To choose the right equipment for welding work, you need to know the design and operating principle of the welding inverter. If you have a good understanding of such issues, you can not only effectively use, but also repair inverter devices yourself.
Inverter welding machines made in Italy
There are many models of inverters offered on the modern market, which allows professionals to select equipment in accordance with their needs and financial capabilities. If you want to save money, you can make an inverter welding machine with your own hands.
Purpose and principle of operation
There are several welding methods, each of which requires its own inverter:
Manual Metal Arc (MMA) is a manual electrode welding mode using coated electrodes. We are talking about models for manual arc welding of metals that are light in weight and size. They allow you to make neat, high-quality welding joints, and their capabilities (from a technical point of view) are more than enough for welding in a small production area or workshop.
MMA welding inverter
The MMA method is the simplest of those listed and provides the lowest welding quality when compared with the options described below. But this statement does not mean that it is bad, but indicates that the next ones are better. An inverter for welding by this method makes it possible to work with various types of steel, including cast iron.
Tungsten Inert Gas (TIG) - in most cases, the work is performed with a non-consumable electrode made of tungsten. This method is also called argon-arc welding, and its area of application is joining workpieces with walls up to 6 mm thick. When working, filler material is supplied to the welding zone automatically or manually. The arc itself is intended for melting metal.
TIG welding inverter
The TIG method is suitable for welding low-carbon and stainless steels, titanium and magnesium alloys, as well as non-ferrous metals. Among the advantages are the absence of splashes and slag during the work process, and extremely high quality of the seam. Along with them, there is also a disadvantage, which is the low speed of seam formation.
Metal Inert / Active Gas (MIG-MAG) - welding in shielding gases (MIG - inert, MAG - active), and in a semi-automatic mode. The wire (both electrode and additive) is fed into the working area without human intervention, and is melted by the heat of the arc.
Welding inverter MIG MAG
The quality of the latter is determined by the correct settings of the inverter, that is, wire feed speed, current, flow rate and choice of gas itself. Application: welding parts with thin walls. A striking example is the car body.
There are universal versions of devices that involve the use of one of the above technologies by changing the operating mode using a switch.
MIG welding inverter with additional unit
That is, one model is capable of performing all these types of welding.
Tips for Beginners
We have covered what inverter welding is, but to start quality work, it is recommended to follow the advice of experienced welders:
- Do not ignore safety rules and neglect protective masks, as one glance at the sparks can cause an ultraviolet burn to the cornea;
- before moving on to full-fledged cooking of products, you need to “get” your hand on rough blanks and try all types of seams;
- immediately after crystallization of the seam, it is necessary to beat off the slag, otherwise it will cause corrosion of the metal;
- before using the device, you need to study the instructions and set the modes that correspond to the current type of part;
- if the electrode sticks, you need to reduce the current;
- Do not use damp electrodes (it is better to dry them in the oven first).
Video explaining in detail what inverter welding is:
Device, characteristics and properties
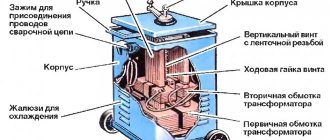
A modern mid-price inverter apparatus consists of a housing that has support legs for stability, inside which all its main components are mounted, and on the front wall there is a panel with various indicators (faults, readiness for operation), a welding technology (type) switch and a setting knob welding current.
Also on the front there are connectors for connecting the electrical holder and the ground clamp, and at the back there is a network cable with a plug for connecting to the network.
Welding inverter device
On the rear wall there is a grille (ventilation slits) that, together with a fan, provides high-quality cooling of the “filling” of the inverter, which is based on the following elements:
- Rectifier for current supplied from the supply network.
- The inverter unit itself, which generates high-frequency pulses.
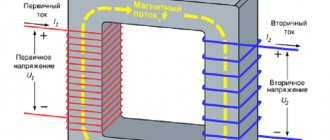
- A transformer responsible for increasing the current along with decreasing the voltage.
- Another rectifier.
- Working shunt.
- Control elements housed in an individual block with external displays, switches and regulators.
Externally, the welding inverter looks like a relatively small metal box with a handle or belt for carrying.
Voltage inverter circuit
The most common voltage inverter circuit consists of four IGBT transistors VT1...VT4, connected in a bridge circuit, and four freewheeling diodes, designated VD1...VD4, connected in parallel to controlled semiconductor switches in the opposite direction. The converter powers an active-inductive load. It is the most common one, so it was taken as a basis.
The inverter input terminals are connected to Uip. If such a source is a diode rectifier, then its output is necessarily shunted by capacitor C.
In power electronics, transistors with an insulated gate IGBT (they are shown in the diagram) and GTO, IGCT thyristors are most widely used. When operating with lower powers, MOSFET field-effect transistors have no competition.
At time t1, VT1 and VT4 open, and VT2 and VT3 are closed. A single path is formed for the current to flow through the load: “+” Uip – VT1 – load RнLн – VT4 – “-” Uip. Thus, in the time interval t1 - t2, a closed circuit is created for the flow of in in the corresponding direction.
Circuit operation mode
To change the direction of in, control pulses are removed from the bases VT1 and VT4 and signals are sent to open the second and third VT2,3. At point t2 on the t time axis, the first and fourth VT1,4 are closed, and the second and third are open. However, since the load is active-inductive, it cannot instantly change direction to the opposite. This will be prevented by the energy stored in the inductance Lн. Therefore, it will maintain the same direction until all the energy stored in the inductance in the form of a magnetic field, equal to Wм = (Lн∙i2)/2, is dissipated.
In this regard, in the time interval t2 - t3, the current will flow through diodes VD2 and VD3, maintaining the same direction to RнLн, but will pass in the opposite direction through U or capacitor C if the energy source is a diode rectifier. Therefore, it is necessary to install capacitor C if the converter is connected to a diode rectifier. Otherwise, the flow path will be interrupted, resulting in a strong overvoltage that can damage the consumer insulation and damage semiconductor devices.
At time t3, all the energy stored in the inductance will drop to zero. Starting from moment t3 to moment t4, under the influence of the applied Uip, through the open semiconductor switches VT2 and VT3, in will flow through LnRn in the other direction.
At point t4, located on the t time axis, the control signal from VT1,3 is removed, and VT1 and VT4 are opened. However, in continues to flow in the same direction until the energy stored in the inductance is consumed. This will happen in the time interval t4 – t5.
Circuit operation
Starting from moment t5, in changes direction and flows from Uip through LнRн along the path through VT1 and VT4. Further, all processes occurring in the electrical circuit will be repeated. On LnRn, the voltage shape will be rectangular, but the current on the active-inductive load will have a sawtooth shape due to the presence of inductance, which does not allow it to instantly rise and fall. If the consumer is purely active in nature (inductance and capacitance are practically equal to zero), then the shapes in and un will be in the form of rectangles.
Since VT1...VT4 were opened in pairs throughout the entire length of the corresponding half-cycles, the maximum possible in was formed at the output of the converter, therefore, in of the maximum value flowed through LnR. However, it is often necessary to ensure a smooth increase in power at the consumer, for example, to gradually increase the brightness of lighting or the engine speed.
It should be clarified that the signals coming from the control system of the control system are not sent directly to the bases of the semiconductor switches, but through the driver. Since modern control systems are built on meringue microcontrollers that produce low-power signals that are not capable of opening an IGBT, an intermediate link – a driver – is used to increase the power of the opening pulse. In addition, the driver often performs many additional functions - it protects the transistor from short circuits, overheating, etc.
Operating principle of a welding inverter
The electric current from the power source is supplied to the rectifier, where the alternating current is converted into direct current, after which the inverter is again converted into alternating current, but at a very high frequency.
Welding inverter operating principle
Next, the transformer lowers the voltage, as a result of which the current increases significantly.
At the final stage, another rectifier comes into operation, converting high-frequency alternating current with high strength and low voltage again into direct current, on which welding work is already performed.
Material
In most cases, the main part of the welding inverter body is an aluminum U-shaped cover and an aluminum bottom.
The front and back sides are made of impact-resistant plastic.
Switches and controls can also be plastic or metal, and the control panel is made of thin metal.
Straight, wide legs are equipped with rubber pads to increase the stability of the device.
Power supply, power and current of the welding inverter
Power to the welding inverter is supplied from an alternating current source with a voltage of 220 V (380 V inclusive for professional models).
To do this, in most cases, a connection to a household outlet is used.
If work needs to be carried out far from a source of electricity, an ordinary generator is used, for example, a gasoline one, corresponding to the device in terms of output power.
Welding inverter with plug
The main advantage of a welding inverter over a welding transformer, if we take into account only the technical characteristics, is the efficiency, which has a significantly higher value (85 - 95%), as well as power consumption.
So if a transformer requires up to 8 kW of electrical power when operating with a 3 mm electrode, then about 3 kW will be sufficient for the inverter, even if a 4 mm electrode is used.
Inverters, moreover, are easily adjusted to certain operating modes thanks to a wide range of welding current adjustments.
As a rule, this is 30 - 200 A.
EXAMPLE:
A welding current of 160 A is in most cases sufficient to work with a 4 mm electrode, and there is even a small power reserve left.
Dimensions and weight
The low weight and size of welding inverters is one of its main features, which allows you to operate the devices with maximum convenience.
Thus, the most compact models, the average dimensions of which are 300x130x300 mm, weigh from 3.5 kg.
In reality, the dimensions can be 250 – 450 x 110 – 610 x 160 – 350 mm.
The average weight of household options is 5 – 7 kg, and for professional ones this figure can reach 13 kg.
Accessories
Together with the inverter welding power source, various components are supplied, which, after connection, form a full-fledged welding machine, ready for work.
Welding inverter with components
These include:
- Wires. They act as connecting links between the electrode holder, the ground terminal and the central welding unit. These are single-core thick cables with reliable insulation that can easily withstand high welding current. As a rule, these cables are removable, that is, they are connected to the inverter unit using special inserts.
- The electric holder is actually an electrode holder that the welder uses.
- Ground clamp. In most cases, this is a crocodile-type clothespin, which is fixed on one of the parts to be welded. Also called ground terminal. There are also magnetic clamps and models made in the form of a clamp.
- Shield or mask to protect your eyes.
- Metal brush for cleaning seams, etc.
Welding inverter with clamps
If the machine is intended to perform TIG welding, instead of a classic electrode holder, a special torch with a collet clamp for a non-consumable electrode (tungsten) and a full set of related equipment and materials, such as a Euro hose, a gas cylinder and a hose for supplying it, are used.
Welding inverter with case - set
For ease of transportation, many manufacturers include a case made of plastic or metal in the delivery package of the welding machine.
Inverter welding technology
When everything is ready to go, it means you can start. The first step is to ignite the arc. This can be done in three ways - by striking, tapping or touching (if the device has an automatic ignition function). As soon as it has formed, you need to start melting the metal to form a weld pool, where later, when the metal crystallizes, a high-quality seam will remain. At this stage, the position of the electrode in relation to the surface is very important. You can drive straight at an angle of 90 degrees or obliquely, at an angle of 30-60 degrees. The electrode cannot be guided directly. It needs to be moved in “loops”, “zigzag”, “triangles”. The choice of the pattern by which the seam will be made is optional for beginners. Then, with experience, the master himself will understand in what positions it is more convenient for him to guide the guide in one way or another. And finally, an important point is holding the arc. To do this, it is necessary to strictly maintain a uniform distance between the metal and the electrode. Ideally this is 2-3 mm. When the conductor is lifted, the arc is lost and the seam suffers as a result. There are units with an automatic arc holding function; if you can’t do it manually, it’s better to use this option. If everything works out this way, then the master will not need additional technical capabilities.
GOST, certification and marking
For semiconductor inverters, the technical conditions are fully contained in GOST 24376-91, and the regulatory and technical document TU 34-38-11274-88 is responsible for their compliance.
In addition, some of the manufactured devices, especially industrial ones, are certified by NAKS.
MMA and TIG welding inverter
This is done to check compliance with the specified technological characteristics of various welding methods that are used at hazardous facilities.
The certification process is carried out by comparing the parameters specified in the documentation for the equipment with actual indicators.
The difference between certified and non-certified models, which are completely identical structurally, lies solely in the presence of a document confirming additional acceptance tests, which is the corresponding certificate of the National Welding Control Agency (NAKS).
Welding inverter with NAKS certificate
As for markings, inverters are designated by the abbreviation of the welding method they support.
In addition, it should be noted that there is a CUT marking, which indicates that this model cuts material using the plasma method.
How to create a vertical seam
Welding a vertical seam is a more complex process that requires the skill of a welder, since the molten metal will be subject to the law of gravity. There are 3 most proven methods for welding vertical seams with a torch:
- Triangle. Used when welding structures up to 2 mm.
- Herringbone. Suitable for gaps of 2-3 mm.
- Ladder. Use for large gaps. In this case, welding is carried out in a zigzag manner, and the roller has a small cross-section.
In any case, practice is important. Inverter welding is easy to learn. You can study this on video and, if desired, even assemble a spot welding machine with your own hands. It is important to purchase a good inverter, for example, the Resanta brand. You can purchase a Tesla welding machine, which is also easy to use. EWM Pico 180 mma welding machines are also popular. All these devices are included in the rating of the best.
Argon arc inverters allow you to weld a wide variety of materials, including stainless steel, non-ferrous metals, copper plates, aluminum and even cast iron.
Inverter welding is often referred to as household welding. With high efficiency indicators, it is correct to use it without a break for 15-20 minutes, after which the device needs to cool for an hour. In order to obtain such a result in terms of output current from a simple transformer, it is necessary to install a coil of copper wire measuring 20 kg into it. The inverter has a huge number of advantages, and the only obvious disadvantage is the high cost of repairs. Therefore, it is initially recommended to carefully care for the structure and its wires.
Types of welding inverters and their prices
Conventionally, welding inverters, according to the duration of continuous operation, are divided into several types:
- Household appliances – continuous operation for 5 – 10 minutes followed by a long break. The welding current of such models is no more than 120 - 200 A. Purpose - a small amount of welding work.
- Semi-professional - something in between the previous and next options, that is, the duration of work is approximately 15 - 30 minutes, but with a break between cycles of about 1 hour.
- Professional - operation with an 8-hour cycle and a welding current of 200 - 300 A. They are used in the manufacture of metal structures and frames, and various repair work. This also includes semi-automatic machines operating in MIG/MAG, TIG and MMA modes.
- Industrial – capable of working throughout the day at industrial facilities (3 shifts) with short technological interruptions. The welding current is about 200 - 500 A.
Semi-automatic welding inverter
It should be noted that all other characteristics of the types of devices listed above are practically no different.
There are also models with a starting-charging function, that is, the welding machine has manual adjustment of the starting current and voltage, for example, 12, 24 and 36 V, which allows you to select the one required to start any equipment (internal combustion engines, for example) starting power.
ADDITION:
Semiconductor welding machines are suitable for charging lead-acid batteries used in transport.
Advantages and disadvantages
Inverter welding machines have pros and cons. Among the main advantages:
- Efficiency The efficiency level of the inverter device is up to 95%. There are no inductive losses because the circuit mechanism contains a high-frequency switching converter. It turns off automatically during breaks.
- Does not respond to voltage changes in the network. The above-mentioned high-frequency converter successfully adapts to almost any input voltage.
- There is a manual adjustment of the welding machine. The welder himself can easily set up the machine, regardless of the level of professionalism and welding skills. To do this, the inverter has a manual adjustment indicating the size of the electrode.
- The ability to use any, including carbon electrodes, both alternating and direct current.
- Light weight, mobility of the device and comfort of use even at home.
- The easy ignition function allows the welder to start working quickly and without unnecessary problems.
- Even a beginner can handle welding. It’s easy to learn how to use such a console in a couple of lessons. Of course, at first the electrode will stick to the metal surface; you just need experience.
But there are several disadvantages to this welding:
- Price. Such devices are expensive, but this is a very reasonable price for a high-quality and necessary tool.
- Requires care. The inverter should not be contaminated even by dust. Also, moisture should not get into the console and it should be kept away from the cold. When the air temperature is below -15°C, it is not recommended to connect the inverter.
If you follow the instructions and all the rules of care, the inverter will serve for a long time and will become a reliable assistant in the household of a welder of any level. You can watch detailed instructions on the basics of using inverter welding on video.
Which welding inverter to choose?
Choosing a welding inverter begins with determining the tasks that it must solve. The key factor here is uptime.
For a home where infrequent short-term work is planned, a budget device that can withstand welding for at least 10 minutes is suitable.
In this case, a beginner will only need a device like MMA.
Professional welding inverter
A professional for whom welding is part of his daily tasks will need a model that can also work in TIG and MIG-MAG modes, especially if welding non-ferrous metals is expected.
Well, now a little about the features of the devices.
Features of welding inverters
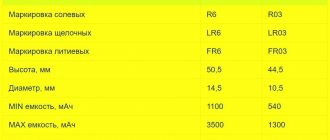
Table of electrode diameters
Welding current and electrode diameter. The latter is selected depending on the thickness of the metal being welded and is described separately for each model of the apparatus. So, for example, working with metal up to 2 mm thick requires 1.6 - 2 mm electrodes, and for parts 15 mm thick you need a 5 mm electrode.
The correct diameter will allow you to make precise and clean seams. For different thicknesses of electrodes and depending on the specifics of the task, different rated welding current is required. In most cases, it is enough that a smooth regulator is installed on the machine, allowing you to set the current value to 150 - 200 A.
Ease of use. This item primarily includes the dimensions and dimensions of the device, since it will have to be somehow delivered to the work site. A significant role is played by the length of the power cord, which, together with the plug, must withstand increased loads during the welding process.
It should be remembered that connecting the inverter through extension cords, even specialized ones, will lead to a loss of its power in proportion to the total resistance of these same extension cords. In addition, you will have to constantly monitor the reliability of the contacts of the “garland” of plugs and sockets.
In reality, there are cases when even the maximum current is not enough for normal arc formation when connected through extension cords. In addition, it is important to understand that household appliances are powered from a 220 V network, while some professional, as well as all industrial options, require a three-phase 380 V source.
Guarantee . Whatever welding machine, according to the manufacturer or the users themselves, is reliable, it must come with a warranty card from the manufacturer. Even famous brands have defects.
In this case, the only salvation is the service center. You should make sure in advance that there is one nearby so that an inverter that suddenly fails does not have to be taken to another area for warranty service or repair.
A good welding inverter allows both beginners and professionals to perform high-quality welding, for which it is equipped with optional additional functionality.
Professional welding inverter with description
Additional functions
The presence of the following functions will increase the speed of welding with an inverter, the quality and safety of work:
- Hot start (Hot-Start). The essence is a short-term supply of the highest current value at the initial stage of operation, which leads to instantaneous ignition of the electrode at the moment when it makes the first contact. In fact, the system ensures efficient ignition of the electrode.
- Anti-Stick is a function that primarily ensures operator safety. Designed to prevent “sticking” of the electrode, shortening the arc at moments when the latter approaches the metal. So, if you remove the electrode from the surface of the workpiece, there is a decrease in the current strength, and when it gets too close, its readings go to zero, due to which the electrode is easily separated from the metal.
- Arc-Force – serves to provide increased stability during a short arc stroke. The automatic system, if required, independently increases the current, the maximum value of which is set by the master. The function allows you to eliminate “sticking”, overheating of the device during a short circuit, and also ensures the correct welding depth.
- Light indication - necessary to notify the master about malfunctions of the welding machine. So, for example, one of the lights lights up when it is connected to the network, and the other when it overheats.
- The parameter display is another way to monitor the operation of the device. The display shows the current current and voltage. All this allows you to select the appropriate operating mode.
- Automatic shutdown when overheating is perhaps one of the most important functional additions that should be present in inverters. The fact is that during welding you can miss the activation of the indicator light, which will lead to damage to the device if it does not have the automatic shutdown function installed.
To make it easier to carry the device, it is usually equipped with a plastic handle. It is relevant if the block really weighs little.
MIG MAG welding inverter with additional unit
For those models whose weight reaches 7 kg or more, it makes sense to pay attention to the presence of a belt.
It will allow you to carry the welding machine by throwing this belt over your shoulder, which is much easier.
Preparing for work
Having understood what a welding inverter is and how it works, you can get down to business. Initially, you need to prepare everything you need:
- Protection is all those means that are used for security purposes. Gloves made of thick fabric material (rubber are prohibited) will protect the skin in case of a spark. Glasses or a mask (it is better to use “Chameleon”) that will protect your eyes from “bunnies”. A robe is a form of clothing that is flame resistant. It protects the entire body and basic clothing in case of splashes of melting metal.
- The workplace is one of the main conditions for safety. The welding table must be iron, without coating with paint and varnish. The master must stand on a wooden base while working. It is important to carry out work in a room where there are no flammable objects and materials.
- The choice of electrode depends on the thickness and type of metal. Conductors on sale are marked with special markings for a specific type of product. For example, you cannot weld steel with an electrode for cast iron. Electrodes for inverter cooking are shown in the table below:
- Preparing the metal involves cleaning it from dirt and various coatings that may interfere with welding. If possible, they should be secured so that they do not move when exposed to high temperatures.
- Setting the current strength depending on the type and thickness of the product:
What you need to know about welding inverters?
The welding inverter is extremely sensitive to dust and moisture.
The reason for this is the presence of several printed circuit boards, the elements of which oxidize over time and become clogged with small debris, which leads to a short circuit of the tracks.
You can also store the device in a garage, packing it in a box, however, sudden temperature changes should be avoided.
Welding inverter disassembled
Another nuance regarding inverters is the number of boards on which radio components are soldered.
The more there are, the better.
The reason is extremely simple: if one of them fails, it is enough to simply replace it, but in the case of a design with one board, on which, let’s say, a short circuit has occurred, the entire device will become unusable.
Technical parameters of devices
Welding inverters have a number of specific characteristics by which one can judge its technological properties. These include the following parameters:
Welding inverter design
- The type of current that is generated at the output of the rectifier.
- The amount of voltage that is used to supply electricity. Manufacturers produce products that operate on 380 and 220 V. The former are used for professional welding, the latter for work at home.
- Current size, this parameter has a direct impact on the size of the electrode that will be used to perform the weld.
Technical parameters of welding inverter
- Unit power, this parameter provides information about the current and strength that will form the welding arc.
- Open circuit voltage, this parameter shows how quickly the welding arc will be produced.
- The range of electrode sizes that will be used for welding.
- Dimensional and weight characteristics of the inverter welding machine and the size of the welding current at the output. The lower the last indicator, the smaller the device, but accordingly such a device has lower performance characteristics.
Manufacturers of welding inverters
Welding inverters are actually produced by a variety of manufacturers, most of which are familiar from other tool products:
- Foreign – Blue Weld, Aurora, Champion, Daewoo, QUATTRO ELEMENTI, Viking welding, Hitachi, GRAPHITE, Brima, Sturm, RedHotDot, Powerman, BestWeld, Elitech, Kemppi, Gigant, HELVI, FUBAG, Foxweld, HUTER, Inforce, FLAMA, Telwin ,EWM, Kolner.
- Domestic - Resanta, Svarog, Caliber, ATLANT, Sorokin, Energy, BIZON, UDARNIK, Cyclone, Special, Kedr, Interskol, Zubr, Kontur, Soyuz, Kraton, Master, Stavr, Forsazh, Parma, Torus.
How to choose a 220 V welding machine for home and garden
When selecting welding equipment, the consumer must decide what tasks it will be needed for.
If it is used for repairing body parts, then it should have some parameters, and if it is used for the production of metal structures, then it should have different parameters. But in any case, the devices must meet a number of requirements, in particular, functions such as hot start, anti-sticking and some others must be implemented in a home device. This is how inverters differ from traditional devices.
A fan must be installed in the design of this type of device. In addition, the circuit must be protected from power surges. In principle, a device with such parameters can work both in a home workshop and in industrial production conditions.