Welding cables for inverter - types of cables
The welding cable operates under increased load parameters: high voltage passes through it inside, and outside it is affected by temperature changes, friction force and other conditions.
Performance characteristics:
- DC current at voltages up to 1000 V or alternating current - up to 600 V.
- Frequency no more than 400 Hz.
- Operates on 220 and 380 V mains.
The stores offer an assortment of goods.
Single-core
Made of copper, so it conducts current very well. The wire is flexible and elastic. Designed for inverter devices with low power.
Twin-core
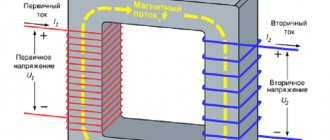
The products are made for pulsed electric welding and contain a cathode and anode. They are made from copper wire or wire from alloys containing copper.
Three-core
The label contains technical characteristics that should be taken into account when choosing a product:
- KS is a product intended for all types of work.
- P are welding wires coated with a polymer that provides additional protection. If a number is written during marking, it indicates the number of cores.
- HF is a product designed for high-frequency voltage.
Three-core welding wires - cables of this type are made for technically complex equipment. According to the technical process conditions, the seam must be perfect.
Useful article - Do you know how much an oxygen cylinder weighs and what its volume is?
Characteristics
Today, they do not produce a universal welding cable that could work in all climatic and production conditions. But they produce a fairly large line of wires that meet the main conditions of a welding cable: minimal resistance and flexibility.
For domestic manufacturers, the KG brand means that the flexible cable is made of copper. It is intended for connecting power elements of non-stationary equipment and can be used as a welding cable. In addition, there is a special welding cable KS. In terms of technical characteristics, they are almost identical.
If the wire is marked KG 1x16, this means a flexible single-core power cable with a cross-section of 16 mm2. Permissible operating current 189 A.
The first number indicates the number of wires, the next two or three numbers indicate the cross-section of the wire. The letters HL indicate that the cable can be used at low operating temperatures down to -60 ⁰C. The additional coating prevents cracking in the cold.
The letter T indicates the ability of the wire to work in conditions of high humidity and temperatures up to + 85 ⁰C. In addition, the letter T says that the wire has antiseptic properties and is not afraid of fungus and mold, which is typical for a tropical climate.
The abbreviation KOG indicates that the strands of the welding conductor are especially flexible and allow it to be used in any of the most inconvenient and hard-to-reach places without causing harm to its working qualities.
This cable provides maximum comfort for the welder. In the KS welding cable, the letter P means polymer coating, HF means high frequency voltage. Choosing such a cable for the inverter will be an ideal solution.
When carrying out welding work in areas of increased fire danger, it is necessary to use an appropriate welding cable.
The KGN marking means non-flammability. All KG cables, regardless of climatic version, are completely sealed and can be used underwater. The only thing that needs to be done is to ensure tightness at the junction of the conductor with the device and the electrode holder.
Welding cable brands and their characteristics
Welding wires are subject to increased loads from equipment and environmental factors. The service life of the welding cable depends on the correct choice. The welding cable is marked with digital and letter symbols. To help you choose which cable to choose, the descriptions below are given.
Description of flexible welding cable KG
The meaning of the letters “KG” in the marking means that the cable is flexible. This is a common type of product. Operates with direct current with a voltage rating of up to 1000 V, with alternating current - not exceeding 600 V, at a frequency of not more than 400 Hz. Connects from a 220 or 380 V network or by connecting a holder and a clamp.
Cable for welding work KOG1
To manufacture the product, conductors with small cross-section diameters are used. This is useful when creating seams in inaccessible places. To prevent loops from sticking out on the sides, you can use the cable wound around your hand. This is convenient when working at heights.
Designed for operation at a voltage of 220 V and a frequency of 50 Hz.
Welding cable KGN
KGN, the letter “N” means that the wire is fireproof. The insulating layer is made of a heat-resistant compound and can withstand temperatures of more than 200 0C. This cable can be used not only for welding, but for cutting (plasma or electrode), for example, for emergency work in case of emergency situations.
The wire will not melt when it comes into contact with heated metal products.
KG HL
The product index contains the designation “HL”, that is, it can be used in frosty conditions. It contains rubber that can withstand the cold. Flexibility is maintained at temperatures down to -60 0C, making the wires ideal for northern regions. If work is carried out in open areas, then attention should be focused on this product.
Welding cable KPES
The product is intended for semi-automatic welding or is a cable for a welding inverter. This variety uses spiral tubes instead of wires. In order for the circuit to be closed and the electric arc to be excited, a wire is passed inside the cord, which can be of three types:
- whole;
- tubular;
- with flux.
The cost depends on the size of the internal diameter. If the structure is hollow, then the service life is reduced by one and a half years. The electric main supplies voltage from 42 to 48 V at direct or alternating current. At temperatures down to -10 0C, a low-voltage line is used.
Useful article - Everything you need to know about Poxypol glue to avoid welding
PIC
The insulating layer uses polyvinyl chloride. The product is resistant to abrasion and is ideal when a worker needs to constantly move, dragging the cable behind him. The core is preserved due to reliable insulation. Operates under a load of 127 or 220V, at temperatures from -40 to +400C, not flexible. Welding wires for the inverter are used to connect to the outlet.
Welding cable brand KGT
The product is designed for high temperatures. Operation of the product is possible at +850C. The product is suitable for use in humid climates.
KRPT model
This wire is flexible with cores. The veins are made of copper. The shell and insulation are made of rubber. The welding cable is manufactured by the manufacturer to work with the following parameters:
- At 660V AC and 110V DC.
- Permissible current load from 3 to 20A/mm2.
- Temperature range from -60 to +500С.
The cross-section of the welding cable depends on the number and cross-section of the cores - from 8 to 69 mm. The product is not flammable.
Cable for a welding machine - how to choose the right one
It is known how products are labeled. The main thing is to choose the right product so that it matches the parameters of the welding machine and other characteristics.
What should a vein be like?
Cable types:
Single-core.
Used to connect the inverter to the holder and ground. The 1x16 marking stands for: “1” is 1 core, not divided into several wires under one sheath. During operation, heating is reduced and voltage transfer is accelerated.
Stranded.
The 11x30 marking stands for: 11 – number of cores. They are used for industrial equipment operating under voltages of more than 500 V. The core is made of aluminum or copper. Aluminum cables are supplied with the devices; they are cheaper. They are usually purchased by beginning workers.
For professionals, it is suggested to purchase copper products, since the resistivity indicator is 7 times less than aluminum. This reduces current losses.
If the copper cable manufacturer is China, then such products are better suited for domestic use rather than for industrial needs, since they are designed for low resistance.
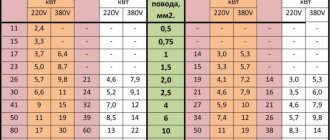
Cable section for welding machine
If the product cross-section is chosen incorrectly, the risk of equipment wear increases. A fire or ineffective operation may occur due to a short circuit. If the wire cross-section is not sufficient, then an increased level of current will be required for the welding mode. The holder will be more difficult to move when creating a seam vertically or on the ceiling.
The table shows the dependence of the current on the cross section.
Cable flexibility requirements
Welding wires for inverter are used in work with flexibility above class 4. Selecting heavy wires will make it more difficult for the welder to bend or wrap them.
When choosing a KG cord, which is classified as class 5 in terms of flexibility with a diameter of 0.41 mm. If the product is marked KOG, then it belongs to class 6 in terms of flexibility. Flexibility 0.21 mm – increased.
Useful article - 9 main types of welding machines used everywhere
Welding cable length
If it is necessary to move along large structures, then a long cable must be connected to the device so as not to carry the inverter. If the work is carried out in one place, then it is enough to purchase 2 m for the ground, and 3 m for the holder. For production, it is recommended to buy 5 meters of wire for the ground and for the holder.
Lengthening the product for no reason leads to a decrease in current due to an increase in resistance.
The length of the welding cable should not exceed the calculated values. The maximum current indicator must be divided by 100.
For example:
160 /100= 1,6
The result is a divisor by which you need to divide the value of the wire cross-section. That is, if the cross-section is 1x25 mm2, then
25/1.6=15 m.
The length turned out to be maximum, it needs to be divided into connections to the ground and the holder: 5 and 10 meters.
When connecting a longer product, the current output from the device will decrease. To extend an additional wire, copper crimping is used, and the cable can also be extended by welding or soldering, but twisting is prohibited. Twisted connections create an increase in resistance, so they are not allowed.
Assembling the device
The delivery set for manual arc welding includes two wires:
- for holder;
- for mass.
This is a standard set that comes with an inexpensive device. When purchasing a separate set, you should not trust the quality of budget models either. If you purchase a set at the highest price, the cost will differ little from the cost of the inverter. Therefore, it is better to assemble the device yourself.
Electric holder
This is the most important device that you should not skimp on. The quality of the work performed depends on it.
There are only three types of products:
- Spring. They are convenient for work.
- Fork. These are the most reliable, but are not easy to use and in most cases are not insulated. Made by workers.
- Screw. The electrode is fixed securely at the desired angle. The quality is excellent, the price is reasonable. Especially suitable for beginners.
The cross-section of the welding cable depends on the size of the holder.
Power cables or wires
These elements are considered to be the second most important in the design. The maximum current and arc ignition depend on the quality of the power cable. When working with an inexpensive device, this is especially true; if the device produces a current of up to 130 A, then welding seams can be confidently performed with 3 mm electrodes.
Ground clamp
There are several types of clamps:
"Crocodile". Or a clothespin.
Attached directly to the part. The connection is reliable, convenient, fastens quickly, produces minimal resistance, and opens well. Parts of different configurations are fixed. The disadvantages include the low level of strength due to the spring in the device; it is used only when the product needs to be secured. Terminal models available for sale are 300, 200 or 500 A. The choice depends on the model of the device.
Magnetic.
The clamp can be attached to any base, the design is designed for long-term use, can withstand power surges and does not burn out, is used in hard-to-reach places, and is secured securely. Non-delivery includes unreliable fastening in small areas, periodic cleaning of dirt and dust, overheating is not allowed, as demagnetization is possible.
Clamp.
These are clamps with a high degree of fastening reliability, fixed with a hex head screw, smooth current transition is ensured due to good contact. Disadvantages include the complex structure and large size of the terminals.
Cable terminal (plug)
To quickly and reliably connect the cable to the power source, you need a detachable terminal (plug). This product can be used to connect lengths of wires.
The device terminal (plug) is made of high quality copper or brass with a round profile.
The technological hole on the back side of the terminal is used to secure the cable. The cone coupling is made of rubber, so it protects well from mechanical damage. A copper sleeve is supplied with the plug. The wire is installed into the coupling, and then into the sleeve and into the brass body. Fixation is carried out with a screw, tightly tightened.
When choosing a product you need to pay attention to:
- Wire section. The most popular are cables and wires with an area of 10, 25, 30, 35, 50 and 100 mm2.
- The connection is fixed, so the chain does not break when the wires are strongly tensioned.
- The plug must match the size of the device (there are 2 main sizes: 10-25 mm and 35-50 mm)
Is it possible to extend the welding cable
The length of the welding cable should not exceed 3 m. It is difficult to work with such a product, especially at height. Manufacturers do not recommend increasing the length further.
What negative situations may arise:
- Sharp drop in current.
- Increase in voltage due to self-induced emf.
- The output electrodes may be punctured.
To avoid this, a choke was used on the devices. The product was installed to accumulate energy and release it to form an arc when the transistors are closed and there is no current in the primary winding. Many manufacturers do not include these devices in their products because the price of the equipment increases.
Extension of the cable is not recommended, this is due to the fact that it has reactive and active resistance. As a result, the output voltage and current drop.
If the length of the wire changes, the operation of the entire system may be disrupted and even the equipment may fail.
In practice, it has been established that an increase in length up to 5 m is acceptable if the cross-section of the welding cable matches.
Wire for connecting to the network
To power any device, a wire of the same cross-section as the welding cable is not required, since the current value is several times less. The set of household inverters includes a multi-core flexible cable with a cross-section of 2.5 - 4 mm² and a length of 3 - 5 m. For a grounded socket, it must have three cores.
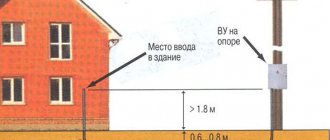
If the socket is located far away at the work site, the device is connected through an extension cord with a cross-section of at least 2.5 mm², provided that the distance does not exceed 20 m. For a length of up to 60 m, it is better to take a carrier with a coil with a cross-section of 4 mm². To connect three-phase equipment in production, a power cable with four copper cores with a cross-section of 4 - 6 mm² is used, for aluminum - no less than 16 mm².
The recommendations given will help you make the right choice. However, welding cables are expensive, so before going to the store you need to determine exactly what length and cross-section you need. Why buy extra if it won't be used.
Rules for connection and use
To make a correct connection you need to know the following rules:
- To connect the welder, on one side there are connectors and tips attached to the solder of the device plug.
- Welding cables are connected to each other using crimping. Connections must be insulated.
- The connection is made to the power connectors of the device, the electrode is inserted into a holder attached to the other end of the wire. The main thing is to know the rules of polarity.
- Requirements for welding machines and cable requirements must fully comply with all technical standards, including rated power.
Basic requirements for safe operation
All devices powered by electric current are subject to increased labor protection requirements.
List of basic requirements:
- The core must have a cross-section that can withstand the load from electric current.
- The wire must withstand shock loads and negative influences from aggressive environments.
- The braiding of the welding wires for the inverter must remain elastic and resilient, despite the twisting of the wires.
- It is not allowed to pull the device by the wire.
- The welder must work in appropriate clothing and shoes with mandatory head protection.
- If special clothing and reliable protection against current are not available, then work should not be started.
Cable requirements for a welder
Firstly, if you choose a cable to connect the ground clamp and electrode holder to the welding machine, you need to consider the following operating features:
- Welding machines of any type produce significant currents - from 10-20 to 400-500A. At the same time, household inverter-type welding machines are usually designed for 200A with a deviation of 50A in each direction, and industrial welding transformers produce currents of 400A.
- A welder encounters a wide variety of tasks in his work, from simple seams in convenient positions to welding products of complex shapes or in hard-to-reach places.
- In addition to various tasks, you have to cook both in very hot rooms and in the cold in winter.
- To transport the equipment, the cables are rolled up.
It follows that the cable must meet the following requirements:
- The power welding cable must be flexible to ensure ease of manipulation of the electrode or torch for a semi-automatic welding machine.
- The conductor must have thick insulation and be resistant to aggressive environments, shocks and breaks.
- To work in cold conditions, the conductor must be frost-resistant.
- Welding of metals occurs with low voltage but high current, so there is a separate requirement for the cross-section of wires for connecting electrode holders and ground. This means that the wire must be thick to minimize voltage sags and losses.
- Must withstand repeated bending and winding/unwinding during transportation.