Electricity is supplied to consumers and distributed using cable products. The allowable voltage for each wire or cable depends on a number of physical parameters. One of them is the material from which the conductor insulation is made. When the rated voltage increases above 10 kV, the requirements for insulation, both between the cores and the outer shells, become more stringent. High voltage cables with plastic or polyvinyl chloride insulation are being replaced by SPEE cable. The insulation of this product is made of cross-linked polyethylene (XPE).
XLPE insulated cable
Advantages of cross-linked polyethylene
The modern Russian market represents a line of cables and wires with XLPE insulation. Foreign designations for such material are XLPE (England), VPE (Germany), PEX (Sweden).
To identify the advantages of XPE insulation, you need to remember that it can be:
- rubber - a mixture of rubber and additives (fillers, dyes, softeners, vulcanization catalysts, etc.) forms RTI-1 rubber;
- paper with oil impregnation - made of KMP-120 (sulfate cellulose), and the paper always consists of several layers with a thickness of 80, 120, 140, 170 microns;
- plastic - high or low density polyethylene (P) and polyvinyl chloride (PVC).
Important! To give this or that insulation specific properties during production, various impurities are added to the product. They improve the physical parameters of insulation depending on the expected operating conditions.
The advantages of XLPE insulation over the above types of dielectrics include the following:
- a high maximum temperature (2500C) allows you to withstand increased short-circuit currents (short-circuit damage is 15 times lower compared to paper insulation);
- long-term permissible temperatures for XLPE cables are higher (up to 900C), therefore their throughput increases by 1.3-1.5 times;
- manufacturers guarantee a service life of over 50 years without loss of quality indicators;
- absence of lead or aluminum shells, which reduces weight, diameter and bending radius, this simplifies installation during installation;
- the lower limit of sub-zero temperatures when laying without initial heating has decreased by five degrees and is 200C, this is due to the use of polymers;
- XLPE conductors are not afraid of changes in route levels and are dielectrically stable due to their very low hygroscopicity;
- The absence of oil filling makes XPE cables environmentally friendly in case of damage.
Due to the fact that such cable products do not contain liquid components, the cost and time of installation work are significantly reduced. Proper installation of products with cross-linked polyethylene insulation should prevent damage to the outer shell.
Attention! It is unacceptable to secure the conductor with metal clamps without using protective substrates (gaskets). You can use tape bands, polymer cast clamps and other specific fasteners for this.
Installed XLPE cable
Installation tool
To facilitate and speed up the assembly of pipeline connections, Rehau produces and offers special tools for use:
- manual and battery-powered expanders;
- expander nozzles with a diameter from 12 to 110 mm;
- scissors and pipe cutters;
- press clamps for sliding sleeves;
- pressing pliers for pipes with a diameter of 16, 20, 25 mm.
To increase the productivity of installation teams, the company offers universal cordless expanders with expansion attachments in one tool. To do this, the installer must select an expander and a pressing nozzle for the required diameter. He can, using one cordless tool, simultaneously expand the hole and press the sleeve into the connection. This device significantly saves time and increases productivity. The latest development of power tools is a battery-powered expander with several pressing attachments of different diameters.
To prevent installers from confusing the nozzles, they are marked with different colors. Stabil attachments are indicated in blue, and flex, his, pink are indicated in green.
Color division of Rehau pipes
Design Features
What is the difference between a cable and a wire?
When approaching melting temperatures, polyethylene insulation loses its qualities: shape, mechanical parameters and electrical characteristics. A temperature of 850C is critical for this type of insulation. XPE can withstand heating up to 1300C without consequences.
For your information. Processing of polyethylene, as a result of which the bonds between molecules change (at the “macro” level), is called “cross-linking”. The three-dimensional structure of cross-links obtained using such vulcanization gives an increase in insulation parameters at all positions.
Molecular three-dimensional structure of XPE
Technical characteristics of XLPE cables
Cable VVG PNG (A): decoding
The letter abbreviation of the conductors indicates their brand, device and design options. It includes indices that describe the composition of the materials from which they are made:
- lived;
- core insulation;
- shell.
The numbers indicate the number of cores, cross-section and rated voltage (kV).
Table of letter markings of XLPE cables
An example of such markings, designation and decoding can be seen by referring to the picture below.
Labeling example
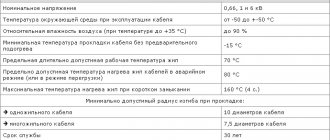
Technical characteristics for any brand of product can be viewed in the tables. When considering, it is necessary to take into account the category of networks (according to IEC 60183).
For your information. The tables take into account the minimum cross-sections of the screen, selected according to the values of short-circuit currents (short circuits). As the screen cross-section increases, it is necessary to make allowances for long-term permissible currents; their value decreases.
Technical characteristics of conductors for voltages 6-10 kV
Device
The shape of the cores in cables can be round or sector. A sector-shaped current conductor has a number of disadvantages, namely:
- there are no special mechanical tools for cutting such cables; the work is done manually;
- when splicing, cavities are formed in the couplings in the plane of the triangle, which makes sealing the connection difficult;
- the magnetic field arising around the sector has an asymmetry, this leads to an increase in losses.
A 10 kV cross-linked polyethylene cable cannot protect the technical characteristics of which in a three-core version do not withstand installation in the ground without filling the intracavity gaps. Cables with round conductors do not have such disadvantages.
Construction of single-core XLPE cable
Rolling from drums and transport carts
Special trolleys are used to transport the cable. They can also be used for unwinding. Rolling is carried out directly from the trolley.
Specialized carts are equipped with braking devices, and some even have an autonomous engine and drive. If necessary, they can be used to easily wind the cable back onto the drum.
But most often mechanical jacks with manual lifting are used for unwinding. However, they must be equipped with a manual braking device to prevent spontaneous inertial winding and the formation of loops.
When installing the drum on the jack, the following rules should be observed:
When rolling out the cable, it should be unrolled from above, not from below!
Application specifics and product classes
Cables with XLPE insulation are used in power system networks where the following conditions must be met:
- transportation of large energy capacities over long distances;
- laying a route on complex relief surfaces;
- ensuring increased requirements for environmental and fire safety.
The main classification of such cable products is carried out based on design features.
Factors determining classification
Installation accessories
The main devices that help lay cables in trenches and tunnels are rollers. A receiving roller is placed in close proximity to the sheeting drum.
Its width should be no less than the width of the drum itself. If you do not have such a roller in your tool kit, you can replace it with a homemade design.
It uses polyethylene pipes as guides. When polyethylene slides on polyethylene, the coefficient of friction is very low. Therefore, such a design is completely justified in many difficult installation conditions.
Before directly lowering the cable into the trench (channel), a support roller or trench is installed.
Already in the trench itself, simple linear rollers are used. They should have holes on the frame. Through them the roller can be fixed on any surface.
At the corners of the route, swivel rollers are used.
Moreover, through special fastenings on the sides, you can assemble an entire rotary system.
In addition to the above, special ones are also used:
- spacer-mounted trenches
- to the edge of the trench
Prolonged stay (lying) of the cable on the unrolling rollers for more than 3 hours is not allowed.
Features of connection by type of grounding
When making calculations at the design stage of cable laying schemes, the method of connecting the “neutral” to the “ground” is considered. A neutral is a conductor that connects the neutral wires of the windings of supply transformers or generators (in three-phase networks) to one point. There are two types of inclusion of XLPE cables for operation, namely:
- circuit with isolated neutral (IN);
- circuit with a solidly grounded neutral (ZN).
Depending on the type of connection, short circuit protection is provided for the lines. In networks with an isolated neutral, the cable can be operated when one phase is short-circuited to ground (OZZ) for quite a long time. This single-phase fault does not require immediate shutdown for repair. The fault current is small, but causes aging of the cable.
Carefully! OZZ with a solidly grounded neutral requires immediate operation of a protective shutdown. The short circuit current is very high, and the conductor may burn out.
Neutral connection types
Transitions in pipes
When crossing roads, the pipe must be visually checked for clearance before direct pulling. Moreover, if the pipe is not solid, the pipe joints must be filled with concrete.
The use of homemade couplings for these purposes is not permitted.
In addition, a guide funnel must be installed at the beginning and end of the pipe.
It is a detachable structure with a limiting ring.
Also, to protect against friction, when pulling through pipes, cables must be lubricated. For crossings up to 100m long, you can use an ordinary soap solution.
With a longer length, such a lubricant has time to dry and the sliding effect disappears. Therefore, technical Vaseline or grease is used for such transfers. In general, all lubricants that do not have a harmful chemical effect on the shell.
To prevent foreign objects and water from freely entering the inside of the pipe with cable, it must be sealed. For this you can use:
- cuff with heat shrink
- construction foam (make sure it is frost-resistant)
- rags soaked in cement paste
How it is produced
In the production of power cables (PC) all over the world, two technologies are used.
The stitching technology is:
- chemical;
- radiation.
The chemical method is divided into two types of production, depending on the reagents that are used in chemical reactions: these are peroxides and silanes.
Peroxides placed in an environment of neutral gases, in combination with a certain pressure and a given temperature, produce a crosslinking effect. It spreads throughout the entire thickness and has no air inclusions. The peroxide method is used to produce cables designed for medium and high voltage.
Important! Before testing, products made with peroxides must be kept for a sufficient time to allow methane to escape from the insulation after cross-linking. Exposure is carried out at a temperature of 800C, under pressure.
Silanes are active surface substances (organic silicon compounds), they stably bind the organic matrix and inorganic fillers. This is a cheaper method in which the insulation is applied to the core in silicic acid. The silane method is used to produce cables operating at low and medium voltages.
Radiation technology, although more efficient, is used for the manufacture of cables for special operating conditions due to residual radiation. It is performed by irradiating polyethylene with hard gamma rays.
Stitching methods
Interesting. The catalyst used in peroxide technology (dicumyl peroxide) has a strong, special odor. It appears when there is an attempt to mechanically destroy the insulation. Insects and rodents do not tolerate it, which is a good defense against attacks from gnawing animals.
Pros and cons of the peroxide method
Cables with XLPE insulation began to be put into operation since the middle of the last century. The Japanese were pioneers in this. Today, such products designed for medium voltage account for 80 to 95% of the total volume in the USA, Canada, Denmark and Germany. Japan, France, Sweden and Finland brought this figure closer to 100%. Russian manufacturers of energy products have also set a course for producing such reliable conductors.
sew II[edit]
Morphological and syntactic propertiesedit
| future | past | will command | |
| I | I'll sew | sewed | — |
| You | sew it | sewed | sew |
| He she it | will sew | sewed sewed | — |
| We | let's sew | sewed | let's sew, let's sew |
| You | sew | sewed | sew |
| They | will sew | sewed | — |
| Etc. valid past | sewed | ||
| Deepr. past | sewing, sewing | ||
| Etc. suffering past | stitched |
Polymer materials and their classification
sew
Verb, perfective aspect, transitive, conjugation type according to A. Zaliznyak’s classification - 11*b. The corresponding imperfective verb is sew.
Prefix: s-
;
root: -shi-
;
verb ending: -т
.
Semantic propertiesedit
Meaningedit
- make clothes, shoes, etc. by sewing ◆ Akakiy Akakievich also talked about repairs, but Petrovich didn’t hear and said: “I’ll sew you a new one without precedent, you can rely on this, we’ll make every effort.” N.V. Gogol, “The Overcoat”, 1842 (quote from the National Corpus of the Russian Language, see)
Hyponymsedit
Etymologyedit
Comes from the ancestors. *šiti, from cat. Among other things, there were: Russian-Church-Slav., Serbian-Church-Slav. shiti, shiıѫ (Greek ῥάπτειν), pr. shven “sewn, stitched”, hereinafter Russian. sew, Ukrainian sew, sew, belor. shyts, shyyu, bolg. shiya “sew”, Serbohorvian. shiti, shijem, Slovenian. šíti, šȋjem, Czech. šít, šiji, Slovak. šiť, Polish szyć, szyję, v.-luzh. šić, n.-luzh. šуś, Polabsk. sait. Praslav. *šiti goes back to the Proto-Indo-European. *si̯ū- *sēiw-, *sjēw-; cognate lit. siū́ti, siuvù “to sew”, Latvian. šũt, šuju, Old Prussian. schumeno “shoe draught”, schutuan “thread”, schuwikis “shoemaker”, Old Indian. sī́vyati “sews”, suū́man “seam, tie”, oset. xujun “to sew”, Greek. κασσύ̄ω “I patch, I make shoes” (att. καττ-), κάσσῡμα cf. R. “repair”, lat. suere “to sew, sew together”, Gothic. siujan, pragerm. *siwjanan, ancient German siuwan "to sew", Hittite. šum(m)anza "rope". Data from M. Vasmer's dictionary were used. See References.