Solders and soldering fluxes are indispensable when working with a soldering iron. In order for the solder to spread well over the surface of the parts being joined, a substance called flux is used. Depending on the metal of the parts and their size, strength and tightness of the connection, it is necessary to select a specific brand of these components. Let's take a closer look at the classification and learn how to select the necessary solder and flux for soldering.
3.2. Properties of solders
Brazing
carried out by electric contact method, graphite or copper electrodes or using arc welding. Small parts are soldered using an autogen. With the electric contact method, solder is placed in advance between the parts to be joined or introduced into the joint during the soldering process; welding is carried out without metal additives by fusing the ends of the parts being connected.
For electrical contact soldering with silver solders
Borax is usually used as a flux. Soldering with self-fluxing solders, which contain phosphorus, and welding in a protective atmosphere are carried out without the use of flux.
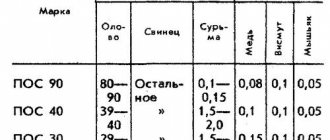
Solders containing phosphorus cannot be used for soldering steel and cast iron and joints subject to shock and vibration due to the brittleness of the soldered seam. The classification and chemical composition of soft and semi-hard solders are given in table. 3.1.
Table 3.1
Classification and chemical composition of soft and semi-hard solders
| Solder | Chemical composition, % | |||||||
| View | Brand | Tin | Antimony | Cadmium | Copper | Lead | Silver | Indium |
| Tin | O2 | 99,9 | – | – | – | – | – | – |
| Antimony-free | POS61 | 60–62 | – | – | – | Rest | – | – |
| POS40 | 39–41 | – | – | – | – | – | ||
| POS10 | 9–10 | – | – | – | – | – | ||
| POS61M | 60–62 | – | – | 1,5–2,0 | – | – | ||
| POSK50-18 | 49–51 | – | 17–19 | – | – | – | ||
| Low antimony | POSSu61-0.5 | 60–62 | 0,2–0,5 | – | – | Rest | – | – |
| POSSu40-0.5 | 39–41 | – | – | – | – | |||
| POSSu30-0.5 | 29–31 | – | – | – | – | |||
| POSSu18-0.5 | 17–18 | – | – | – | – | |||
| Antimony | POSSu95-5 | 94–96 | 4–5 | – | – | Rest | – | – |
| Silver | PSrO10-90 | Rest | – | – | – | – | 10±0,5 | – |
| PSrOSu8 (VPr-6) | – | – | – | – | – | 8±0,5 | – | |
| PSrMO5 (VPr-9) | – | – | – | 2±0,5 | – | 5±0,5 | – | |
| PSrOS3.5-95 | – | – | – | – | 3,5±0,4 | – | ||
| PSrOS3-58 | 57,8±1,0 | – | – | – | – | 3±0,4 | – | |
| PSr3 | – | 3±0,3 | – | |||||
| PSr3Kd | – | – | 95–97 | – | – | 3,0–4,0 | – | |
| PSrO3-97 | Rest | – | – | – | – | 3±0,3 | – | |
| PSr2.5 | 5,0–6,0 | – | – | – | 91–93 | 2,2–2,7 | – | |
| PSr2.5S | – | – | – | – | – | 2,5±0,2 | – | |
| PSr2 | 30±1 | 2±0,2 | – | |||||
| PSrOS2-58 | 58,8±1,0 | – | – | – | – | 2±0,3 | – | |
| PSr1.5 | 15±1 | – | – | – | – | 1,5±0,3 | – | |
| PSr1 | 35±1 | – | – | – | – | 1±0,2 | – | |
| Indium | POSI30 | 42 | – | – | – | 28 | – | 3 |
| PSR3I | – | – | – | – | – | 3 | 97 | |
The physical and mechanical properties of soft and semi-hard solders are given in Table. 3.2.
Table 3.2
Physical and mechanical properties of soft and semi-hard solders
| Solder grade | melting point, °C | approximate soldering temperature, °C | density, kg/m³ | specific electrical resistance, μm m | limit of mechanical tensile strength, MPa | |
| solidus | liquidus | |||||
| O2 | 232 | 232 | 280 | 7310 | – | 25 |
| POS61 | 183 | 190 | 240 | 8500 | 0,139 | 43 |
| POS40 | 183 | 238 | 290 | 9300 | 0,159 | 38 |
| POS10 | 268 | 299 | 350 | 10800 | 0,200 | 32 |
| POS61M | 268 | 192 | 240 | 8500 | 0,143 | 45 |
| POSK50-18 | 142 | 145 | 185 | 8800 | 0,133 | 40 |
| POSSu61-0.5 | 183 | 189 | 240 | 8500 | 0,140 | 45 |
| POSSu50-0.5 | 183 | 216 | – | 8900 | 0,149 | – |
| POSSu40-0.5 | 183 | 235 | 285 | 9300 | 0,169 | 40 |
| POSSu35-0.5 | 183 | 245 | – | 9500 | 0,172 | – |
| POSSu30-0.5 | 183 | 265 | 306 | 9700 | 0,179 | 36 |
| POSSu25-0.5 | 183 | 266 | – | 10000 | 0,182 | – |
| POSSu18-0.5 | 183 | 277 | 325 | 10200 | 0,198 | 36 |
| POSSu95-5 | 234 | 240 | 290 | 7300 | 0,145 | 40 |
| POSSu40-2 | 185 | 229 | – | 9200 | 0,172 | – |
| POSSu33-2 | 185 | 243 | – | 9400 | 0,179 | – |
| POSSu30-2 | 185 | 250 | – | 9600 | 0,182 | – |
| POSSu25-2 | 185 | 260 | – | 9800 | 0,183 | – |
| POSSu18-2 | 188 | 270 | – | 10100 | 0,206 | – |
| POSSu15-2 | 184 | 275 | – | 10300 | 0,208 | – |
| POSSu10-2 | 268 | 285 | – | 10700 | 0,208 | – |
| POSSu8-3 | 240 | 290 | – | 10500 | 0,207 | – |
| POSSu5-1 | 275 | 308 | – | 11200 | 0,200 | – |
| POSSu4-6 | 244 | 270 | – | 10700 | 0,208 | – |
| PSrO10-90 | – | 280 | – | 7600 | 12,9 | – |
| PSrOSu8 (VPr-6) | – | 250 | – | 7400 | 19,7 | – |
| PSrMO5 (VPr-9) | – | 240 | – | 7400 | 16,3 | – |
| PSrOS3.5-95 | – | 224 | – | 7400 | 12,3 | – |
| PSrOS3-58 | – | 190 | – | 8600 | 14,5 | – |
| PSr3 | – | 315 | – | 11400 | 20,4 | – |
| PSr3Kd | 300 | 325 | 360 | 8700 | 8,0 | 54 |
| PSr2.5 | 295 | 305 | 355 | 11000 | 21,4 | – |
| PSr2.5S | – | 306 | – | 11300 | 20,7 | – |
| PSr2 | – | 238 | – | 9500 | 16,7 | – |
| PSrOS2-58 | – | 183 | – | 8500 | 14,1 | – |
| PSr1.5 | – | 280 | – | 10400 | 19,1 | – |
| PSr1 | – | 235 | – | 9400 | 26,0 | – |
| POSI30 | 117 | 200 | 250 | 8420 | – | – |
| PSR3I | 141 | 141 | 190 | 7360 | – | – |
Foreign stamps
There are also foreign-made compounds. They are marked differently, but the mark can determine the composition of the alloy. An example is the Sb62Pb36Ag2 alloy produced by the American company.
It contains 62% tin, 36% lead and 2% silver. Silver is often added to the composition to increase fluidity after the solder has melted.
Another example is a product produced by Canadian. Its marking is SN62/36/2 NC. This material is in the form of a paste and from the marking it follows that its composition is: 62% tin, 36% lead, 2% silver. NC (No Clean) means that the solder balls are contained within a flux gel.
Useful tips Connection diagrams Principles of operation of devices Main concepts Meters from Energomer Precautions Incandescent lamps Video instructions for the master Testing with a multimeter
Preferred areas of application for soft and semi-hard solders:
O2
— tinning and soldering of collectors, armature sections and windings of electrical machines with class H insulation, tinning of critical fixed contacts, including those containing zinc;
POS90
— tinning and soldering of internal seams of food utensils and medical equipment;
POS61
- tinning and soldering of electrical and radio equipment, printed circuit boards, precision instruments with highly sealed seams where overheating is not allowed;
POS40
— tinning and soldering of electrical equipment, galvanized iron parts with sealed seams;
POS10
— tinning and soldering of contact surfaces of electrical devices, instruments, relays;
POSK50-18
— soldering of parts made of copper and its alloys that are sensitive to overheating, including soldering of copper-clad aluminum. Soldering of ceramics, glass and plastics metallized with tin, silver, nickel;
POS61M
— soldering of food utensils, medical equipment, electrical and radio equipment, printed circuit boards, parts sensitive to overheating;
POSSu61-0.5
— tinning and soldering of electrical equipment, soldering of printed circuit boards, windings of electrical machines, galvanized radio components under strict temperature requirements;
POSSu50-0.5
— tinning and soldering of aircraft radiators;
POSSu40-0.5
— tinning and soldering of sheet metal, windings of electrical machines, for soldering mounting elements of winding and cable products;
POSSu35-0.5
— tinning and soldering of lead cable sheaths;
POSSu30-0.5
– tinning and soldering of zinc sheets, carbon and stainless steels. Tinning and soldering of wires, cables, bands, radiators, various parts of equipment and devices operating at temperatures up to 160 ° C;
POSSu25-0.5
— tinning and soldering of radiators;
POSSu18-0.5
— tinning and soldering of heat exchanger tubes, electric lamps;
POSSu95-5
;
PSr3Kd
- hot tinning and soldering of collectors, armature sections, bandages and current-carrying connections of heat-resistant electric machines with high rotation speeds. Soldering of pipelines and various parts of electrical equipment.
POSSu40-2
— general-purpose solder;
POSSu30-2
— tinning and soldering in refrigeration equipment manufacturing, electric lamp production;
POSSu18-2, POSSu15-2, POSSu10-2
— soldering in the automotive industry;
POSSu8-3
— tinning and soldering in electric lamp production;
POSSu5-1
— tinning and soldering of parts operating at elevated temperatures;
POSSu4-6
— soldering of tinplate, tinning and soldering of parts with rolled and riveted seams made of brass and copper;
POSSu4
—
4
— tinning and soldering in the automotive industry;
POSK2-18
— tinning and soldering of metallized ceramic parts;
POSI30
;
PSr3I
- soldering of copper and its alloys and other metals, non-metallic materials and glass with metal coatings. Soldering of electronic equipment parts. It has high fluidity and provides good adhesion of soldered surfaces.
The parameters of soft solders with low melting points are given in table. 3.3.
Table 3.3
Soft solders (alloys) with low melting points
| alloy | chemical composition, % | melting point, °C | ||||||
| tin | lead | cadmium | bismuth | silver | indium | solidus | liquidus | |
| Wooda | 12–13 | 24,5–25,6 | 12–13 | 49–51 | – | – | 66 | 70 |
| Rose | 24,5–25,5 | 24,5–25,6 | – | 49–51 | – | – | 90 | 92 |
| D'Arce | 9,6 | 45,1 | – | 45,3 | – | – | – | 79 |
| Lipovica with indium | 11,8 | 22,2 | 8,5 | 42 | – | 15,5 | – | 48 |
Note. They are used in radio circuits with semiconductor devices and in circuits where solder is used as a temperature fuse.
The chemical composition and physical and mechanical properties of solid silver and copper-phosphorus solders are given in Table. 3.4.
Table 3.4
Chemical composition and physical and mechanical properties of solid silver and copper-phosphorus solders
| Solder grade | chemical composition, % | density, kg/m3 | crystallization temperature, °C | tensile strength, MPa | ||||
| silver | Copper | zinc | phosphorus | Start | end | |||
| PSr72 | 72±0,5 | 28±0,5 | – | – | 9900 | 779 | 779 | – |
| PSr50 | 50±0,5 | 50±0,5 | – | – | 9300 | 850 | 779 | – |
| PSr45 | 45±0,5 | 30±0,5 | 25+1 –1,5 | – | 9100 | 725 | 660 | 300 |
| PSr25 | 25±0,3 | 40±1 | 35±2,5 | – | 8700 | 775 | 745 | 280 |
| PSr71 | 71±0,5 | 28±0,7 | – | 1 ±0,2 | 9800 | 795 | 750 | – |
| PSr25f | 25±0,5 | 70±1 | – | 5±0,5 | 8500 | 710 | 650 | – |
| PSr15 | 15±0,5 | 80,2±1 | – | 4,8+0,2/–0,3 | 8300 | 810 | 635 | – |
| PMF7 (MFZ) | – | Rest | – | 7–8,5 | – | 860 | 710 | – |
The parameters of copper-zinc and copper-nickel hard solders are given in table. 3.5.
Table 3.5
Copper-zinc and copper-nickel hard solders
| Solder grade | chemical composition, % | physical properties | |||||||||
| Copper | nickel | iron | silicon | Bor | zinc | tin | crystallization temperature, °С | density, kg/m3 | tensile strength, MPa | ||
| solidus | liquidus | ||||||||||
| L63 | 62–65 | – | – | – | – | Rest | – | 900 | 905 | 8500 | 310 |
| LOK59-0.1-0.3 | 60,5– 63,5 | – | – | 0,2–0,4 | – | Rest | 0,7–1,1 | 890 | 905 | 8200 | – |
| PZHL500 | Rest | 27–30 | 41,5 | 1,5–2 | 0,2 | – | – | 1080 | 1120 | 8630 | 600 |
The parameters of silver solders with a low melting point are given in table. 3.6.
Table 3.6
Silver solders with lower melting points
| Solder grade | chemical composition, % | density, kg/m3 | crystallization temperature, °С | ||||||
| silver | Copper | zinc | cadmium | tin | nickel | Start | end | ||
| PSr50Kd | 50±0,5 | 16±1 | 16±2 | 18±1 | – | – | 9300 | 650 | 635 |
| PSr40 | 40±1 | 16,7+0,7/–0,4 | 17+0,8/–0,4 | 26+0,5/ –1 | – | 0,3±0,2 | 8400 | 605 | 595 |
| PSr62 | 62±0,5 | 28±1 | – | – | 10±1,5 | – | 9700 | 700 | 660 |
The preferred areas of application of hard solders are given in table. 3.7.
Table 3.7
Preferred applications of brazing alloys
| Solder grade | application area |
| PSr72; PSr50 | Soldering of metal-ceramic contacts and various critical current-carrying connections subject to bending and impact loads |
| PSr45 | Soldering of copper and its alloys, stainless and structural steels. Soldering of short-circuited rotor windings and damper windings of highly loaded electrical machines. Solder provides high density and strength of soldered seams |
| PSr25 | Soldering of copper and its alloys, stainless and structural steels, replaces PSr45 solder when making less critical connections |
| PSr71 | Soldering parts is similar to PSr72 solder, but where greater fluidity is required |
| PSr25f; PSr15; PMF7 | Soldering of copper and its alloys, including various current-carrying parts of machines and devices that do not experience shock and bending loads |
| L63; LOK59-0.1-0.3 | Soldering copper and cast iron. Soldered joints have high strength and perform well under shock and bending loads |
| PZHL500 | Soldering of connections operating at temperatures up to 600 °C |
The parameters of copper-phosphorus solders are given in table. 3.8.
Table 3.8
Copper-phosphorus solders
| Solder grade | chemical composition, % | melting point, °C | |
| Copper | phosphorus | ||
| PFM-1 | 90,0–91,5 | 8,5–10 | 725–850 |
| PFM-2 | 92,5 | 7,5 | 710–715 |
| PFM-3 | 91,5–93,0 | 7,0–8,5 | 725–860 |
| PMF7 (MF3) | Rest | 7,0–8,5 | 710–860 |
Note. For copper-phosphorus and silver solders, borax is used as a flux in powder form or mixed with table salt.
The parameters of solders for soldering aluminum are given in table. 3.9, 3.10.
Table 3.9
Chemical composition and physical properties of solders for aluminum soldering
| Solder grade | chemical composition, % | melting temperature, °С | limit of mechanical tensile strength, MPa | |||||
| aluminum | Copper | tin | zinc | cadmium | silicon | |||
| Cadmium | – | – | 36 | 40 | 24 | – | – | 85 |
| AVIA-1 | – | – | 55 | 25 | 20 | – | 20 | – |
| AVIA-2 | 15 | – | 40 | 25 | 20 | – | 250 | – |
| VPT-4 | 55 | – | – | 40 | – | 5 | 410 | – |
| 34-A | 66 | 28 | – | – | – | 6 | 545 | 180 |
| 35-A | 72 | 2,1 | – | – | – | 7 | 540 | 140 |
| A | – | 2,0–1,5 | 40 | 58,5 | – | – | 425 | 80 |
| IN | 12 | 8 | 80 | – | – | 410 | 185 | |
| TsO-12 | – | – | 12 | 88 | – | – | 500–550 | – |
| TsA-15 | 15 | – | – | 85 | – | – | 550–600 | – |
Table 3.10
Other solders for aluminum soldering
| Solder grade | chemical composition, % | temperature of complete melting, °С | soldering temperature, °C | density, kg/m3 | ||||
| tin o1 | zinc | cadmium | aluminum a7 | Copper M0 | ||||
| P250A | 79–81 | 19–21 | – | – | 0,15 | 250 | 300 | 7300 |
| P300A | – | 50–61 | 39–41 | – | 0,045 | 310 | 360 | 7730 |
| P300B | – | 80 | – | 8 | 0,5 | 410 | 700–750 | – |
The primary areas of application of solders for soldering aluminum P250A, P300A and P300B are given in table. 3.11.
Table 3.11
Preferred areas of application of solders for aluminum soldering
| Solder grade | application area |
| P250A | Tinning of the ends of aluminum wires, as well as dip soldering of aluminum wires with aluminum and copper tips |
| P300A | The same, soldering of connections with increased corrosion resistance |
| P300B | Fill soldering of aluminum wires with aluminum and copper parts |
Low temperature options
In first place is the WOOD alloy with the composition: 10% Sn and Cd each, 40% Pb and Bi, the beginning of the melt is 65-72 C. The second position is occupied by a solder called ROSE, which begins to melt at 90-94 C. Consists of: 25% each of tin and lead, and the remaining 50% is bismuth. The above alloys are expensive solders.
The third place among low-temperature products is occupied by POSK-50-18, with a temperature of 142-145 C. The composition of this solder includes 50% tin, 32% lead and 18% cadmium, which increases corrosion resistance, but adds toxicity to it.
The second nominee (called ROSE) is very popular among radio amateurs, but in domestic radio electronics its marking is POSV-50, where the numbers are the percentage of bismuth. Used for installation/dismantling and tinning of overheat-sensitive copper tracks on printed circuit boards.
3.3. Classification of fluxes and their designation system
Soldering fluxes
- substances and compounds used to prevent the formation of an oxide film on the surface of the solder and soldered material, as well as to remove oxidation products from the soldering zone. The melting point of fluxes is lower than the melting point of solder. Fluxes are used in solid, paste and powder form, as well as in the form of aqueous, alcohol or glycerin solutions.
Fluxes
used for soldering are classified according to: temperature range of activity;
nature of the solvent; the nature of the activator of the determining action; mechanism of action; state of aggregation. Depending on the temperature range of activity,
soldering fluxes are divided into: low-temperature (≤ 450 ° C); high temperature (> 450 °C).
By the nature of the solvent
soldering fluxes are divided into: water-based; non-aquatic
By the nature of activators
Low-temperature soldering fluxes
that determine their action are divided into: rosin; acidic; halide; hydrazine; fluoroborate; aniline; stearic.
By the nature of the activators of the determining action, high-temperature soldering fluxes
divided into: halide; fluoroborate; boride-carbon dioxide.
If the flux contains several activators, all activators must be named. For example, rosin-halide, fluoroborate-halide flux.
By mechanism of action
soldering fluxes are divided into: protective;
chemical action; electrochemical action; reactive. According to their state of aggregation,
soldering fluxes are divided into: solid; liquid; pasty.
Requirements for amateur radio fluxes
The choice of flux is an important issue. Previously, only rosin was used, there was no other flux. Why rosin is bad - rosin, alcohol rosin flux belong to the category of active fluxes. The first disadvantage is that at high temperatures, not only the metal oxide is removed, but also the metal itself. The second drawback is that cleaning the board after soldering with rosin is a big problem. You can only wash off the residue with alcohol or solvents (and even then, sometimes it’s easier to pick it out with something sharp). Flux residues on the board are not only unsightly from an aesthetic point of view, but also harmful. On boards with small gaps between conductors, the growth of dendrites (in other words, short circuits) caused by galvanic processes on a contaminated surface is possible. What is the solution - on the modern materials market you can find a wide range of fluxes that are washed off with ordinary water, do not destroy the soldering iron tip and provide high quality soldering. Such fluxes are usually sold in syringes, which is very convenient for use.