It is not difficult to make spot welding for 18650 batteries with your own hands - it is reliable, which is why it is popular. This method ensures fixation of the material in individual places of the workpiece, allowing you to connect both miniature elements in electronic devices and heavy steel sheets.
Spot welding for batteries has found its active application.
Features and principle of operation of spot welding
Often, spot welding machines are made independently. Even if you purchase a device in a store, in order to obtain the desired characteristics, it will need to be modified, for example:
- increase the current;
- redo or replace the timer.
The strength coefficient of the connecting node is affected by the size of the point and its structure.
The following indicators are of great importance:
- Types of electrodes used.
- Current strength.
- Material compression ratio.
A precision welding machine is a device used to repair power supplies.
Welding ensures reliable fixation of the metal; the technology has high productivity. The operating principle is based on the Joule-Lenz law, i.e. involves heating metals under the influence of electrical energy. Current passes through the electrodes, the temperature of the material being processed increases, and the resistance coefficient is minimal. The diameter of the point is 3-12 mm.
It is also important to know 4 nuances about capacitor welding
Capacitor welding
Capacitor welding
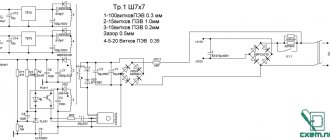
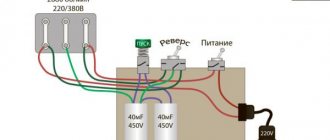
Capacitor welding can also be used to ensure a secure fit. As a basis we use 6 capacitors of 10000 uF at 35 Volts. Several 70TPS12 thyristors serve as keys; they must be connected in parallel.
The capacitor is charged using a dc-dc boost converter from a lithium-ion battery. The current is limited by a 130 ohm resistor. The charge should be obtained with a voltage of 32 Volts.
The charge is monitored visually - that is why several LEDs are added to the circuit. The calculated initial current is 2000A, if the energy in the compensators is 30 J.
It is important to ensure that during the welding process all energy moves to the welding point, and not to various “visual effects” in the form of sparks. This deficiency can be observed if the plate is poorly pressed to the electrodes. As a result, the electrode will burn and the plate will not be able to weld. Use chrome bronze alloy electrodes.
Diagram and what parts the device consists of
Spot resistance welding is called thermomechanical.
Its operation scheme is as follows:
- The parts are joined in a given position and pressed tightly between the electrodes.
- An electric shock is applied.
- At a given point, the workpiece is heated to the melting temperature of the metal.
The contact device is assembled from used blocks; they can be removed from various devices. The device works simply: the capacitors are charged up to 30 V, and the potential on the welding fork increases. Press the “Start” button located on the plug. To weld 2 metal fragments, they should be pressed tightly together. After this, the cooking process starts, during which the temperature of the material increases many times and becomes sufficient to melt even refractory metal.
Diagram of a spot welding device.
The device is simple in design and reliable, includes 2 blocks:
- contact;
- current source.
We recommend reading Homemade spot welding machine
Assembly
To assemble the structure, remove the transformer from the non-working microwave or TV. Carefully remove the secondary winding (the upper part can be sawed off - in this case, all that remains is to remove the remaining winding).
Then you need to drill holes into which the thick copper cable will be placed. Make two or three turns.
In this case, you can use cable crimping tools, but a simple hammer can also do the job.
The resulting voltage will be approximately 2V, so you should not be afraid of damage to the tips when they come into contact. Add an on/off button to the design, this will help regulate the effect of current.
Simple key switches can simply burn out, so use a quality key that is designed to handle more power.
The current source must be located on the body (base) of the device. For the base, choose materials that do not conduct electricity well, such as plywood, rubber or rubber.
The transformer should be placed on one side of the sheet. The racks will be placed in another, unoccupied space. To install them, use a screwdriver.
After the work has been done, proceed to the next step - create holes for the lever and electrodes.
Finally, you need to inspect all cables. If they are clean and insulated, you can tape them to the base so that they are not in the way while you work. After checking all the design details, proceed to welding.
Requirements
The technology is differentiated into soft and hard methods of fixing the material.
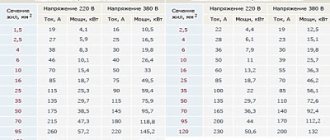
With the soft method, gradual heating of the workpiece is practiced. At the electrodes, the current value is about 100 A per 1 mm². In such cases, less energy and power are used. With such indicators it is good to process high-strength steel.
In severe modes, large short-term currents are used, for example 300 A per 1 mm². The contact duration is 0.1-1.6 seconds. The pressure of the electrodes per 1 mm² increases to 8 kg. For such work, high-power devices are required.
The mode is used for workpieces made of copper, aluminum, and high-alloy metal.
How to make at home
To work at home, they use equipment that is easy to assemble with your own hands. It can be mobile or stationary.
The equipment is easy to assemble with your own hands.
Algorithm of actions:
- Set the basic parameters on the device.
- Determine the voltage at the weld point.
- Set the current strength (AC or DC).
- Calculate the pulse time.
- Determine how many electrodes you need and their brand.
In the welding zone, metals “meet” each other, a powerful electrical impulse arrives at this point, and the joining process occurs.
A transformer is a basic element; it sets the current strength.
It’s easy to make a device of the required power yourself:
- Take a core with a cross section of 60 cm².
- Tighten the plates tightly using bolts (8 mm).
- Strengthen the block at the end with the “P” profile.
- Make the primary winding using PEV wire (diameter - 2.9 mm), wind 2 dozen turns.
- Wrap the core in transformer paper. At the beginning of work - in electrical tape.
- Distribute the turns evenly throughout the entire product.
- Construct another winding on the second post (formed from a homemade tire). Assemble this element from 14 copper parts, cross-section - 200 mm².
- Drill a hole in the upper core block and attach the cable to it.
The device can be made from a transformer.
From a car battery
Sometimes spot welding is used, which receives power from the battery. A lithium ion battery is suitable for these purposes - it is compact and has good capacity. There is no need to overheat the blocks; they may fail.
We recommend reading: How to make a welding machine from a microwave
Required:
- battery with a capacity of 55 Ah and a voltage of 12 V;
- wire with a cross section of 6 mm²;
- 2 probes with which the electrodes are secured (cross section - from 3 mm);
- a small cassette to secure the battery;
- nickel tape 0.12 x 7 mm;
- rings (to avoid leaks).
The spot welding machine is made from a car battery.
Before a car battery can be used, it must be tested. The wires are screwed to the clamps and secured to the terminals. All contacts are protected. The welding machine for batteries (the batteries themselves) is installed in blocks; they must be coaxial during operation.
From a microwave or television transformer
The spot welding machine must have a transformer. It increases the input voltage to the desired value. The most important parameters include the transformation ratio. Microwave ovens have appropriate blocks that change the voltage, and on their basis the device is assembled independently. A unit with a power of 720-820 W is suitable, and it is permissible to weld metal sheets up to 1 mm thick. A small voltage is needed to power the magnetron. All elements heat up during operation, so a cooling system is necessary.
A transformer is required for a spot welder.
From capacitors
Capacitor welding is actively used when it is necessary to do local metal processing. The duration of the process takes a thousandth of a second, the heating depth is small, and metal sheets up to 2 mm thick are used. To avoid conflicts with the pulse frequency and level of processing, special units are needed - contact welding mechanisms.
There are 2 methods practiced:
- Without a transformer, the capacitors are discharged to the workpiece.
- The discharge from the capacitors enters the primary winding, the secondary circuit is the workpiece for boiling.
Capacitor welding is a type of contact welding.
With your own hands
Well-known manufacturers use only high-quality materials, equipping their models with a variety of control devices, making the work process not only comfortable, but also safe.
Homemade devices cannot provide factory quality, but they are quite suitable for repairing lithium batteries at home. On the forums you can find many diagrams and drawings of devices that can be used in any conditions.
Regardless of the type of purpose, do-it-yourself spot welding for 18650 batteries will require the following materials for assembly:
- Apparatus for reducing the voltage of electric current.
- Material for the frame with dielectric properties.
- Wooden bars as load-bearing elements.
- Power supply device.
- Copper wire with insulation as the material for the secondary winding.
- Cable for connecting to your home network.
- Electrode tips (copper rods work great).
- Hardware for fastening the structure.
After preparing all the components, begin assembly.
Additional Information. You can use a regular transformer from a microwave oven. In this case, it must be upgraded to match the welding parameters
For electronic components, we recommend paying attention to Arduino modules.
Current source
It would be best to use a transformer from an old TV - on message boards, rare models cost mere pennies
Please note that welding requires a power of at least 200 W. The parameters of the primary winding must correspond to the parameters of the home network - 220 V, 50 Hz
First of all, you need to completely get rid of the secondary winding using bench tools - a hacksaw, hammer and chisel
This procedure should be performed with extreme caution. Careless actions can damage the primary winding, after which it will have to be restored
The new secondary winding is made from thick insulated cable. To obtain the necessary parameters, 4 turns are enough. In this case, the current parameter will increase to 300 A and reduce the voltage to a level that is safe for human health.
The duration of exposure of the welding current to the surface to be joined is adjusted using a power supply device. As a rule, for high-quality contact, the operating cycle should last no more than 2 s.
The above scheme is the simplest possible. If you add capacitors and a thyristor to the device, the current will be supplied pulsed, with a clearly measured length. Thus, the homemade product will have the properties of a spotter, automating the workflow.
Working elements
For safe welding, load-bearing structural elements must be made of dielectric substances. Experts recommend using the following materials:
- plywood,
- plexiglass,
- tree.
A transformer is installed at one of the corners of the frame. Racks are installed on the other sides, attaching them to the base using self-tapping screws or bolts. In the upper part of the racks it is necessary to make a hole for the mechanism with electrode rods.
The main part of the working unit is copper rods, which act as electrodes. Their diameter should be in the range from 1 to 5 mm. Larger cross-section rods can be sharpened to the required size.
The end distance should not be large - the units are not designed for connecting thick sheets. A distance of 3-4 mm is considered optimal.
The supply cables must be equipped with copper or aluminum ferrules, which are attached to the lever with bolts.
The power supply device should be located in a convenient place, in an area of free access - this will simplify the operation process.
According to safety requirements, all wires must be reliably insulated.
How to use when working with 18650 battery
To weld 18650 batteries, a short pulse (0.01-0.1 seconds) is required, otherwise the material of the battery itself will be burned. It is important that the time intervals are congruent. The primary winding is designed for 220 V, voltage up to 6 V, current strength is 100-1000 A. When manually soldering, it is impossible to accurately measure timing; it is necessary to use a timer. Sometimes miniature elements that do not experience stress are welded. When welding batteries, a 12 V unit is used; it can process thin sheets of metal.
We recommend reading Description of resistance spot welding technology
Technology in general
From a technological point of view, resistance welding involves joining two metal elements, applying mechanical pressure to them, and heating them to a high temperature. The time of exposure to the seam is only 2-3 ms, the heating area is several square millimeters.
A short pulse is required to weld batteries.
In technology where there are no transformers, the thermal zone occurs in the contact resistance zone (on the plane). The current strength reaches 100 A, the pulse exposure time does not exceed 0.006 seconds.
Welding techniques
For the operation of small inverters (weight up to 8.4 kg), a voltage of 220 V is sufficient. The melting zone is enveloped in gases during operation, they protect the material from unnecessary contact with oxygen. The art of welding is the ability to control the electrodes: it is necessary to correctly set the angle of inclination and current strength.
Difficulties arise when working with a transformer:
- The device is bulky.
- It makes too much noise.
- The network “sags” (voltage jumps).
For normal operation, a device with appropriate parameters is required.
Ways to avoid mistakes
When working with spot welding, beginners often make mistakes; they can be avoided if the following factors are taken into account:
- Under harsh welding conditions, it is unacceptable for cracks and burns to occur. The reason is too much current.
- Dents from electrodes should not be more than 10% deep.
- Excess metal should not be squeezed out.
- Excessive boiling of the treatment area is unacceptable.
- To prevent internal defects from appearing, the processing parameters remain constant.
- If the degree of melting is insufficient, this results in an incorrect formation of the fixation point.
Answers to 5 frequently asked questions.
- Do I need to use flux?
- No, this is unnecessary. - Do I need to wear respirators when working?
– There will be little smoke, and respirators are not needed. - Can electric shock strike a person when welding with a car battery?
- Maybe if you don't wear gloves. - Can I use conventional welding to connect the battery?
– You can’t, the battery will deteriorate from the strong current. - Why won't soldering work?
- Because of the high heat.
Advantages and disadvantages
Spot welding is reliable and aesthetic; the time of application of force, current supply and compression is calculated using a cyclogram of the metal joining process.
Advantages of spot welding:
- It is permissible to work with a wide variety of elements (including miniature ones) from various metals.
- The structure of the metal at the fixation point does not change.
- High productivity (up to 800 points/min.).
- Possibility to automate the process.
- A welder of low qualifications is capable of performing the work.
However, welding is dangerous and care must be taken. The worker may be burned by hot splashes. The fumes may damage the lungs. There is a risk of electric shock.