Soldering two wires is always better than simply twisting them - such a connection is tight, it never sparks, and therefore does not heat up and does not burn out. Copper is the best solder - it can be easily tinned and the solder sticks to this non-ferrous metal without any problems. That is why copper wires are used in the circuits of any equipment. But there are situations when soldering copper with aluminum is necessary - usually in situations where the house has old aluminum wiring and you need to install a new socket or lamp.
Problems with soldering aluminum
Aluminum oxide (Al2O3) in mineralogy is called corundum Source masterpaiki.ru
Most people who are friends with a soldering iron have tried to solder aluminum at least once in their lives and were convinced that it is almost impossible even after tinning with hydrochloric acid. But why is that? A film of aluminum oxide (Al2O3), which appears immediately after stripping, resists good contact with tin. This suggests that you first need to limit the possibility of the formation of an oxide film and only then start soldering - there is no other way.
Notably, aluminum oxide is a gemstone known as corundum. Depending on the impurity content, corundum can be red (with impurities of Cr), known as ruby, or blue, with impurities of iron (Fe) and titanium (Ti), known as sapphire. That is, solder cannot have adhesion to a stone, even a precious one.
Soldering steel, copper, aluminum, stainless steel, galvanized
Greetings! In this material I will talk about the differences between soldering and welding, how to solder non-ferrous and ferrous metals, and also give some tips on strong soldering and safety precautions. Go.
Soldering galvanized iron
Unlike ordinary tin, galvanized iron has a number of specific characteristics. Firstly, zinc on the surface of the sheet evaporates at a temperature of 960˚C. Therefore, it is not recommended to use powerful burners when working with galvanized sheets.
Secondly, not all solders are suitable for working with galvanized iron. For example, it is highly not recommended to use POS-90 solder, as it destroys the structure of the sheet.
Soldering components:
- Solder. It is best to choose POS-30.
- Flux - boric acid or zinc chloride.
- Soldering iron with a power of at least 40 W.
The technology for soldering two galvanized elements is similar to working with ordinary sheet metal. The main thing is to heat the joint evenly, avoiding overheating of individual areas.
Soldering stainless steel
Stainless steel is an alloy containing nickel and chromium, as well as titanium. Soldering stainless steel is slightly different from similar work with regular or galvanized iron. Depending on the quantitative content of a particular metal in the composition of stainless steel, it will have different physical characteristics.
Thus, a sheet with a high nickel content at a temperature of 500 - 700 ˚C can release carbide compounds. Such sheets are subjected to uniform and rapid heating to avoid destruction of the material structure.
Let's look at the necessary components :
- Solder. It is selected depending on the soldering conditions. In open areas or high humidity, preference is given to solders based on silver alloys with a low nickel content. In dry rooms or blast furnaces, chromium-nickel or silver-manganese solders are used. For the initial tinning of two parts, ordinary solder based on tin and lead is used.
- Flux is borax in the form of powder or paste.
- Powerful gas burner producing temperatures above 800˚C. A soldering iron with a power above 100 W is useful for primary tinning.
Step-by-step soldering technology :
- Thoroughly clean the junction of two stainless steel elements.
- Secure both sheets and apply soldering acid flux to the joint.
- Tin the joint area with a thin layer of tin-based solder. At this stage, use a regular soldering iron. Be careful not to let the solder roll off the sheet. If this cannot be avoided, preheat the sheets and repeat tinning.
- Repeat tinning with flux.
- Solder both sheets using solder depending on the soldering conditions. Use a gas torch for this step.
If the solder rolls off the sheet even after preheating, use a wire brush. It helps remove the oxide film that may remain on the tinned surface after applying flux.
Soldering of ferrous metals
The quality of fastening of steel products depends on several factors:
- steel grades;
- porosity of workpieces;
- level of cleanliness of the joining seam.
Tin or brass alloys are chosen as solder. They are used depending on the task at hand. An easier way is to use tin. It is easier to work with, however, the final seam will not have a high level of strength.
Brass-based solders are much stronger, but you will need special equipment to work with them.
The work process at the preparatory stage is practically the same. In both cases, the parts are cleaned of dirt and rust. Fix with clamps or a vice. Orthophosphoric acid is used as a flux. After this comes the soldering stage.
Soldering steel with tin
When soldering with tin, select a soldering iron with a power of 100 W or more. To obtain a high-quality seam, both parts are pre-tinned, after which tin solder is fed into the finished seam and soldering is completed.
Soldering steel with brass
Brass melts at temperatures above 900 °C, so to work with such solder you will need a gas torch. It is important to heat both elements evenly. Otherwise, the brass will quickly melt. It will only adhere well to the edges of steel workpieces (which can cause brittleness and stress failure), which will contribute to the formation of cracks in the final product.
Tips for proper and strong soldering of metals
When working with steel or other metals, you must adhere to basic safety rules and also know some of the nuances of soldering.
How to heat and cool metal
An important step before starting work is preparing the workpieces. And here you need to know for sure which alloy you will solder or check it yourself:
- See how a metal workpiece reacts to heating with a soldering iron or torch. How quickly an oxide film forms on the surface. It’s better to know this in advance and for sure, otherwise subsequent work will be done in a hurry.
- It is best to warm up the prepared and secured parts gradually. Make sure that no overheated spots appear on the metal. The soldering area must be heated evenly over the entire area.
- Do not heat only the butt seam; also work on the area near the joint. Most often, you need to warm up 0.5 - 2 cm, depending on the purpose of soldering and the dimensions of the elements being connected.
- Use only soldering irons or torches that produce solder at operating melting temperature.
- Do not cool the finished seam with cold water or other liquids. Let the metal “rest” and cool evenly for several minutes in the open air.
- Remove soldered workpieces from a vice or clamps only after the solder has completely cooled.
Which metals are most strongly soldered to each other?
Unlike welding, in soldering the main indicator of the quality of the finished product is not the grade of steel or metal, but the choice of solder, as well as the technology for forming the solder seam itself.
So the question here is rather about which metal, which solder sticks best to which metal. Of course, the closer in composition and density the solder and metal are, the better the adhesion will be.
In the end, it all comes down to choosing the right solder for each individual case.
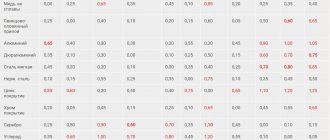
You also need to ensure that when connecting two metals, no electric couples are formed. Otherwise, the connection will rust and collapse from the slightest moisture. So a compatibility table for connecting non-ferrous metals with each other would be appropriate here.
The letter “A” in the compatibility table means “limitedly permissible in atmospheric conditions.”
Here are some more simple tips :
- Choose solders that are more refractory.
- Carefully clean the joints of fastened parts. Apply sandpaper not only to the seam itself, but also 0.5 - 2 cm near the joint on the metal surface.
- Tin and overlap seal. Thus, you increase the total area of fastening two or more parts.
Safety precautions when soldering steel at home
Often, neglect of basic rules for working with electrical or flammable appliances leads to loss of health or damage to property.
I strongly recommend following safety precautions when soldering:
- Keep the soldering iron on a metal pad or a special holder that takes the heated tip of the tool away from the plane of the table.
- Turn off the soldering iron from the mains immediately after finishing work.
- Check the quality of the connection of the gas cylinder to the burner itself. Avoid gas leaks.
- Work in a well-ventilated area.
- Do not leave the burner on if you have already finished working.
- Remove any flammable substances from the work area.
- Do not touch the heated seam with your bare hands. You may get burned.
- Do not touch the solder with your fingers to check the strength of the seam.
By following these measures, you can avoid injuries and also keep your property intact. Solder with pleasure and knowledge!
Video description
Soldering aluminum. Flux for soldering aluminum F-64.
Soldering with powder fluxes
The borax is intended for soldering using brass (copper) and silver solders Source expertsvarki.ru
Another opportunity to neutralize the oxide film (Al2O3) is the use of powder fluxes when soldering copper with aluminum. In such cases, a gas burner is most often used, and the powders are called powders. Perhaps someone imagines soldering as working with a soldering iron, but this is not entirely true, because for wires with a cross-section of 10 mm2 or more, a soldering iron is simply unsuitable, since it will not be able to heat them properly. Therefore, powder fluxes should not be discounted.
Here are some of the powders (powder fluxes):
- Sodium salt of boric acid, better known as borax (Na₂[B₄O₅(OH)₄]·8H₂O), is a white powder whose melting point is 700°C (the substance becomes viscous). This flux has a low cost, dissolves in water and is easily washed off with a solution of citric acid.
- Active flux F34-A. According to TU 48-4-229-87, it consists of 50% potassium chloride (KCl), 8% zinc chloride (ZnCl₂), 32% lithium chloride (LiCl) and 10% sodium fluoride (NaF). This substance is hygroscopic and dissolves well in water.
How to solder copper to aluminum - Metals, equipment, instructions
Soldering aluminum, as many experts rightly believe, is a rather difficult technological process to perform.
Meanwhile, this opinion can be considered correct only in relation to those situations when they try to solder aluminum products using solders and fluxes that are used to join parts made of other metals: copper, steel, etc.
If you use a special flux for soldering aluminum, as well as the appropriate solder, then this technological process does not present any particular difficulties.
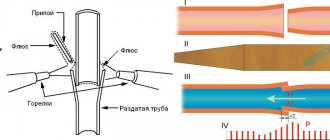
Soldering aluminum using a propane torch
Process Features
The difficulties encountered in soldering aluminum using traditional solders and fluxes are explained by a number of factors, mainly related to the characteristics of the metal.
The main one of these factors is the presence of an oxide film on the surface of aluminum parts, which is characterized by a high melting point and exceptional chemical resistance.
When soldering, such a film prevents the connection of the base metal and the solder material.
Before soldering aluminum products, their surfaces must be thoroughly cleaned of the oxide film, for which you can use mechanical processing or use fluxes that contain potent components.
Duralumin parts prepared for soldering
Aluminum itself, unlike the oxide film on its surface, has a fairly low melting point: 660 degrees, which also complicates the soldering process.
This characteristic of aluminum leads to the fact that when heated, parts made from it quickly lose strength, and at a certain temperature, in the range of 250–300 degrees, structures made from this metal begin to lose stability.
The most fusible component, which is part of the most common aluminum alloys, begins to melt already in the temperature range of 500–640 degrees, which can lead to overheating and even melting of the parts themselves.
The basis of most low-melting solders used for soldering is tin, cadmium, bismuth and indium.
Aluminum does not bond well with these elements, which makes solder joints made using them very weak and unreliable.
Aluminum and zinc have good mutual solubility, so this element, when used in solders, provides the resulting joint with high strength.
Characteristics of fluxes for soft soldering
Composition of fluxes used for soldering aluminum
Materials used
When soldering aluminum products, you can use solders of the tin-lead group if you thoroughly clean the surface of the parts and use highly active fluxes.
The compounds obtained with their help, due to the poor mutual solubility of aluminum, tin and lead, are characterized by low reliability, and they are also prone to the development of corrosion processes.
To make such compounds more resistant to corrosion, they must be coated with special compounds.
The highest quality, reliable and corrosion-resistant solder joint allows us to obtain solders containing zinc, copper, silicon and aluminum.
Solders containing these elements are produced by both domestic and foreign companies.
The most common domestic brands are TsOP40, which contains 40% zinc and 60% tin, and 34A, which contains aluminum (66%), copper (28%) and silicon (6%).
Tin-lead solders have the lowest melting point of all of the above. The highest temperatures are those that contain aluminum and silicon, as well as materials containing aluminum along with copper and silicon. The latter, in particular, includes the popular brand 34A solder, the melting point of which is in the range of 530–550 degrees.
For information: materials based on aluminum and silicon melt at a temperature of 590–600 degrees.
Taking into account the melting point, such solders are used in cases where it is necessary to connect large-sized aluminum parts that provide good heat dissipation, or products made of aluminum alloys that melt at fairly high temperatures.
But, of course, low-temperature solders demonstrate maximum ease of use, one of the most common brands of which is HTS-2000.
Solder HTS-200 for soldering parts made of aluminum and non-ferrous metals
The technology for soldering aluminum necessarily involves the use of a special flux, which is necessary in order to improve the adhesion of the base metal to the solder material. That is why it is necessary to approach the choice of such material very responsibly.
This requirement is especially relevant in cases where aluminum parts need to be soldered using tin-lead solder. The composition of fluxes contains elements that form its activity towards aluminum.
These elements include: triethanolamine, zinc fluoroborate, ammonium fluoroborate, etc.
Flux F-64 for soldering light alloys without preliminary mechanical surface treatment
One of the most popular domestic materials is flux brand F64. The popularity of F64 is due to the fact that this material is characterized by increased activity. Thanks to this quality, it is possible to perform soldering with F64 flux without even cleaning the surface of aluminum parts from the refractory oxide film.
Among the popular high-temperature fluxes, we should highlight the 34A material, which contains 50% potassium chloride, 32% lithium chloride, 10% sodium fluoride and 8% zinc chloride.
Features and principles of soldering
The low temperature value of metal melting complicates the technological process of soldering, as well as repairing products with your own hands.
Parts very quickly lose strength when heated, and structures reduce stability when the temperature reaches 300 degrees.
Low-melting solders consisting of bismuth, cadmium, indium, and tin come into difficult contact with aluminum and do not provide sufficient strength. Excellent solubility is observed in the metal in combination with zinc, which makes the soldered areas highly reliable.
Before soldering begins, aluminum elements are well cleaned of oxides and dirt. To do this, you can use mechanical force with brushes or use special fluxes made from a potent composition. Before the procedure itself, be sure to tin the areas to be treated.
The tin coating will protect the part from the formation of oxides. In order to reliably solder aluminum products, it is necessary to choose the right heating tool, taking into account the volume of metal being processed.
In addition, the reliability of the connection depends on the alloy chosen, as well as the flux for soldering aluminum.
Soldering methods
Soldering of aluminum products is carried out with an electric soldering iron, a blowtorch or a gas torch. There are three ways to solder various aluminum objects:
- with rosin;
- using solders;
- electrochemical method.
With rosin
This option for soldering aluminum objects, wires, cables is used for small parts.
To do this, the cleaned section of the electrical wire is covered with rosin and placed on a piece of sandpaper with a medium grain size. The wire is pressed from above with the tinned tip of a heated soldering iron.
This action is carried out several times, after which the procedure of soldering the electrical wires itself is performed. You can use a rosin solution in diethyl ether.
In this case, the end of the soldering iron is not removed from the end being tinned, but rosin is added on top. An electric soldering iron with a power of about 50 W is suitable for twisting thin aluminum wires. With an aluminum thickness of about 1 mm, a 100 W soldering iron is required, and parts larger than 2 mm require preheating of the joint.
Using solders
This method is the most common and is used in electrical engineering, in the repair of automobile parts, as well as other products. Before soldering aluminum, the area to be soldered is pre-coated with an alloy and the tin-plated elements are subsequently connected. Pre-tinned parts are connected to each other, as well as to other alloys and metals.
Soldering of elements can be carried out using light alloy solders containing tin, zinc, and cadmium. In addition, refractory materials based on aluminum are actively used.
Why are light alloy compounds used? Because they allow you to solder an aluminum product at temperatures up to 400 degrees. This does not produce qualitative changes in the properties of the metal and maintains its strength.
Compositions with cadmium and tin do not create sufficient contact reliability and are susceptible to corrosive effects. Refractory materials containing zinc, copper, and aluminum-based silicon do not have these disadvantages.
Electrochemical method
This procedure requires a plating facility. With its help, copper plating is carried out on the surface of a product or wire. In its absence, independent processing of the part is used.
To do this, apply a few drops of a saturated solution of copper sulfate to the area cleaned with sandpaper.
After this, the negative pole of an independent power supply is connected to the workpiece.
They can be a battery, an accumulator, or any electrical rectifier.
A cleaned copper wire with a diameter of about 1 mm, located in an insulated stand, is connected to the positive terminal.
During the electrolysis process, copper will gradually deposit on the part, after which the area is tinning and dried using an electric soldering iron. After this, you can easily solder the tinned area.
Solders, materials, fluxes
Soldering of aluminum with tin is carried out subject to the use of highly active fluxes, as well as good cleaning of parts of the parts. Such tin compounds require additional coating with special compounds, since they have low strength and poor protection against corrosion processes.
How to solder aluminum elements? High-quality solder joints are obtained by using solders with silicon, aluminum, zinc, and copper. These materials are produced by both domestic and many foreign manufacturers.
Domestic brands of rods are represented by the most used solders TsOP40, which according to GOST contain 60% tin and 40% zinc, as well as 34A (aluminum - 66%, silicon - 6%, copper - 28%). The zinc used gives high strength to the contact area and provides good corrosion resistance.
In addition to solders, aluminum soldering requires the use of special fluxes containing ammonium fluoroborate, zinc fluoroborate, as well as triethanolamine and other elements.
The most popular is the domestic F64, which has increased chemical activity. It can be used even without first removing the oxide film from products.
In addition to it, 34A is used, containing lithium, potassium and zinc chlorides, as well as sodium fluoride.
Preparation of products
Reliability, as well as excellent quality of connections, is ensured not only by using the right technology, but also by preparatory work. These include the treatment of sealed surfaces. It is necessary to remove contaminants and thin oxide films.
Mechanical processing is carried out using sandpaper, a metal brush, stainless steel wire mesh or a grinding machine. In addition, various acid solutions are used for cleaning.
Surface degreasing is carried out using solvents, as well as gasoline or acetone. On the cleaned aluminum area, an oxide film appears almost immediately, but its thickness is significantly lower than the original one, which facilitates the soldering process.
Heating tools
How to solder aluminum at home? Electric soldering irons are used to solder small-sized aluminum products at home. They are a universal tool, quite convenient for soldering wires, repairing small tubes and other elements.
They require a minimum of working space, as well as the presence of an electrical network. Repair of large-sized products and welding are performed with a gas torch that uses argon, butane, and propane.
To solder aluminum objects at home, you can use a standard blowtorch.
When using gas burners, it is necessary to constantly monitor their flame, which characterizes a balanced supply of oxygen and gases. With the correct gas mixture, the fiery tongue has a bright blue color. A dim hue, as well as a small flame, indicate an excess of oxygen.
Technological process
The technology for soldering aluminum objects is similar to the process of joining parts of other metal materials. The first step is to clean and degrease the areas of future adhesion. Then the connected elements are installed in working position for ease of processing.
Flux is applied to the prepared area, and the initially cold product begins to heat up using an electric soldering iron or a torch. As the temperature rises, the solder bar begins to melt, which must constantly touch the surface of the elements, controlling the heating process.
Soldering aluminum elements at home with an electric soldering iron is done in a well-ventilated room, as hazardous compounds are released during operation.
Using flux-free solder requires compliance with some nuances. To prevent the oxide film from interfering with the alloy getting onto the parts, the end of the rod makes scratching movements along the area where the elements are soldered. This breaks the oxide integrity and the solder comes into contact with the metal being processed.
Destruction of the oxide layer during soldering can be done using another method. To do this, the area to be treated is scratched with a metal brush or a stainless steel rod.
To ensure maximum strength of aluminum parts in the soldered area, the treated areas are pre-tinned. Compliance with the technology of soldering aluminum elements guarantees excellent quality of the connection, as well as its protection against corrosion.
Other methods for joining copper and aluminum
For connecting dissimilar wires, in this case, copper and aluminum, there are other methods that are fully justified, as confirmed by many years of practice.
Crimping method
When laying and installing electrical wiring, it becomes necessary to permanently connect copper and aluminum wires by crimping using sleeves Source samelectrik.ru
The soldering method for connecting aluminum and copper wires is not always suitable, and the reasons may be different. Firstly, you simply may not have flux, and the connection needs to be made urgently. Secondly, it may not be possible to connect to ≈220 V, and thirdly, there may be no free space to reach with a soldering iron. For example, in an electrical distribution box (dose), all twists must be well insulated, but the usual rag tape is not suitable in this case, since it allows oxygen to pass through, which will contribute to the oxidation of aluminum and, as a result, burnout of the twist. Therefore, one of the most optimal insulation options in such situations will be a sleeve - a fragment of the required length, cut from a heat-shrinkable tube.
Heat shrink is applied to the twist so that it captures the insulation on one and the other wire at least a centimeter at a time. First, the sleeve is put on one of the wires, then a tight twist is made, the thermal strip is moved so that it is in the center, but at the same time captures the insulation on both sides. After this, all that remains is to heat up the heat-shrinkable tube, and it will crimp both the insulation on both sides and the twist itself. It is usually heated with an ordinary burning match, and the sleeve cools down in 1-2 minutes. After this, the access of oxygen to the connection is stopped.
Terminal blocks
One of the most common ways to connect wires is with terminal blocks Source elektroznatok.ru
Terminal blocks or, as electricians call them, terminal blocks, are used to connect homogeneous and dissimilar conductive metal cores. For joining in a plastic block, bolted or clamp terminals are used, which ensure 100% contact and the complete absence of the influence of aluminum oxidation on copper. Between the terminals there is a shunt plate made of a neutral metal (usually tinned copper or brass), which is not affected by the oxide film. The most important thing in the terminal block is a good clamping of both wires, which guarantees a long service life. The only contraindication for such a connection is high air humidity. If this happens in such a room, then it is better to use heat shrink.
Soldering aluminum with tin and flux F 64
Flux F 64 is intended for soldering aluminum. The soldering technique is not complicated. First of all, you need to remove 5 cm of insulation from the wires. The insulation is removed with a sharp knife at an angle to the wire so as not to cut it. Notched aluminum breaks off easily.
Tools and materials for soldering aluminum wire
Next, you need to thoroughly clean the wire with fine sandpaper or a sharp knife. Having stripped the wire, it is moistened with a brush with a plus and with a sharp knife they continue to strip the wire, but now under flux. In this way, the oxide film of the aluminum wire is removed, preventing it from oxidizing again in air. Next, using a heated soldering iron with solder, begin tinning the wire from its end.
If you start tinning the wire near the insulation, then you can burn it. In this case, the insulating properties of the wire will be lost. The wire is tinned with a soldering iron, moving back and forth, while the oxide film is removed from the aluminum. It is not possible to tin the wire straight away. Therefore, flux is again applied to the non-tinned sections of the wire and sections of the remaining oxide film are removed with a hot soldering iron with solder and movements back and forth and serviced.
In this way, the aluminum wire is completely covered with solder. After tinning, the aluminum wire is dipped in a soda solution (5 tablespoons per 200 grams of water) and the remaining flux is washed off with a toothbrush. The flux contains active acids that not only corrode the film, but also the wire itself. Therefore, the remaining flux must be washed off. It will not be possible to wash it off completely, since it partially remains under the solder and eats into the wire.
But at least partially it needs to be washed off. Copper wire is not treated with F 64 flux; it is better to use a solution of rosin and alcohol (50% to 50%). Using a brush, apply liquid rosin to the copper wire (having previously stripped it) and use a hot soldering iron to service the wire, starting from the end. The soldering iron tip should be smooth and clean. The shells at the end of the soldering iron tip are removed with a fine file.
And the remains of burnt solder (slag) are wiped off with a sponge or rag. Once the aluminum and copper wires are tinned, they are twisted with pliers, liquid rosin is applied with a brush and the connection is soldered, also starting from the end. If you connect aluminum without tinning with solder, the connection may break down over time. The aluminum-copper connection is a galvanic couple, and when current passes through it, it heats up and destroys the connection.
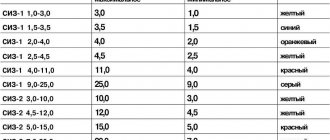
Table of temperature conditions of solder brands
As a result, the twisted area becomes very hot and charred, which increases the fire hazard. Tin solder is neutral to aluminum, so aluminum wires must be tinned before connecting to copper. POS 61 and POS 50 solders with a low melting point of 190 - 210C are well suited for soldering aluminum wires.
Methods for soldering aluminum wires
Despite the fact that in modern construction, during electrical work, aluminum cables are increasingly being replaced by copper cables, aluminum remains an indispensable material in the manufacture of large-section wires and cables.
The reasons for this lie on the surface - the electrical resistivity of aluminum is approximately one and a half times greater than that of copper, and the volumetric weight is three times less.
With a large conductor cross-section, when weight is more important than strength, the choice in favor of aluminum is obvious. The cross-sectional area of an aluminum conductor will be one and a half times greater than that of a copper conductor, and at the same time, aluminum will still be two times lighter than copper. Soldering, among other methods, is used to connect wires.
Soldering methods
The problem with using aluminum conductors is their rapid oxidation. The oxide film significantly impedes the passage of electric current during connections. To do this, twisted aluminum wires are soldered.
You can solder aluminum wires in a junction box using a soldering iron or a gas torch. It is more difficult to use a soldering iron due to the inability to accurately heat to the required temperature. And for aluminum, overheating is just as unacceptable as underheating.
Metal has high thermal conductivity, and the insulation over a large area from the soldering point can simply melt.
It is easier to regulate the heating temperature with a gas burner, but it takes a long time to prepare the surface. However, it is the torch that will need to be used if it is necessary to solder any massive parts to each other. In any case, when soldering aluminum wires, they need to be prepared.
Preliminary processing
The difficulty with soldering is that aluminum itself is a very low-melting material (660 ℃) and if heated carelessly it can melt.
Another factor that makes soldering aluminum wires difficult is rapid oxidation in air.
The oxide film on the surface of the material reliably protects aluminum from the effects of all kinds of external factors, but it also prevents the adhesion of solder to the material and must be removed.
It is almost impossible to mechanically remove the oxide film under normal conditions. The material is instantly oxidized and covered with a new film. You can mechanically remove the oxide film under the oil layer.
But before this, the oil must be heated to 200 ℃ in order to remove any active oxygen that may be present there. This method is very inconvenient at home and labor-intensive.
Therefore, the ends of aluminum conductors must be tinned before soldering. Using rosin or most other fluxes will not work due to the high chemical resistance of the oxide film. It does not dissolve even with organic acids.
To tin the wires, you must use both a special flux and a mechanical method.
Of course, this must be done before the wires are twisted, otherwise it will not be possible to mechanically clean the entire surface of the wire. Only the tinned ends can be twisted together and soldered.
Working with a soldering iron
In order to solder aluminum with a soldering iron, there are several methods, the essence of which is to clean immediately under the flux layer in direct contact with the molten solder.
The first method is that aluminum conductors, before soldering, are cleaned with a hot tinned soldering iron using a mixture of rosin and steel filings.
Sawdust has an abrasive effect, rosin removes all impurities and immediately the cleaned areas are covered with solder, which should be on the soldering iron tip.
The second method involves stripping the aluminum wire on medium-grit sandpaper directly under the influence of a hot soldering iron with solder and flux.
Gas burner
Processing with a gas burner is carried out when the parts are in the position relative to each other in which they will be used. The processing smoothly transitions into the soldering process itself.
This happens as follows:
- the burner heats the surfaces of aluminum parts;
- upon reaching the temperature at which the metal is reduced from the oxide, the film is mechanically peeled off;
- under the influence of a flame, the parts are coated with flux, and solder is introduced into the soldering area.
If the parts are thick, then their edges must be cut at an angle of 45°. Typically, heating occurs to the melting point of tin, when the solder spreads and fills the twist groove.
Differences in technology when using flux
Thanks to the achievements of modern science and technology, flux compositions for aluminum have been obtained that actively dissolve the oxide film and protect the material from further oxidation.
Examples of such drugs are formulations labeled F-59A and F-61A. The letter A means that these compounds are intended for soldering aluminum.
When using these fluxes, soldering aluminum wires is greatly facilitated. It is enough to simply treat the finished twist with flux, without even heating it, and then, after heating it with a soldering iron or torch, apply solder.
It will spread over the entire surface of the wires and adhere well, providing a strong and electrically conductive solder joint.
Features of soldering stranded wires
Stranded wires must be soldered only using a special flux, since their mechanical processing is almost impossible. Soldering technology differs in that each wire must first be well treated with flux.
To do this, the bundle will have to be untwisted and fluffed. After processing, each thin wire conductor is covered with solder and the bundle is twisted. After this, twist the two ends and solder it.
Can it be connected to copper?
Situations often arise when it is necessary to connect an aluminum wire to a copper wire. This is perhaps the only case where soldering cannot be used.
It's all about the aluminum itself. It cannot be soldered to other metals at all due to its physical and chemical properties. When connecting directly to copper, galvanic corrosion will occur between the two active metals and will quickly destroy the connection.
And if they are soldered using solder that is neutral to both materials, then the different coefficients of thermal expansion of the metals will quickly destroy the soldered contact. After all, when current passes through a conductor, it will certainly heat up, and after switching off, it will cool down.
Safety precautions
Safety precautions when soldering aluminum wires boil down to observing general precautions when working with electric heating devices, open flames and aggressive liquids, such as fluxes.
It is unacceptable to use faulty soldering irons with damaged insulation and with more power than necessary.
Do not use burners near flammable objects. When working indoors, forced ventilation must be properly organized.
Difficulties in soldering aluminum wires
The main difficulty when soldering aluminum wires, as indicated above, is the presence of an oxide film on the surface of the metal. Fighting it greatly slows down the soldering process.
And if you consider that aluminum wires are now used mainly for laying external power wiring, it becomes obvious that a regular soldering iron and sandpaper will not be enough in this case. Welding is increasingly being used to connect such wires.
Flaws
- High percentage of defects after completion of the process;
- Soldering aluminum-copper requires a large number of different additional materials, many of which are highly specialized, without which it is impossible to obtain a high-quality connection;
- Sometimes it is necessary to select steel couplings of the same diameter as the pipes being welded;
- The soldering process turns out to be very expensive due to the use of fluxes, special solders and other additional means;
- Many of the additional consumables are difficult to access, as they are not common and frequently used;
- Not every existing soldering method is suitable for a particular case;
- Only a master with extensive experience can cope with the work, and at home this is a difficult process.
Soldering difficulties
The main difficulty in soldering is that metal products made from these materials cannot connect normally, since even when the solder sets, the seam can crack even with a relatively small mechanical impact. The situation is complicated by the aluminum oxide film, which envelops the solder material, interfering with a normal connection, and also does not melt under the influence of temperature. Good cleaning and treatment with a solvent, followed by the application of a specialized flux, can help combat this.
Working with copper is also not easy in this case. After all, even solder for soldering copper pipes turns out to be not entirely suitable for such a process. It is refractory, which is what is required for such a metal. At the same time, aluminum may have a lower melting point, which will cause it to burn out before the solder itself melts. Thus, brazing aluminum to copper turns out to be quite problematic. Solder for melting aluminum may not be suitable for copper, as it turns out to be too fusible, but this is a more suitable option, since many craftsmen, especially when working at home, use silver solders.
Possible methods of soldering aluminum to copper
Soldering aluminum and copper at home and in production can be carried out in the following ways:
- Soldering using a coupling. In this case, a steel part is inserted between the metals, so that both copper and aluminum are soldered on different sides of the steel in more convenient ways, which helps to obtain a reliable connection, since they interact with steel and other alloys much better than with each other.
- When using special solders. Modern developments, for example, such as the Castolin brand filler material and specially developed fluxes for it, help solve many complex issues. The big disadvantage of this method is the high cost of consumables and low prevalence.
- Surface soldering. In this case, a socket is made from aluminum so that a copper tube can fit into it. The edges of this socket are sealed with low-melting solders, covering most of the surface of the copper pipe to increase the joint area.
Materials and tools
Regardless of whether you need to solder aluminum to copper wires, pipes or sheets, you will need:
- A burner (gas or gasoline) or a soldering iron, depending on the conditions under which all this is carried out;
- Solder that will be suitable for the chosen method, since soldering through a steel coupling requires consumables that will be designed for soldering with steel;
- Flux selected for solder to improve interaction with different metals;
- Steel, or some other alloy, coupling, if this method is chosen;
- Tools for fixing workpieces and cutting sockets.
Step-by-step instruction
- All metal products that will take part in soldering are fully prepared. This includes cutting the edges, preparing the socket, mechanical treatment with a brush and solvents to remove all existing deposits and formed films.
- The parts are then securely fixed so that there is no movement or displacement during the process.
- At the next stage, the ends of the parts should be treated with flux.
- Then you can begin direct soldering. If the method through the coupling is chosen, then it is first soldered to one workpiece, for example, a copper pipe. Then you need to take time to cool and check the quality so that there are no cracks or crevices. Only after this should you begin connecting with the second part, which is carried out in exactly the same way, but with the help of other consumables.
- After completing the procedures, allow the seam to cool and check the completely finished product for defects before putting it into operation.
When choosing consumables, you need to pay attention to the strength of the resulting connection, which is especially important when working with pipes that are operated under pressure.”
Solder
Commonly used low-melting solder bases are tin (Sn), lead (Pb), cadmium (Cd), bismuth (Bi) and zinc (Zn). The problem is that aluminum is practically insoluble in these metals (with the exception of zinc), which makes the connection unreliable.
By using a flux with high activity and properly treating the joints, you can use tin-lead solder, but it is better to avoid such a solution. Moreover, a solder joint based on the Sn-Pb system has low corrosion resistance. Applying a paint coating to the soldering area allows you to get rid of this drawback.
For soldering aluminum parts, it is advisable to use solder based on silicon, copper, aluminum, silver or zinc. For example 34A, which consists of aluminum (66%), copper (28%) and silicon (6%), or the more common TsOP-40 (Sn - 60%, Zn - 40%).
Domestic solder – TsOP-40
Note that the higher the percentage of zinc in the solder, the stronger the connection and the higher its resistance to corrosion.
High-temperature solder is considered to be solder consisting of metals such as copper, silicon and aluminum. For example, like the above-mentioned domestic solder 34A, or its foreign analogue “Aluminium-13”, which contains 87% aluminum and 13% silicon, which allows soldering at temperatures from 590 to 600°C.
"Aluminum-13" produced by Chemet
When choosing a flux, it is necessary to take into account that not all of them can be active towards aluminum. We can recommend using products from a domestic manufacturer for such purposes - F-59A, F-61A, F-64, they consist of ammonium fluoroborates with the addition of triethanolamine. As a rule, the bottle is marked “for aluminum” or “for aluminum soldering.”