What the article is about:
Which inverter is enough for welding: 160 or 250 Amps?
Small and lightweight, as well as very convenient to use, inverters for welding have almost completely replaced welding transformers from the market. Now all the leading manufacturers of welding equipment produce dozens of different inverters that have different characteristics.
Those who are just planning to purchase a welding machine for their home are most often interested in one question - how many amperes the inverter should have. The question is really important, since the characteristics of the device and the diameter of the electrode it will pull depend on the current strength.
If you make a mistake when choosing this characteristic, you will not be able to cook with some electrodes in the future. In almost all instructions for inverters, the manufacturer indicates this parameter, that is, what is the maximum diameter of the electrodes that can be used with the inverter welding machine.
Content
- Semi-automatic or inverter: which is better for a beginner
- How to choose a welding machine for a beginner: what to look for
- Our top best welding machines for beginners
You can weld a frame for a canopy, greenhouse or gate, install bars on the windows of a country house, and carry out minor repairs in the garage yourself.
To do this, you need to understand the welding process and select a welding machine. There are models on sale for household, semi-professional and professional purposes with different characteristics, functionality, capabilities and prices. We share tips on which welding machine to choose and buy for a beginner for a summer house or home, based on the upcoming tasks.
Semi-automatic or inverter: which is better for a beginner
Some devices are only suitable for working with thin metal, while others are suitable for working with thick metal. Some have high deposition productivity, while others have relatively low ones. There is equipment that is convenient to use outdoors and in hard-to-reach places, and models that are not intended for “fields”. Therefore, when choosing a welding machine for a beginner, it is important to start not from the amount he is willing to spend, but from the purpose of the purchase and operating conditions.
Manual arc welding inverters
Manual or MMA welding with a coated electrode is the most common. The method is simple - the electrode core is melted and transferred to the weld pool. An external supply of shielding gas is not required. It is provided by coating the electrode, which forms gas and slag. They protect the bath from air: oxygen, hydrogen and nitrogen.
Piece electrodes need to be replaced frequently due to their short length. Welding performance is sufficient for everyday tasks and part-time work. There is no need to carry a protective gas cylinder with you. Thanks to this, inverters are convenient when you need to load the device into the trunk and go from the garage to the country house, as well as when you need to weld on the street or in a confined space.
There are dozens of types of electrodes. This allows you to work with different alloys and expands the possibilities. But you need to remember that the electrodes do not burn out entirely - the cinders are thrown away, so their utilization rate is no more than 70% per 1 kg.
Semi-automatic machines for welding in shielding gases
For semi-automatic or MIG welding, you need a spool of wire, a gas cylinder and a torch. The arc and weld pool are protected by the gas in which you work.
Semi-automatic welding is faster and more productive than MMA. Therefore, it is more suitable for garage repairs, starting a small business and making money. This is an appropriate choice when welding work needs to be done quite actively and frequently, and it is possible to transport both the apparatus itself with a spool of wire and a cylinder with hoses to sites.
Welding wire utilization rate up to 90%. There is no need to change it often and constantly throw away leftovers.
There is no point in comparing inverters for MMA and semi-automatic machines for MIG from the point of view of which welding machine is easier for a beginner to weld. To develop any skill you need practice.
An inverter can be recommended for home, garden and minor repair work because of its practicality: mobility, compactness and versatility. If your plans include garage repairs and earning money, it’s better to choose a semi-automatic.
How to choose a welding machine for a beginner: what to look for
The selection algorithm is simple - first you decide on the main technical parameters, then on additional functions. A beginner should choose which welding machine to buy in exactly this order. At the first stage, you select a number of models that correspond to the purpose of the purchase; at the second, you weed out those that do not have the functions you need or, conversely, have unnecessary options.
Main parameters
Main characteristics - maximum welding current and electrode diameter, power consumption, mains voltage, operating time.
Maximum welding current
It depends on what thickness of metal you can weld and what diameter electrodes you will use. For example, if you plan to work with pipes or profiles up to 5 mm thick, then an inverter with a maximum output current of 160 A will be sufficient. There is no point in buying a device with higher performance if you will not weld thicker workpieces.
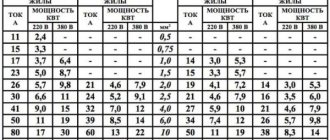
When choosing, you can refer to our table:
| Metal | Electrode diameter, mm | Workpiece thickness, mm | Maximum current, A |
| Carbon/stainless steel | 1,6-2,5 | up to 4 | 145 |
| 1,6-3,2 | up to 5 | 160 | |
| 1,6-4 | to 10 | 200 | |
| 1,6-5 | up to 15 | 250 | |
| 1,6-6 | up to 24 | 300 |
Power consumption
When assessing power consumption, you need to take into account the network capabilities at your dacha or garage. Currently, 15 kW is allocated to summer cottages. This is enough to work with an inverter up to 200 A, even if other equipment is turned on in the house. In older dachas and garages, the network can be designed for a lower load.
When buying a device, it is better to give preference to a model with a current and power reserve of about 20-30%. This will give you a little more options and allow you to solve non-standard problems if the need arises.
Mains voltage
According to technical conditions, one or three phases can be allocated for the electrification of a site or garage. Depending on the model, welding machines can operate from a single-phase or three-phase network. There are inverters with a built-in automatic transformer that operate at any voltage. But their price is higher, and they are needed for professional use and travel.
As a rule, welders for household and semi-professional needs with an operating current of up to 250 A are connected to 220 V networks. If your network offers 380 V, then you can choose a device with a higher welding current.
Single-phase networks in dachas and garages are characterized by voltage sags. So that you can work in such conditions, it is better to buy an inverter, the characteristics of which indicate the ability to weld at 130-160 V. Otherwise, you will need a stabilizer. As well as for semi-automatic devices that do not like voltage dips.
Duration of continuous operation
The PV or PN indicator shows how long the device will work and rest. For example, for a given time period of 10 minutes, a model with a duty cycle of 60% in the maximum welding current mode works for 6 minutes and rests for 4 minutes. At low currents, welding can be performed for as long as necessary - 100% duty cycle.
Additional functions
To make the devices easier and more convenient to use, they are equipped with additional functions. In practice, not all may be needed. For a beginner in MMA the following may be useful:
- Hot start. Helps ignite the arc at the beginning of welding, especially useful when working with rusty metal, raw electrodes and electrodes with a basic coating, and eliminates the need to tap the ignition tip for a long time.
- Antistick. Reduces the current to minimum values when the electrode sticks and avoids its overheating, makes it easier to weld thin-walled metal and work in general - electrodes periodically stick even for experienced welders, and tearing them off is time-consuming and difficult.
- Adjustable arc force. Maintains stable combustion, needed if you do not have the skill to hold an arc and when welding at low currents - when the arc begins to die out, the working current increases automatically.
Additional useful functionality of semi-automatic devices includes inductance adjustment. It allows you to change the characteristics of the arc - make it more rigid for positional welding and deep penetration and softer with less spatter for face welds. The function of annealing the wire is also useful, ensuring its constant ejection after each cycle - this is convenient for the next start.
Modern machines may feature synergetic control for intelligent welding. You only need to set the diameter of the electrode or the thickness of the metal and the device itself optimizes the parameters and functions.
When choosing a welding inverter, the question arises what maximum welding current it should be selected for. An inexperienced welder often wants to get an inverter with the maximum possible current of 200-250A, but does not take into account the operating features of such devices.
The choice of inverter, of course, is mainly determined by its area of application, but the question of where and to which power network the inverter will be connected is also important.
Let's take a closer look at the manual MMA welding mode with an inverter powered from a standard single-phase 220 volt network. A 220-volt household network is designed for a load current of up to 16 amperes. The supply wires, plugs, sockets and circuit breakers are designed for this maximum current.
If we plan to connect the inverter to such a network, then the maximum power that the inverter will receive from it will be Pmax = 220V * 16A = 3520 watts. Taking into account the efficiency of the inverter (85% on average), you can calculate the power that the inverter will deliver to the welding arc P arc = 3520 watts * 0.85 = 2992 watts.
For stable arc burning, the inverter maintains a voltage of about 30 volts. Hence it turns out that the maximum current in the arc will be no more than Imax = 2992W / 30 V = 99.7 amperes.
At this current, welding can be done with electrodes with a diameter of no more than 3 mm. If we want to get a higher welding current and work with electrodes with a diameter of 4 and 5 mm. then a standard household network may not be able to withstand such a load.
Let's see what requirements the network must meet to provide an arc current of 160 amperes required for 4 mm. electrode.
The power in the arc for a current of 160 amperes will be P arc = 30V * 160A = 4800 watts. From the network, taking into account efficiency, the inverter should receive Pmax = 4800W / 0.85 = 5647 watts. At the same time, it will consume Imax = 5647W / 220V = 25.67 amperes.
With such loads, all wiring in the network must be made with a wire of at least 4 sq. mm, network sockets and plugs must be designed for a current of at least 25 amperes, and a circuit breaker for a current of 32 amperes.
To ensure trouble-free operation of the inverter, the welder must ensure that these network requirements are met at all points where it is planned to connect the inverter and operate with current up to 160 amps.
If necessary, work with welding currents of more than 160 amperes and electrodes with a diameter of more than 4 mm. it is necessary to choose welding inverters powered by a 3-phase network, which allows for significantly larger loads.
So for a welding current of 200 amperes, the power consumed by the inverter will be 7059 watts, and the linear current in a three-phase network of 220/380 volts will be only 10.7 amperes. However, in this case it will be necessary to lay a 3-phase network to all workplaces where welding work is planned to be performed.
The choice of inverter and maximum welding current must be consistent with the type of welding. Unjustifiably high requirements for the welding current and the desire to provide a large current reserve only lead to unnecessary costs.
The cost of a powerful inverter is high; it will consume more electricity even at the same currents as a less powerful one. For a high-power inverter, it may be necessary to re-route the power network.
A powerful inverter is heavier to carry and also more expensive to repair and maintain.
Often there is a need to verify the functionality of a new inverter, or an inverter obtained from repair. This is best done by simulating the welding mode by connecting a ballast load to the inverter. A welding ballast rheostat, for example RB-302, is well suited for this purpose. By connecting the rheostat to the inverter, we set the welding current values on the inverter and rheostat equal. We measure the voltage at the rheostat terminals with a voltmeter. The voltmeter should show a voltage of 28-30 volts over the entire range of inverter welding currents. If at maximum currents the voltage is insufficient or a suspicious high-pitched sound appears, it means that the inverter does not provide the expected welding current values.
When conducting such tests, the standard inverter network cable must be used to connect to the power network, without any network extension cords. At high currents, significant voltage may drop across the extension cord and tests will give incorrect results.
ATTENTION! The article is protected by copyright. Copying, reproduction, distribution, reprint (in whole or in part), or other use of the material without the written permission of the author is not permitted. Any violation of the author's rights will be prosecuted on the basis of Russian and international legislation. Installing hyperlinks to articles is not considered a violation of copyright. © ZetMaster, 29-10-2010 www.z-master.ru
Our top best welding machines for beginners
We can recommend several devices that are suitable for beginners. The characteristics and functionality of the models allow you to choose them for your home, cottage and garage.
The best inverter welding machines for a beginner
Svarog REAL ARC 200 BLACK with a welding current of 200 A for MMA is a good choice for beginners choosing an inverter for country tasks. The device is good for household use and allows you to work with electrodes up to 4 mm thick. This is enough for welding fences, gates, gates and canopies, including thick-walled pipes made of different types of steel. The device cooks stably at drops of up to 160 V and is equipped with an anti-stick function.
Slightly more expensive Svarog REALSMART ARC 200 is an inverter with synergetic control and a convenient digital panel. It offers anti-stick functions, hot start for easy ignition and arc force for improved welding performance. When choosing the electrode diameter, the welding current and the afterburner and hot start functions are adjusted automatically. The device is suitable for welding with electrodes up to 4 mm and working with steel up to 10 cm thick.
The best semi-automatic machines for beginners
The compact semi-automatic Aurora POLO 160 is a practical solution for beginners who plan to engage in MIG welding and work with wire up to 0.8 mm. The analog control panel allows the operator to easily set the thickness of the material being welded, after which the machine automatically sets the optimal current and voltage values. The model is lightweight and weighs only 8.6 kg, equipped with afterburning and inductance adjustment functions.
The polarity is easily changed, which makes it possible to use a self-shielding wire and eliminate the need to carry a gas cylinder, so the device is truly portable.
For those who want to purchase a device with advanced capabilities for a garage, country workshop and part-time work, we recommend AuroraPRO SPEEDWAY 180 SYNERGIC. This is a universal semi-professional semi-automatic machine, with which you can work with solid and flux-cored wire up to 1 mm, as well as piece electrodes up to 3 mm thick in MMA mode.
For MIG welding, inductance settings for adjusting arc characteristics and constant wire annealing are available. For MMA, a full set of useful functions - anti-sticking, arc force and hot start. The control is synergetic - this simplifies setup.
Selecting an automatic circuit breaker based on load power and wire cross-section
The fact is that this is an estimation calculation. More accurate calculations show that a 6-amp machine should generally be installed on a cable with a cross-section of 2.5 millimeters square (well, with a risk of 10 amperes). There is a PUE standard that requires that when designing a cable line its parameters were selected based on the worst conditions for its installation. The rated currents of a cable line when it is laid through various building materials are not known, even for wires in the PUE the rated currents are given only if they are laid openly in the air or in a pipe, including in corrugated pipes, which is a flexible PVC pipe for cables and cable-wires, protected wires, that is, having a protective sheath, the PUE provides for two installation methods - in the ground or open in the air, which is confirmed by the price lists of the cable manufacturers about their purpose - for open installation. You can do it yourself calculate the rated current of the cable in this case using known formulas in accordance with GOST RM EC 60287 - 2 - 1 - 2009, but for the calculation it is necessary to know the thermal environment of cable laying, according to the thermal engineering reference book, the thermal resistance of, for example, aerated concrete is (12.5 - 7.14) degrees * meter / watt, calculation of the rated current gives a value of 12 - 17 amperes for a three-core copper cable from the VVG series with a core cross-section of 2.5 millimeters square. But we do not know the specific value of the thermal resistance of the aerated concrete through which our cable line passes. This means, according to the PUE , under the worst conditions for modular circuit breakers manufactured according to DIN standards, the choice of rated current should also be made according to DIN standards, that is, the rated current of the machine is 12 / 1.45 = 8.275 amperes. Yes, if you can find an 8 ampere machine from the manufacturer’s catalog, you can install it, but otherwise you will have to install a 6-amp machine. If you install a 10-amp machine, which, according to a technical catalog, for example, ABB, at a room temperature of + 20 degrees Celsius, already has a rated current of 10.5 amperes and a maximum continuous operating current of for more than one hour, taking into account the machine’s non-sensitivity zone of 13%, according to the time - current characteristics of the machine from the technical catalog of its manufacturer 10.5 * 1.13 = 11.865 amperes or approximately 12 amperes, which is acceptable, however, when the machine is operating in zone 1.13 - 1.45 of its rated current and with a current of 1.45 of the rated current of the machine we get 10.5 * 1.45 = 15.225, approximately 15 amperes. If we have a thermal resistance of aerated concrete of 12.5 degrees * meter / watt, then the heat flux of the cable when a current of 15 amperes flows through it will be 15 * 15 * 0.00871 * 2 = 3.91, approximately 4 watts. And this heat flux of the cable, from heating the cable by the current flowing through it, will heat the aerated concrete to a temperature of 12.5 * 4 = 50 degrees Celsius in the worst case, room temperature + 20 degrees Celsius, The temperature difference in the insulation of the cable core and its shell, according to calculated data, is 10 degrees Celsius. Hence, the temperature of the cable core is 20 + 50 + 10 = + 80 degrees Celsius, with the maximum permissible temperature of the cable core according to the PUE + 65 degrees Celsius and the maximum temperature for polyvinyl chloride cable insulation + 70 degrees Celsius for less than an hour, if the room temperature is higher, then the temperature of the cable core will only increase. Yes, the cable is thermally resistant and it is able to withstand this temperature, but its service life will sharply decrease. After all, according to independent expert data, the real life The service life of insulating cable cores from the VVG series from serially produced vinyl plastic compound grade I 40 - 13 A at the optimal operating temperature of cable core insulation at + 50 degrees Celsius is 14.5 years, instead of the 30 years required by the NTD. This is where the 6 ampere machine came from cross-section of the cable cores is 1.5 millimeters square. Of course, there is a way out, laying the wiring in a corrugation, but many electricians do not do this, citing a decrease in the rated current of the cable, however, as calculations show, in any case, a machine with a rating of more than 16 amperes per cable with a conductor cross-section of 2.5 millimeters square, you cannot supply a slight increase in the rated current of the cable when laying it under plaster on top of bases made of various building materials and when calculating the rated current of a cable laid precisely in plaster, according to the method for calculating the rated current of a cable when laying it in soil with low thermal conductivity, taking into account that the layer of plaster on top of the cable must be at least 10 millimeters, it does not matter. Only when laying over reinforced concrete in sand-cement plaster, on a cable with a conductor cross-section of 2.5 millimeters square, you can install a 20-amp machine according to the conditions cable cooling. When laid in corrugated or PVC pipes of the appropriate diameter, we obtain as a result of calculation, for a cable with a core cross-section of 1.5 millimeters square, the rated current of the cable is 17 amperes, the power of heat loss at this current is 7.8 watts per meter of line length, circuit breaker line 10 amperes, nominal long-term operating current of the cable is 12 amperes, the internal diameter of the corrugation from the conditions of cable cooling with air through convection heat transfer is 14.1 millimeters, the same internal diameter of the corrugation is suitable for a two-core cable with a core cross-section of 2.5 millimeters square, the outer diameter of the corrugation is 20 millimeters, a corrugation with an outer diameter of 16 millimeters is only suitable for wires without a protective sheath. For a cable with a core cross-section of 2.5 millimeters square, the rated current is 21 amperes, the power of heat loss at this current is 8 watts per meter of line length, the line protection circuit breaker is 13 amperes , with replaceable wiring and the absence of frequent long-term overcurrents 16 amperes, the rated long-term operating current of the line is 15.5 amperes, the internal diameter of the corrugation is 18.3 millimeters and the outer diameter is 25 millimeters. For a cable cross-section of 4 millimeters square - the rated current in the corrugation with an outer diameter 32 millimeters and internal 24.1 millimeters, 29 - 30 amperes, automatic 16 amperes or, in extreme cases, 20 amperes, heat loss power per meter of line length is about 9.2 watts with a rated cable current of 29 - 30 amperes, for a cross section of 6 millimeters square rated cable current in a corrugation is 36 - 37 amperes, heat loss power per meter of line length is 9.6 watts, circuit breaker - 25 amperes, outer diameter of the corrugation is 32 - 40 millimeters. For a cable cross-section of 10 millimeters square, the rated current of the cable in a corrugation with an outer with a diameter of 40 millimeters 49 - 50 amperes, line protection circuit breaker - 32 amperes, heat loss power per meter of line length - 10.3 watts, maximum long-term permissible operating current of the cable at a room temperature of + 20 degrees Celsius 48 amperes. The corrugation provides the rated current cable and the conditions for its cooling with air along the entire length of the line, regardless of the thermal conductivity of the materials on which the line is laid, at the maximum long-term operating current of the cable, the temperature of the outer surface of the corrugation does not exceed the ambient temperature by more than 10 degrees Celsius; during emergency currents in the cable, heating is delayed laying environment to a dangerous temperature and allows the backup cable protection to operate with a certain time delay, that is, it performs a fire-fighting function, provides mechanical protection of the cable insulation from flattening by the cable laying environment when it is heated and from longitudinal cracks in the cable insulation when the cable line passes through materials with different thermal conductivity at the boundaries of zones with different insulation temperatures. The disadvantage of corrugation is the possibility of burning out during emergency cable currents in places where the cable touches it.