Why is aluminum difficult to solder?
Many people have tried to solder aluminum at home and understand well: the solder does not want to stick to the surface of the parts. This occurs due to the formation of a stable oxide film on the metal, which has low adhesion to the solder material. Methods for soldering aluminum at home come down to fighting the protective film.
In mineralogy, aluminum oxide is called corundum. It consists of transparent crystals, which are gemstones. Corundum has different colors depending on the impurities: chromium gives a reddish tint, sapphire gives a bluish tint. The oxide film is highly durable and cannot be soldered. It must be removed from the surface and then begin to solder the parts.
Advantages
Soldering is one of the ways to obtain permanent metal joints. But unlike other methods, until recently it was characterized by low productivity and low strength at the junction. This and a number of other reasons led to the fact that it did not receive widespread industrial use.
With the development of technology, methods for connecting parts using an electron beam and ultrasonic waves have become available. The emergence of special solders and fluxes has significantly improved the quality of solder joints.
Modern soldering technologies make it possible to use finished products without further processing on mechanical equipment. Soldering has become one of the main technological processes in mechanical engineering, aviation and space industries and, of course, electronics.
Soldering has a number of undoubted advantages compared to welding. The process of joining parts in this way takes place with significantly less heat consumption. In other words, during this process there are no major changes in the structure of the metal. Its physical and chemical parameters remain virtually unchanged. After soldering, phenomena such as residual deformation may occur; its dimensions are incomparable with those that remain after, for example, welding in a cloud of shielding gases.
That is why the use of soldering guarantees more accurate compliance with the dimensions specified in the technical documentation for the product. Using this method allows you to join dissimilar metals. In addition, we can say that these processes can be automated quite easily.
How to remove oxide film
The film is removed from the metal surface in several ways, the most effective being chemical and mechanical. Both methods require an airless environment in which there is no oxygen to work.
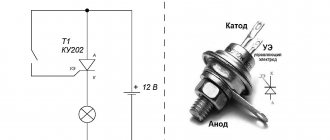
The chemical method is based on the deposition of zinc or copper on the surface of the workpiece by electrolysis. Copper sulfate in the form of a concentrated solution is applied to the area prepared for soldering. The negative terminal of a battery or other power source is attached to a clean area of metal. One end of the copper wire is connected to the positive terminal, the other is dipped into a solution on the surface of the aluminum. As a result of electrolysis, copper or zinc is deposited in a thin layer on the aluminum and adheres tightly to it. Now you can solder aluminum with tin.
An oil film is used to remove the oxide. For this method, it is better to use synthetic or transformer oil with a low water content. Other types of oils need to be kept at a temperature of +150...+200°C, the water will evaporate. At higher temperatures, the contents will begin to splatter. Dehydrated oil is applied to the surface of the aluminum part. Use sandpaper to rub the aluminum under the applied layer to remove the oxide.
The emery cloth is replaced with a scalpel, a serrated soldering iron tip, or iron filings obtained from a nail rubbed with a file. The shavings are poured onto the oil and the soldering iron tip is rubbed over the surface, removing the oxide layer. It is advisable to heat a massive part with a hot air stream. The solder is dipped into the oil droplet with a soldering iron and rubbed over the soldering area. To improve the soldering process, rosin or other flux is added.
Process Features
The surface of aluminum parts is covered with an oxide film, which has high chemical resistance, as well as a melting point 2 times higher than pure metal. In the range from +2500С to +3000С aluminum becomes unstable and melts. The minimum melting temperature of the oxide film is +5000C.
When soldering, the parts being connected under the outer layer begin to melt. Therefore, the shareholder needs to eliminate the negative impact of the oxide layer. The principle of all methods is based on film removal, as well as increasing adhesive properties.
Methods for removing the oxide layer:
- mechanical - the use of abrasive tools for stripping;
- chemical - the use of fluxes with special compositions;
- electrochemical - based on electrolysis processes.
Both methods are carried out only in an environment without oxygen.
Fluxes for aluminum soldering
Fluxes are highly active, so after soldering they need to be washed off with a solution of water and alkali. Baking soda works well as an alkali. After the alkali, the joint is washed with clean water. Respiratory organs should be protected from flux vapors entering them. They can irritate mucous membranes and enter the blood. The most common of them need to be considered each separately.
Rosin
Rosin is the most popular of all fluxes. It is used in joining various metals. It works on aluminum only in the absence of air, so it is rarely used. More time is spent when working with rosin, but less efficiency. This flux is not for professionals; it can perform soldering, but the quality of the connection is not strong.
Powder flux
Aluminum is soldered with a gas torch using powder fluxes. It is not recommended to add oxygen to the flame; it reduces the efficiency of the flux. The most common fluxes:
- F-34A;
- borax;
- acetylsalicylic acid;
- solder fat.
F-34A is an active flux containing 50% potassium chloride, 32% lithium chloride, 10% sodium fluoride and 8% zinc chloride. The composition is used with solders containing chemical additives. It is hygroscopic and dissolves in water.
Borax is a powder that melts at 700°C, is soluble in water, and can be washed off with an aqueous solution of citric acid. It is characterized by low cost.
Acetylsalicylic acid is found in the form of aspirin tablets. When heated by a soldering iron, vapors that are harmful to human health are released, burning the nose, eyes and respiratory organs.
Solder fat consists of paraffin, ammonium and zinc chloride, and deionized water. Solders well preheated areas that have undergone tinning procedure. After soldering aluminum parts, it is recommended to wash off the remaining flux, otherwise it will cause corrosion of the metal.
Liquid flux
Liquid flux is applied to the soldering area in a thin layer. When working with a soldering iron, it evaporates quickly, releasing scalding fumes. Flux F-64 contains fluorides, tetraethylammonium, corrosion inhibitors and ionized water. It destroys the oxide film well and helps to solder large aluminum workpieces. Used for soldering copper, aluminum, galvanized iron and other metals.
F-61 consists of triethanolamine, ammonium fluoroborate and zinc fluoroborate. Used for tinning and soldering aluminum alloys at temperatures up to 250°C. Castolin Alutin 51 L consists of cadmium, lead and 32% tin. Works most effectively at temperatures above 160°C.
Solder for soldering aluminum
Solder for soldering aluminum is made from zinc or aluminum. Additives are added to it to achieve various characteristics: to lower the melting point and increase strength. They are produced in America, Germany, France, Russia. Let's look at some of them.
A common and widely advertised solder for aluminum is HTS 2000. It is produced by a company from the USA. Practice shows its fragility: soldered parts allow air and moisture to pass through. It cannot be used without flux.
Castolin 192FBK based on zinc (97%) and aluminum (2%) is produced in France. The Castolin company produces solders 1827 and AluFlam-190, intended for soldering copper and aluminum at 280°C.
Castolin 192FBK is a tubular solder containing flux in the core. It is produced in the form of rods, 100 g of which costs 100-150 rubles. Solders small holes and cracks well.
Chemet Aluminum 13 is a solder used when welding parts at 640°C and above. It is based on aluminum (87%) and silicon (13%). The melting point of solder is about 600°C. It is produced in the form of rods, of which there are 25 pieces per 100 g. 100 g cost 500 rubles. The variety called Chemet Aluminum 13-UF has a hollow structure and contains flux in the core. Its cost for 12 rods, which weigh 100 g, is 700 rubles.
Aluminum solder is also produced at domestic enterprises. For soldering using a gas torch, grade 34A is used. It melts at a temperature of 525°C and solders AMts, AM3M, AMg2 alloys well. 100 g cost 700 rubles.
Grade A consists of 60% zinc, 36% tin and 2% copper. Melts at 425°C. Produced in rods weighing 145 g. The cost of one rod is 400 rubles.
SUPER A+ is produced in Novosibirsk and is an analogue of HTS-2000. Used together with SUPER FA flux. Costs 800 rubles. per 100 g. In the molten state it becomes viscous, you have to use steel tools to level it.
Aluminum soldering torches
You need to know how to solder with a gas torch. If the area of the parts is large and there is not enough soldering iron power, use a torch. It is better to use a gas one, since soldering aluminum with a gas torch has great capabilities. The burner quickly heats the joint of the parts almost to the melting temperature of aluminum. Flux with solder is applied to the joint, leveled with a soldering iron tip and hardened. The joint must be washed to remove any remaining soldering acid or other flux.
When working with burners, you must follow fire safety rules. There should be no flammable liquids or materials nearby.
Preparation of material
To achieve a good quality connection, you need to use not only the right technologies, but also be able to properly prepare the surface to be treated . All dirt and oxide films must be removed. Mechanical processing is carried out using sandpaper or a metal brush, and sometimes a stainless steel mesh and a grinding machine are used. You can also use different acid solutions.
The surface must be degreased using solvent, acetone or gasoline. When an aluminum surface is cleaned, an oxide film immediately forms. However, its thickness will be lower than the original one, and therefore the soldering process will be easier.