Soldering two wires is always better than simply twisting them - such a connection is tight, it never sparks, and therefore does not heat up and does not burn out. Copper is the best solder - it can be easily tinned and the solder sticks to this non-ferrous metal without any problems. That is why copper wires are used in the circuits of any equipment. But there are situations when soldering copper with aluminum is necessary - usually in situations where the house has old aluminum wiring and you need to install a new socket or lamp.
Problems with soldering aluminum
Aluminum oxide (Al2O3) in mineralogy is called corundum Source masterpaiki.ru
Most people who are friends with a soldering iron have tried to solder aluminum at least once in their lives and were convinced that it is almost impossible even after tinning with hydrochloric acid. But why is that? A film of aluminum oxide (Al2O3), which appears immediately after stripping, resists good contact with tin. This suggests that you first need to limit the possibility of the formation of an oxide film and only then start soldering - there is no other way.
Notably, aluminum oxide is a gemstone known as corundum. Depending on the impurity content, corundum can be red (with impurities of Cr), known as ruby, or blue, with impurities of iron (Fe) and titanium (Ti), known as sapphire. That is, solder cannot have adhesion to a stone, even a precious one.
Peculiarities
The electrical conductivity of Al alloys allows the use of parts made from this metal to create conductive elements in various electrical systems.
When creating electrically conductive bridges, it is necessary to connect various metals with aluminum by soldering, which causes certain technological difficulties.
This is due to the fact that on the surface of any Al alloy, including pure aluminum, there is a strong and very elastic oxide film consisting of Al2O3.
The properties of this film are such that it does not come into contact with most common metals - they cannot wet the surface, even when in a molten state.
It is not possible to remove the oxide film mechanically - pure aluminum instantly reacts with oxidation with atmospheric oxygen. To prevent this phenomenon and ensure reliable soldering of Al alloys, special chemicals have been developed and used - fluxes for working with aluminum.
Video description
Soldering aluminum. Flux for soldering aluminum F-64.
Soldering with powder fluxes
The borax is intended for soldering using brass (copper) and silver solders Source expertsvarki.ru
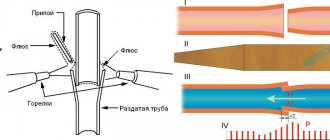
Another opportunity to neutralize the oxide film (Al2O3) is the use of powder fluxes when soldering copper with aluminum. In such cases, a gas burner is most often used, and the powders are called powders. Perhaps someone imagines soldering as working with a soldering iron, but this is not entirely true, because for wires with a cross-section of 10 mm2 or more, a soldering iron is simply unsuitable, since it will not be able to heat them properly. Therefore, powder fluxes should not be discounted.
Here are some of the powders (powder fluxes):
- Sodium salt of boric acid, better known as borax (Na₂[B₄O₅(OH)₄]·8H₂O), is a white powder whose melting point is 700°C (the substance becomes viscous). This flux has a low cost, dissolves in water and is easily washed off with a solution of citric acid.
- Active flux F34-A. According to TU 48-4-229-87, it consists of 50% potassium chloride (KCl), 8% zinc chloride (ZnCl₂), 32% lithium chloride (LiCl) and 10% sodium fluoride (NaF). This substance is hygroscopic and dissolves well in water.
Ceramic fluxes.
They are made in the same way as electrode coating.
The dry components of the charge are mixed in liquid glass. The resulting mass is crushed by pressing. Then they are calcined and sifted to obtain particles of a certain size. The dry mixture particles can be held together by sintering. This happens at elevated temperatures without melting. Then granulate to the required size.
Non-melting fluxes are prepared in the form of a mechanical mixture. The most common are ceramic fluxes. The composition is close to the composition of the main coating. Alloying metal with flux is achieved by introducing ferroalloys into their composition. The combination of alloying elements can be different, and this makes it possible to obtain almost any composition of the weld metal.
This is the most characteristic feature of ceramic fluxes.
The chemical composition of the weld also depends on the welding parameters.
To determine how the properties of the seam have changed, it is necessary to measure the hardness in various places.
The most critical zone is the fusion zone and the heat-affected zone. Ceramic fluxes also have their disadvantages: low strength, as a result of which their granulation changes during transportation or operation.
Often used for welding high-alloy and special steels, as well as for surfacing work.
Other methods for joining copper and aluminum
For connecting dissimilar wires, in this case, copper and aluminum, there are other methods that are fully justified, as confirmed by many years of practice.
Crimping method
When laying and installing electrical wiring, it becomes necessary to permanently connect copper and aluminum wires by crimping using sleeves Source samelectrik.ru
The soldering method for connecting aluminum and copper wires is not always suitable, and the reasons may be different. Firstly, you simply may not have flux, and the connection needs to be made urgently. Secondly, it may not be possible to connect to ≈220 V, and thirdly, there may be no free space to reach with a soldering iron. For example, in an electrical distribution box (dose), all twists must be well insulated, but the usual rag tape is not suitable in this case, since it allows oxygen to pass through, which will contribute to the oxidation of aluminum and, as a result, burnout of the twist. Therefore, one of the most optimal insulation options in such situations will be a sleeve - a fragment of the required length, cut from a heat-shrinkable tube.
Heat shrink is applied to the twist so that it captures the insulation on one and the other wire at least a centimeter at a time. First, the sleeve is put on one of the wires, then a tight twist is made, the thermal strip is moved so that it is in the center, but at the same time captures the insulation on both sides. After this, all that remains is to heat up the heat-shrinkable tube, and it will crimp both the insulation on both sides and the twist itself. It is usually heated with an ordinary burning match, and the sleeve cools down in 1-2 minutes. After this, the access of oxygen to the connection is stopped.
Terminal blocks
One of the most common ways to connect wires is with terminal blocks Source elektroznatok.ru
Terminal blocks or, as electricians call them, terminal blocks, are used to connect homogeneous and dissimilar conductive metal cores. For joining in a plastic block, bolted or clamp terminals are used, which ensure 100% contact and the complete absence of the influence of aluminum oxidation on copper. Between the terminals there is a shunt plate made of a neutral metal (usually tinned copper or brass), which is not affected by the oxide film. The most important thing in the terminal block is a good clamping of both wires, which guarantees a long service life. The only contraindication for such a connection is high air humidity. If this happens in such a room, then it is better to use heat shrink.
Required materials and tools
For tinning, first of all you will need a soldering iron. For work, take a device with a power of about 60 W. Soldering is carried out in a well-ventilated area: when the flux is heated, toxic fumes are formed. It is advisable to equip the workplace with a hood. In addition, you should prepare the following:
- Flux, soldering acid or rosin. The latter is diluted with alcohol in a ratio of 3:2.
- Sharp knife.
- Pliers, side cutters.
- Fine grit sandpaper.
- Electrical tape or heat shrink tubing.
Methods of application and price
Example of aluminum wire processing:
- The protective braid is removed. Open ends are smoothed with a knife or sanding material.
- The surface is degreased using acetone , gasoline or solvent.
- The prepared products are immersed in a bath with the selected liquid flux.
- The treated ends are tinning with a low-melting surf.
- Remains of flux are removed with hot, then cold water, and wiped dry.
Ready-made industrial designs cost:
- F-61A – 50...100 rub. per bottle 30 ml.
- F-59A – 55...75 rub. for a container of 30 ml.
- Castolin 1827 aluminum-copper solder , 5 rods – 750...900 rub.
Adviсe:
- In order to create a reliable connection , it is advisable to use industrially produced substances.
- For household use, it is better to use fluxes designed to work with low-melting solders.
- to select a soldering material for the metals that are intended to be joined.
- A more reliable connection of parts will be obtained if you use a soldering iron equipped with an ultrasonic nozzle for soldering.
Application area
Fluxes used to work with Al alloys are used to treat the surface of products in order to create a surface that can provide reliable contact with the solder.
Applicable:
- When creating elements of a heat-conducting system , for example, radiators.
- For use in electrical devices - to form a closed energy space.
- Connection of conductive wires.
- Production of any structures that require the use of various alloys and there is a need for electrical conductivity.
https://www.youtube.com/watch?v=ESFInizLE9U
general information
At the beginning of the article, we mentioned that welding aluminum is always associated with some difficulties. We will try to describe them simply and briefly. The melting point of aluminum does not exceed 660 degrees Celsius. Therefore, a low-power welding machine can be used to heat the metal. But there is an oxide film on the surface of aluminum. Its melting point is much higher than the melting point of the metal. And in order to melt it, it is necessary to heat the metal to a temperature of more than 2000 degrees.
Solders used
When welding products made of aluminum, it is recommended to use solders from the tin-lead group. The highest quality connection can be obtained if you use a type of solder that contains elements such as silicon, zinc, and copper. The addition of additives significantly improves the quality of the solder - they lower its melting point, increase wettability, and make it more durable.
These types of solders are produced by domestic industry and foreign manufacturers. Tin-lead solders have the lowest melting point. One of the most common brands of solder for aluminum welding is HTS-2000. Experienced welders say that HTS-2000 solder should only be used with flux to obtain a high-quality connection.
Good substances in this area also include solder from the French company Castolin 192FBK, as well as Castolin 1827 solder, used when joining parts made of aluminum and copper. The domestic analogue of HTS-2000 is SUPER A+ solder, manufactured in Novosibirsk, which is used in conjunction with SUPER FA flux.
Using improvised means
Among the available means to solder aluminum, the following are used:
- Acetylsalicylic and citric acids - an aspirin tablet or a bag of citric acid is dissolved in 150-200 g of water and the resulting solution is used as a simple liquid flux;
- Oil for lubricating sewing machines - with the help of an oil film, the mechanically cleaned area of the working surface of the part is protected from the formation of an oxide film.
Oil I-20 for sewing machines
Thus, having figured out how to simply solder aluminum at home, you can not only repair holes in old pots and buckets, but also run a full-fledged business at home or in the garage repairing car radiators, radiators, and engines.