямитель поступающего от питающей сети тока.
- Сам блок инвертора, генерирующий импульсы высокой частоты.
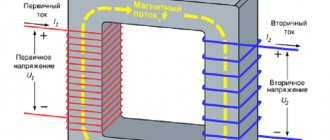
- Трансформатор, отвечающий за повышение тока вместе с понижением напряжения.
- Еще один выпрямитель.
- Рабочий шунт.
- Элементы управления, заключенные в индивидуальный блок с вынесенной наружу индикацией, переключателями и регуляторами.
Внешне сварочный инвертор выглядит, как относительно небольшой металлический коробок с ручкой или ремнем для переноса.
Схема инвертора напряжения
Наиболее распространённая схема инвертора напряжения состоит из четырех IGBT транзисторов VT1…VT4, включенных по схеме моста, и четырех обратных диодов, обозначенных VD1…VD4, параллельно соединенных с управляемыми полупроводниковыми ключами во встречном направлении. Преобразователь питает активно-индуктивную нагрузку. Именно она является самой распространенной, поэтому была взята за основу.
Входные клеммы инвертора подключаются к Uип. Если таким источником служит диодный выпрямитель, то выход его обязательно шунтируется конденсатором C.
В силовой электронике наибольшее применение нашли транзисторы с изолированным затвором IGBT (именно они показаны на схеме) и GTO, IGCT тиристоры. При оперировании меньшими мощностями вне конкуренции полевые транзисторы MOSFET.
В момент времени t1 открываются VT1 и VT4, а VT2 и VT3 – закрыты. Образуется единственный путь для протекания тока через нагрузку: «+» Uип – VT1 – нагрузка RнLн – VT4 – «-» Uип. Таким образом, на интервале времени t1 ‑ t2 создается замкнутая цепь для протекания iн в соответствующем направлении.
Режим работы схемы
Для изменения направления iн снимаются управляющие импульсы с баз VT1 и VT4 и подаются сигналы на открытие второго и третьего VT2,3. В точке t2 на оси времени t, первый и четвертый VT1,4 закрыты, а второй и третий – открыты. Однако, поскольку нагрузка активно-индуктивная, то iн не может мгновенно изменить направление на противоположное. Этому будет препятствовать энергия, запасенная на индуктивности Lн. Поэтому он будет сохранять прежнее направление до тех пор, пока не рассеется все энергия, запасенная на индуктивности в виде магнитного поля, равная Wм = (Lн∙i2)/2.
В связи с этим, на отрезке времени t2 – t3 ток будет протекать через диоды VD2 и VD3, сохраняя прежнее направление на RнLн, но пройдет в обратном направлении через Uипили конденсатор C, если источником энергии является диодный выпрямитель. Поэтому следует обязательно установить конденсатор C, если преобразователь подключен к диодному выпрямителю. Иначе прервется путь протекания iн, в результате чего возникнут сильное перенапряжение, которое может повредить изоляцию потребителя и выведет из строя полупроводниковые приборы.
В момент времени t3 вся запасенная на индуктивности энергия снизится до нуля. Начиная с момента t3 до момента t4 под действием приложенного Uип через открытые полупроводниковые ключи VT2 и VT3 будет протекать iн через LнRн уже в другую сторону.
В точке t4, расположенной на оси времени t, снимается управляющий сигнал с VT1,3, а VT1 и VT4 открываются. Однако iн продолжает протекать в ту же сторону, пока не расходуется энергия, запасенная в индуктивности. Это будет происходить на интервале времени t4 – t5.
Работа схемы
Начиная с момента t5 iн изменить направление и потечет от Uип через LнRн по пути через VT1 и VT4. Далее все процессы, протекающие в электрической цепи, будут повторяться. На LнRн форма напряжения будет прямоугольной, но ток на активно-индуктивной нагрузке будет иметь пилообразную форму за счет наличия индуктивности, которая не позволяет ему мгновенно вырасти и снизиться. Если потребитель имеет чисто активный характер (индуктивность и емкость практически равны нулю), то формы iн и uн будет в виде прямоугольников.
Поскольку VT1…VT4 попарно открывались на всей протяженности соответствующих полупериодов, то на выходе преобразователя формировалось максимально возможное uн, поэтому через LнRн протекал iн максимальной величины. Однако часто требуется обеспечить плавное нарастание мощности на потребителе, например для постепенного увеличения яркости освещения или частоты вращения вала двигателя.
Следует пояснить, что сигналы, поступающие из системы управления СУ, подаются не сразу на базы полупроводниковых ключей, а посредством драйвера. Так как современные СУ построены на безе микроконтроллеров, которые выдают маломощные сигналы, не способные открыть IGBT, то для увеличения мощности открывающего импульса применяется промежуточное звено – драйвер. Кроме того на часто драйвер выполняет множество дополнительных функций – защищает транзистор от короткого замыкания, перегрева и т.п.
Принцип действия сварочного инвертора
Электрический ток от источника питания подается на выпрямитель, где переменный ток преобразуется в постоянный, после чего инвертором снова преобразуется в переменный, но имеющий очень высокую частоту.
Сварочный инвертор принцип работы
Следом трансформатор понижает напряжение, в следствии чего сила тока значительно возрастает.
На финальном этапе в работу вступает еще один выпрямитель, преобразующий высокочастотный переменный ток с большой силой и малым напряжением снова в постоянный, на котором уже и выполняются сварочные работы.
Материал
В большинстве случаев основная часть корпуса сварочного инвертора представляет собой алюминиевую П-образную крышку и алюминиевое днище.
Передняя и задняя стороны изготавливаются из ударопрочного пластика.
Переключатели и регуляторы также могут быть пластиковыми или металлическими, а панель управления изготавливается из тонкого металла.
Прямые широкие ножки оснащаются резиновыми накладками для повышения устойчивости аппарата.
Питание, мощность и ток сварочного инвертора
Питание на сварочный инвертор подается от источника переменного тока напряжением 220 В (380 В включительно для профессиональных моделей).
Для этого в большинстве случаев используется подключение к розетке бытовой сети.
Если работы требуется выполнить вдали от источника электроэнергии, используется обыкновенный генератор, например, бензиновый, соответствующий аппарату по выдаваемой мощности.
Сварочный инвертор с вилкой
Главное преимущество сварочного инвертора перед сварочным трансформатором, если брать в расчет только технические характеристики – КПД, имеющий значительно большее значение (85 – 95%), а также потребляемая мощность.
Так если трансформатору потребуется до 8 кВт электрической мощности при работе 3-миллиметровым электродом, то для инвертора будет достаточно около 3 кВт, если даже используется электрод на 4 мм.
Инверторы, к тому же, легко настраиваются под определенные режимы работы благодаря широкому диапазону регулировок сварочного тока.
Как правило, это 30 – 200 А.
ПРИМЕР:
Сварочного тока в 160 А в большинстве случаев достаточно для работы 4-миллиметровым электродом, при этом даже остается небольшой запас по мощности.
Размеры и вес
Малый вес и размеры сварочных инверторов – одна из основных его особенностей, которая позволяет эксплуатировать аппараты с максимальным удобством.
Так наиболее компактные модели, средние габариты которых 300х130х300 мм весят от 3,5 кг.
При этом в действительности размеры могут составлять 250 – 450 х 110 – 610 х 160 – 350 мм.
Средний вес бытовых вариантов 5 – 7 кг, а у профессиональных этот показатель может достигать 13 кг.
Комплектующие
Вместе с инверторным источником сварочного тока в комплекте поставляются различные комплектующие, которые после подключения образуют полноценный сварочный аппарат, готовый к работе.
Сварочный инвертор с комплектующими
Сюда относятся:
- Провода. Именно они выступают в роли соединительных звеньев между держателем электродов, клеммой на массу и центральным сварочным блоком. Это одножильные толстые кабели с надежной изоляцией, которые способны без труда выдержать высокий сварочный ток. Как правило, эти кабели съемные, то есть присоединяются к инверторному блоку посредством специальных вставок.
- Электродержатель – собственно, держатель электродов, которым и орудует сварщик.
- Зажим на массу. В большинстве случаев это прищепка типа “крокодил”, которую фиксируют на одной из свариваемых деталей. Также называется клеммой заземления. Существуют также магнитные зажимы и модели, выполненные в виде струбцины.
- Щиток или маска для защиты глаз.
- Металлическая щетка для зачистки швов и др.
Сварочный инвертор с зажимами
Если аппаратом подразумевается выполнение TIG-сварки, вместо классического держателя электродов используют специальную горелку с цанговым зажимом для неплавящегося электрода (вольфрамового) и полный набор сопутствующего оборудования и материалов, вроде еврорукава, баллона с газом и шланга для его подачи.
Сварочный инвертор с кейсом — набор
Для удобства транспортировки многие производители включают в комплект поставки сварочного аппарата кейс, который выполняется из пластика или металла.
Технология инверторной сварки
Когда все готово к работе , это означает, что можно начинать. Первым делом необходимо поджечь дугу. Это может производиться тремя способами – чирканьем, постукиванием или касанием ( в случае, если в аппарате есть функция автоматического поджога). Как только она образовалась нужно начинать расплавлять металл, чтобы образовалась сварочная ванна, где потом, когда металл кристаллизуется, останется качественный шов. На этом этапе очень важно положение электрода по отношению к поверхности. Вести можно прямо под углом 90 градусов или наискось, под углом 30-60 градусов. Прямо вести электрод нельзя. Его нужно перемещать «петельками», «зигзагом», «треугольниками». Выбор узора, по которому будет реализоваться шов, для начинающих – по желанию. Потом с опытом, мастер сам поймет, в каких положениях ему удобнее вести проводник тем или иным способом. И, наконец, немаловажным моментом является удержание дуги. Для этого необходимо четко соблюдать равномерное расстояние между металлом и электродом. В идеале это 2-3 мм. При подымании проводника дуга теряется и от этого страдает шов. Есть агрегаты с функцией автоматического удержания дуги, если не получается вручную, лучше воспользоваться такой опцией. Если и так все получается, значит мастеру не потребуется дополнительная возможность техники.
ГОСТ, сертификация и маркировка
Для полупроводниковых инверторов технические условия в полной мере содержатся в ГОСТ 24376-91, а за их соблюдение отвечает нормативно-технический документ ТУ 34-38-11274-88.
Кроме того, часть производимых аппаратов, особенно промышленных, проходят аттестацию НАКС.
Сварочный инвертор MMA и TIG
Делается это для проверки соответствия заданным технологическим характеристикам различных способов сварки, которые применяются на опасных объектах.
Процесс аттестации проводится путем сопоставления параметров, указанных в документации к оборудованию с фактическими показателями.
Разница между аттестованными и неаттестованными моделями, полностью идентичными конструктивно, заключается исключительно в наличии документа о проведении дополнительных приемо-сдаточных испытаний, коим является соответствующее свидетельство Национального Агентства Контроля Сварки (НАКС).
Сварочный инвертор с сертификатом NAKS
Что касается маркировки, то инверторы обозначаются аббревиатурой способа сварки, который они поддерживают.
В дополнение следует отметить, что существует маркировка CUT, которая указывает, что данная модель выполняет резку материала плазменным методом.
Как создать вертикальный шов
Сварить вертикальный шов более сложный процесс, который требует мастерства сварщика, поскольку расплавленный металл будет подвержен закону всемирного тяготения. Существует 3 наиболее проверенных метода сварки горелкой вертикальных швов:
- Треугольник. Используется при сварке конструкций до 2-х мм.
- Елочка. Подходит для зазоров в 2-3 мм.
- Лестница. Использовать для больших зазоров. Сварка в таком случае осуществляется зигзагообразно, а валик имеет маленькое сечение.
В любом случае важна практика. Инверторная сварка легко поддается изучению. Это можно изучить на видео и при желании даже собрать точечный аппарат для сварки своими руками. Важно приобрести хороший инвертор, например, марки «Ресанта». Можно приобрести сварочный аппарат Тесла, который также прост в обращении. Также пользуются популярностью сварочные аппараты EWM Pico 180 mma. Все эти аппараты входят в рейтинг лучших.
Аргонодуговые инверторы позволяют производить сварку самых разных материалов, включая нержавейку, цветные металлы, медные пластины, алюминий и даже чугуна.
Инверторная сварка часто именуется бытовой. При больших показателях КПД, ее правильно использовать без перерыва 15-20 минут, после чего аппарату требуется остыть в течение часа. Для того чтобы такой результат по выходной силе тока получить от простого трансформатора, в него необходимо вмонтировать катушку из медной проволоки размером в 20 кг. У инвертора огромное количество преимуществ, а из явных недостатков только дорогая цена ремонта. Поэтому изначально рекомендуется тщательно ухаживать за конструкцией и ее проводами.
Виды сварочных инверторов и их цена
Условно сварочные инверторы, согласно длительности беспрерывной работы, делятся на несколько видов:
- Бытовые аппараты – непрерывная работа в течении 5 – 10 минут с последующим длительным перерывом. Сварочный ток подобных моделей составляет не более 120 – 200 А. Назначение – небольшой объем сварочных работ.
- Полупрофессиональные – нечто средне между предыдущим и следующим вариантом, то есть продолжительность работы примерно 15 – 30 минут, но с перерывом между циклами около 1 часа.
- Профессиональные – эксплуатация с 8-часовым циклом и сварочным током 200 – 300 А. Применяются при изготовлении металлоконструкций и каркасов, различных ремонтных работах. Сюда включаются уже и полуавтоматы, работающие в режимах MIG/MAG, TIG и MMA.
- Промышленные – способны работать на протяжении суток на промышленных объектах (в 3 смены) с малыми технологическими перерывами. Сварочный ток составляет порядка 200 – 500 А.
Сварочный инвертор полуавтомат
Следует отметить, что все остальные характеристики у перечисленных выше видов аппаратов практически ничем не отличаются.
Существуют также модели с пуско-зарядной функцией, то есть, сварочный аппарат имеет ручную регулировку силы пускового тока и напряжения, например, 12, 24 и 36 В, что позволяет подобрать требуемую для запуска какого-либо оборудования (двигатели внутреннего сгорания, к примеру) пусковую мощность.
ДОПОЛНЕНИЕ:
Полупроводниковые сварочные аппараты подходят для заряжания свинцовых аккумуляторных батарей, использующихся на транспорте.
Преимущества и недостатки
У инверторных сварочных аппаратов есть плюсы и минусы. Среди основных преимуществ:
- КПД. Уровень КПД у инверторного аппарата составляет до 95%. Нет индуктивных потерь, поскольку в механизме схемы имеется высокочастотный импульсный преобразователь. Он автоматически выключается во время перерывов.
- Не реагирует на перепады напряжения в сети. Вышеупомянутый высокочастотный преобразователь успешно подстраивается под практически любой входное напряжение.
- Имеется ручная регулировка сварочной машины. Сварщик сам может легко настроить аппарат, вне зависимости от уровня профессионализма и навыков в сварке. Для этого на инверторе есть ручная регулировка с указанием размеров электрода.
- Возможность использовать любые, в том числе и угольные электроды, как переменного, так и постоянного тока.
- Небольшой вес, мобильность устройства и комфорт использования даже дома.
- Функция легко поджига дает возможность сварщику начать работу быстро и без лишних проблем.
- Со сваркой справиться даже новичок. Научиться пользоваться такой приставкой легко за пару уроков. Конечно, на первых порах электрод будет прилипать к поверхности металла, нужен просто опыт.
Но есть и несколько недостатков у данной сварки:
- Цена. Такие аппараты стоят дорого, но это вполне приемлемая цена за качественный и нужный инструмент.
- Требует ухода. Инвертор не должен подвергаться загрязнению даже пылью. Также в приставку не должна попадать влага и его следует держать подальше от холода. При температуре воздуха ниже -15°С инвертор не рекомендуется подключать.
При соблюдении инструкции и всех правил ухода, инвертор будет служить долго и станет надежным помощником в хозяйстве сварщика любого уровня. Можно посмотреть подробную инструкцию по основам обращению с инверторной сваркой на видео.
Какой сварочный инвертор выбрать?
Выбор сварочного инвертора начинается с определения задач, которые он должен решать. Ключевым фактором тут выступает время непрерывной работы.
Для дома, где планируется нечастая кратковременная работа, подойдет бюджетный аппарат, способный выдержать сварку на протяжении хотя бы 10 минут.
При этом новичку достаточно будет устройства типа ММА.
Профессиональный сварочный инвертор
Профессионалу же, для которого сварка – часть повседневных задач, потребуется модель, способная работать также в режимах TIG и MIG-MAG, особенно, если предполагается сварка цветных металлов.
Ну а теперь немного об особенностях устройств.
Особенности сварочных инверторов
Таблица диаметров электродов
Сварочный ток и диаметр электродов. Последний подбирается в зависимости от толщины свариваемого металла и для каждой модели аппарата описывается отдельно. Так, например, работа с металлом толщиной до 2 мм требует 1,6 – 2-миллиметровых электродов, а для деталей толщиной 15 мм нужен уже 5- миллиметровый электрод.
Правильно подобранный диаметр позволит выполнять точный и чистый шов. Для разной толщины электродов и в зависимости от особенностей задачи требуется разный номинальный сварочный ток.В большинстве случаев достаточно, чтобы на аппарате был установлен плавный регулятор, позволяющий выставить значение тока в 150 — 200 А.
Удобство работы. Этот пункт в первую очередь включает габариты и размеры аппарата, так как его придется как-то доставлять до места проведения работ. Значительную роль играет длина сетевого шнура, который обязан выдерживать вместе с вилкой повышенные нагрузки в процессе сварки.
Следует помнить, что подключение инвертора через удлинители, даже специализированные, приведет к потере его мощности соразмерно общему сопротивлению этих самых удлинителей. К тому же, придется постоянно следить за надежностью контактов “гирлянды” штепсельных вилок и розеток.
В реальности бывают случаи, когда даже максимального тока недостаточно для нормального формирования дуги при подключении через удлинители. В дополнение важно понимать, что бытовые приборы запитываются от сети 220 В, в то время как некоторые профессиональные, а также все промышленные варианты требуют наличия трехфазного источника с напряжением 380 В.
Гарантия. Какой бы сварочный аппарат, по заверению производителя или самих пользователей, ни был надежный, с ним обязательно должен идти гарантийный талон от производителя. Даже у именитых брендов встречается брак.
В этом случае единственным спасением становится сервисный центр. Следует заранее убедится в наличии такового поблизости, чтобы внезапно вышедший из строя инвертор не пришлось везти в другую область на гарантийное обслуживание или ремонт.
Хороший сварочный инвертор позволяет выполнять качественную сварку как начинающим мастерам, так и профессионалам, для чего оснащается необязательным дополнительным функционалом.
Профессиональный сварочный инвертор с описанием
Дополнительные функции
Наличие следующих функций повысит скорость сварки инвертором, качество и безопасность работы:
- Горячий старт (Hot-Start). Суть заключается в кратковременной подаче наибольшего значения тока на начальном этапе работы, что приводит к моментальному воспламенению электрода в тот момент, когда им выполняется первое касание. Фактически система обеспечивает эффективный розжиг электрода.
- Антизалипание (Anti-Stick) – функция, обеспечивающая, прежде всего, безопасность оператора. Предназначена для исключения “прилипания” электрода, сокращая дугу в моменты, когда последний приближается к металлу. Так если удалить электрод от поверхности заготовки, наблюдается понижение силы тока, а при резком приближении происходит обнуление его показаний, за счет чего электрод без труда отделяется от металла.
- Форсаж дуги (Arc-Force) – служит для обеспечения на коротком ходе дуги повышенной стабильности. Автоматическая система, если требуется, самостоятельно повышает ток, максимальное значение которого устанавливается мастером. Функция позволяет исключить “залипание”, перегрев устройства при коротком замыкании, а также обеспечивает правильную глубину сварки.
- Световая индикация – необходима для оповещения мастера о неисправностях сварочного аппарата. Так, например, одна из лампочек загорается при подключении его к сети, а другая – при перегреве.
- Дисплей индикации параметров – еще один способ контроля работы аппарата. На дисплее отображаются текущие показатели силы тока и его напряжение. Все это позволяет выбрать подходящий режим работы.
- Автоматическое отключение при перегреве – пожалуй, одно из важнейших функциональных дополнений, которое должно присутствовать в инверторах. Дело в том, что во время сварки можно пропустить срабатывание светового индикатора, что приведет к поломке устройства, если на нем не установлена функция отключения в автоматическом режиме.
Для удобства переноса аппарата он снабжается, как правило, пластиковой ручкой. Актуальна она в том случае, если блок весит действительно немного.
Сварочный инвертор MIG MAG с дополнительным блоком
Для тех моделей, вес которых достигает 7 кг и более, имеет смысл обратить внимание на наличие ремня.
Он позволит переносить сварочный аппарат, перекинув этот ремень через плечо, что намного легче.
Подготовка к работе
Разобравшись, что такое сварочный инвертор и как он работает, можно приступать к делу. Изначально нужно подготовить все необходимое:
- Защита — это все те средства, которые применяются в целях безопасности. Перчатки из плотного тканевого материала (резиновые – под запретом) защитят кожу в случае попадания искры. Очки или маска (лучше использовать «Хамелеон»), которые защитят глаза от «зайчиков». Роба – это форма одежды, которая стойкая к горению. Она защищает все тело и основную одежду, если разбрызгивается плавящийся металл.
- Рабочее место – одно из главный условий безопасности. Стол для сварки должен быть железным, без покрытия лакокрасочными изделиями. Мастер во время работы должен стоять на деревянной подложке. Важно проводить работы в помещении, где нет легковоспламеняющихся предметов и материалов.
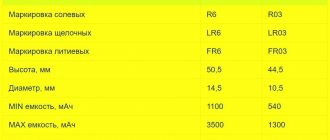
- Выбор электрода зависит от толщины и типа металла. Проводники в продаже обозначены специальной маркировкой для определенного типа изделий. Например, электродом для чугуна нельзя варить сталь. Электроды для инверторной варки указаны в таблице ниже:
- Подготовка металла заключается в его очищении от грязи и различных покрытий, которые могут помешать свариванию. По возможности их нужно закрепить, чтобы они не двигались под воздействием высокой температуры.
- Настройка силы тока в зависимости от типа и толщины изделия:
Что нужно знать о сварочных инверторах?
Сварочный инвертор крайне чувствителен к пыли и влаге.
Причина тому – наличие нескольких печатных плат, элементы которых со временем окисляются, и забиваются мелким мусором, что приводит к короткому замыканию дорожек.
Хранить устройства можно и в гараже, упаковав его в коробку, однако, следует избегать резких температурных перепадов.
Сварочный инвертор в разборе
Еще один нюанс касательно инверторов заключается в количестве плат, на которых распаяны радиодетали.
Чем их больше – тем лучше.
Причина крайне проста: при выходе из строя одной из них достаточно попросту произвести ее замену, но в случае конструкции с одной платой, на которой, предположим, возникло КЗ, в негодность придет все устройство.
Технические параметры устройств
Сварочные инверторы имеют ряд определенных характеристик, по которым можно судить о его технологических свойствах. К ним относят следующие параметры:
Конструкция сварочного инвертора
- Вид тока, который формируется на выходе из выпрямителя.
- Размер напряжения, которое используется для электроснабжения. Производители выпускают изделия, которые работают от 380 и от 220 в. Первые применяют для профессиональной сварки, вторые для работы в домашних условиях.
- Размер тока, этот параметр оказывает прямое влияние на размер электрода, который будет использоваться для выполнения сварки.
Технические параметры сварочного инвертора
- Мощность агрегата, этот параметр дает информацию о том, ток, какой силы будет формировать сварочную дугу.
- Напряжение на холостом ходу, этот параметр показывает, как быстро будет получена сварочная дуга.
- Диапазон размеров электродов, которые будут использованы для производства сварки.
- Габаритно-весовые характеристики инверторного сварочного аппарата и размер сварочного тока на выходе. Чем ниже последний показатель, тем меньше аппарат, но и соответственно такое устройство обладает меньшими эксплуатационными характеристиками.
Производители сварочных инверторов
Сварочные инверторы выпускаются действительно множеством производителей, большинство из которых знакомы по другой инструментальной продукции:
- Зарубежные – Blue Weld, Aurora, Champion, Daewoo, QUATTRO ELEMENTI, Viking welding, Hitachi, GRAPHITE, Brima, Sturm, RedHotDot, Powerman, BestWeld, Elitech, Kemppi, Gigant, HELVI, FUBAG, Foxweld, HUTER, Inforce, FLAMA, Telwin, EWM, Kolner.
- Отечественные – Ресанта, Сварог, Калибр, АТЛАНТ, Сорокин, Энергия, БИЗОН, УДАРНИК, Циклон, Спец, Кедр, Интерскол, Зубр, Контур, Союз, Кратон, Мастер, Ставр, Форсаж, Парма, Торус.
Как выбрать сварочный аппарат для дома и дачи на 220 В
При подборе сварочного оборудования потребитель должен определиться для решения, каких задач он будет необходим.
Если он будет использоваться для ремонта кузовных деталей, то у него должны быть одни параметры, а если для работы по изготовлению металлоконструкций то другими. Но в любом случае, устройства должны отвечать ряду требований, в частности, в домашнем аппарате должны быть реализованы такие функции, как горячий старт, антизалипание и некоторые другие. Именно этим инверторы отличаются от традиционных аппаратов.
В конструкции аппарата этого типа должен быть установлен вентилятор. Кроме того, схема должны быть защищена от скачков напряжения в питающей сети. В принципе устройство, обладающее такими параметрами, могут работать и в условиях домашней мастерской, и в условиях промышленного производства.