It is not difficult to assemble an installation for electroplating at home; equipment and materials for electrochemical deposition of copper are freely available. The exception is sulfuric acid, the acquisition and use of which is possible only by an organization with a special permit.
There are ready-made galvanizing kits on sale, but their purchase will not always be justified - it is much cheaper to assemble the installation yourself using available equipment.
With the help of a galvanic installation, which we will discuss in this article, you will be able to obtain copies of artistic products, regardless of the material from which they are made, and also, having the skills of modeling from plasticine or clay, reproduce your own works in metal. In addition, using the electroplating method, you can implement many interesting projects, for example, metallize woven or knitted lace to make openwork compositions, make metal herbariums from flowers and leaves, metallize fruits, finish glass or porcelain products, increasing the layer of copper according to previously specified pattern, and much more.
Electroplating can be an excellent choice not only as an interesting hobby, but with the right approach and perseverance, it can become the foundation for a future business.
Electroplating with a metal ionic electrolyte solution at home
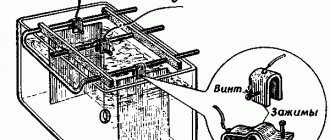
To electroplate at home with this method, you will need a piece of copper, the metal to be plated, vinegar, hydrogen peroxide, clamps, a 6-volt flashlight battery, a plastic container.
Use a container large enough to submerge the material you are trying to pour.
Mix and heat equal parts vinegar and hydrogen peroxide. To make four cups of solution, add two cups vinegar to two cups hydrogen peroxide
The combination of vinegar and hydrogen peroxide makes peracetic acid, which should be handled with care. The copper pig should be dissolved in the composition. The liquid will turn blue, indicating that the solution contains copper ions, which can be used to plate the material. Soak the copper until the solution turns blue
It is better that the solution has a weak concentration; the solution should not be too dark. Attach the clamps to the battery. The battery provides the current needed to transport the metals from the donor to the recipient. Connect one alligator clip to the positive terminal of the battery and the other clip to the negative terminal. Clean metal at home to be electroplated. Before starting the galvanizing method, you must ensure that the metal is clean so that the new atoms can form a solid bond with the recipient metal. Connect the positive clamp to the copper part. Connect the negative alligator to the metal cover. Try to attach the alligator in an inconspicuous place. If you attach metal to the positive pole, electroplating will not work. Immerse the elements in copper liquid. Once both metals are connected, immerse them in the blue copper solution you prepared earlier. Since they are connected to the battery, current flows through the circuit. The procedure continues until a satisfactory level of coverage is achieved.
Everything you need to make electrolyte
How to make a homemade electroplating bath with your own hands
At home, simpler work is usually carried out, including applying copper or nickel to the surface, so a galvanic bath can be easily assembled even from improvised materials. But even in this case, it is important to comply with a number of conditions:
- the bath container must be rigid, resistant to chemicals, and not allow electricity to pass through it;
- there should be an exhaust hood in the electroplating room at home;
- constant access to clean water is required (even the easiest process will require at least 5 rinses);
The most popular option used by many craftsmen at home is to make a bath from a plastic canister. To do this, you will need to cut off the lid with the neck, and reinforce its sides with reinforcing material. Seals (for windows or cars) are placed on the walls of the resulting installation along the cut line. Next you will need to secure the cover. The final stage will be making holes for the contact rods. The rods themselves can be made at home from a copper busbar, each with a diameter of up to 10 mm. Holes are drilled at the ends on both sides so that the poles from the power source can be connected. Anode plates connected to electricity are hung on the rods located at the edges of the finished galvanic bath. A cathode part connected to the negative pole is put on the central rod. Current and voltage are determined based on the volume of the bath and the work planned for implementation.
Methods of copper plating of metals
Immersion in electrolyte solution
Both methods can be used with complete immersion of the part in an electrolyte solution. With the galvanic method, copper anions are separated from the anode and move to the cathode under the influence of electric current, and with the chemical method, their movement occurs due to the different electronegativity of the metals. Therefore, in the first case, other things being equal, a much larger amount of copper is deposited in the same unit of time, but electrical energy is expended. It is recommended to carry out copper plating of aluminum only by immersion, which must be performed immediately after degreasing and etching in acid, otherwise a strong oxide film will quickly form on its surface. The video below details the conditions that must be observed for high-quality copper plating of aluminum.
Without placing in electrolyte solution
In the second option, the product is simply coated with a solution of copper sulfate using a paint brush, cleaning and washing it after each layer. The thickness of the copper plating in this case will be small and depends on the processing conditions and the number of applied layers. This method is well suited for copper plating of steel, to which copper “sticks” even if the surface preparation is not very good. And when applying copper sulfate to the surface of aluminum in this way, it is quite difficult to achieve a stable result due to its tendency to rapid oxidation.
Process technology
Electrolytes are substances that can release ions – charged particles – under the influence of an electric current. This is what the principle of galvanization is based on. In our case, chromic anhydride will be used as an electrolyte. Released particles that will be deposited on the workpiece, forming a film - chromium molecules.
To chrome a part at home, it must be immersed in a bath of solution and connected to the negative wire. The positive anode is immersed in the electrolyte. Under the influence of current, the molecules in the electrolyte will begin to move. Positively charged to the minus (cathode), negative - to the plus. Moreover, some of the molecules form a film, and some will penetrate into the top layer, as a result of which chromium is firmly fixed on the surface. This makes galvanizing significantly different from conventional painting.
In a similar way, not only chrome plating is carried out, but also nickel plating, coating of products with copper and zinc. The processing principle will be the same in any case. The thickness of the spraying will depend on the current strength, heating temperature, processing time, and type of metal.
It is also possible to carry out chemical chrome plating at home. No special equipment is required here. The formation of a metal film on the surface in this case occurs due to chemical reactions in which sodium hypophosphite serves as a reagent. But such a coating is less durable - it is used only for decorative purposes.
This is interesting: How to cook stainless steel semi-automatically in a carbon dioxide environment: video, tips
Necessary equipment
Galvanic processing of small products at home requires certain equipment and chemical reagents. The main list of equipment includes:
- DC power supply;
- capacity;
- electrolyte;
- scales;
- electrodes “anode” and “cathode”;
- the wire;
- electric stove.
The source is used with current regulation. The rectifier, designed for output currents up to 5 A, is suitable for working with objects the size of an orange. For small cells, a current of up to 0.5 A is sufficient. 12 V chargers are also suitable for the electroplating process. The starter battery can serve as such a current source. To reduce the current, it is permissible to use shunting, connecting a resistor in parallel with the vessel.
When making a galvanic bath with your own hands, it must be spacious, durable and thermally stable. Ready-made glass products with a glass thickness of at least 4-5 mm, an old aquarium or a jar with a wide neck are well suited for these purposes.
Electrolyte is an aqueous solution of salts, prepared from chemical components depending on the desired coating.
To accurately select ingredients and maintain the proper concentration of the solution, you need a weighing device, preferably electronic.
Plates made of a donor metal of sufficient thickness and area are used as electrodes. The electrodes supply current to the electrolyte and also serve to replace the metal that is lost in it. The wires are multi-core, copper insulated, with a cross-section of at least 2.5 mm2.
An electric stove is required to heat the electrolyte. Increasing the temperature of the working solution speeds up the galvanization reaction time. The ability to adjust the heating is a prerequisite for selection.
Electroplating at home
Chapter 3. Galvanoplasty
Electrotype
– technology for producing exact metal copies by depositing metal on models, which are separated after the process is completed. The accuracy of the working dimensions and surface roughness of the resulting galvanoplastic copies depend entirely on the accuracy of the dimensions and surface roughness of the model on which metal is deposited.
An important role in the process of galvanoplastic formation of a product is played by preparing the surface of the mold used and creating a conductive layer on it.
Before applying the conductive layer, the surface of the model must be washed and degreased. The quality of degreasing is controlled visually.
Application of a conductive layer.
There are several types of conductive layers, each of them has its own advantages and disadvantages, and not all can be used in any situation. The choice of conductive layer depends on a number of factors, including the material of the model.
For elastomer models
(rubbers, rubbers, etc.) colloidal graphite is most often used. The surface is pre-treated (wipe) with acetone or alcohol and dried. Graphite is applied with a soft brush to the surface of the model until the layer looks uniform and uniform. Excess graphite is blown off, after which the model is washed. This method is recommended to be used when it is possible to penetrate with a brush into all cavities of the matrix and evenly apply a layer of graphite.
For models with more complex surface topography, it is recommended to apply a conductive silver film. To do this, the model is degreased, washed and immersed in a sensitization solution for 5-10 minutes.
Composition of the sensitization solution:
| Electrolyte composition (g/l) and operating mode | Sensitization solution |
| Tin chloride SnCl2 | 10-30 |
| Hydrochloric acid, ml/l HCl | 2-10 |
| Temperature, °C | 18-25 |
After treatment in this solution, the model should be thoroughly washed in cold water, during which hydrolysis of tin dichloride occurs with the formation of poorly soluble compounds.
After sensitization, the process of chemical silvering is carried out from solutions:
A.
| Silver nitrate AgNO3, g/l | 4 |
B.
| Pyragolol, g/l | 3,5 |
| Citric acid C6H8O7, g/l | 4 |
These solutions must be prepared in separate containers and cooled to a temperature of 1-15 °C, then, immediately before silvering, with stirring, solution “B” is poured into solution “A”, according to the following technology:
Pour solution “A” directly onto the model, and then, carefully stirring the solution with the model, while simultaneously diluting with distilled water, pour in solution “B”. Solution “A”, solution “B” and distilled water are taken in a ratio of 1:1:1. The operation must be repeated 2 times.
Next, the model with the applied conductive layer is immersed in a copper sulfate bath for tightening.
For models made of dielectrics,
As a rule, the method of chemically applying a conductive layer is used. The model is first very thoroughly degreased, special attention is paid to such a parameter as “surface wettability”
Previously, separate solutions were often used to sensitize and activate the surface of the dielectric, but nowadays solutions of the “mixed” type are mainly used, in which sensitization and activation occur simultaneously.
Composition of the solution and operating mode:
| Electrolyte composition (g/l) and operating mode | Mixed sensitization solution |
| Palladium dichloride PdCl2 | 0,5-1 |
| Tin chloride SnCl2 | 40-45 |
| Hydrochloric acid HCl | 70-75 |
| Potassium chloride KCl | 140-150 |
| Temperature, °C | 15-25 |
After processing in a “mixed” solution, the model must be thoroughly rinsed in cold water, this is necessary to form a film of colloidal palladium on the surface of the model.
Next, the model can be hung in a sulfuric acid copper plating bath for further metallization.
Application of semiconductor films.
The essence of this method consists in the operation of sorption of inorganic substances by the surface of the polymer and their conversion into acid-soluble compounds under the influence of sulfonating agents. Let's consider the application of conductive films based on lead and copper sulfide.
Lead sulfide is applied from a solution of the following composition:
| Electrolyte composition and operating mode | Hot sulfidation solution |
| Lead nitrate Pb(NO3)2, conc., ml/l | 50 |
| Potassium caustic KOH, g/l | 4-5 |
| Thiourea, conc. CS(NH2)2, ml/l | 30 |
| Temperature, °C | 45-60 |
| Process time, min | 20-30 |
After applying the lead sulfide film, the model must be rinsed in hot running water; if there are uncovered areas, the operation must be repeated.
The disadvantage of this method is the increased temperature, which makes it difficult to work with some types of dielectrics, or with models whose size is precisely specified. Another disadvantage is the fact that this solution is essentially disposable.
Application of a conductive layer of copper sulfide.
The advantages of this method over the one described above are the short duration of the process and the relatively high stability of the solutions used. The technology for applying copper sulfide consists of sequentially treating the surface with a solution of a metal salt, water and a solution of a sulfiding agent. Adsorption on the surface of the hydrolysis products of the metal salt occurs at the stage of washing with water. Technology for applying conductive copper sulfide film:
1. Sorption in solution:
| Electrolyte composition and operating mode | Sorption solution |
| Copper sulfate CuSO4, g/l | 10-100 |
| Zinc sulfate ZnSO4, g/l | 50-100 |
| Ammonia aqueous NH3, ml/l | 150-200 |
| pH | 8,5-9,5 |
| Temperature, °C | 18-25 |
| Process time, min | 0,5-1 |
2. Hydrolysis in water, for 0.1-0.2 minutes.
3. Sulfidation in solution
| Electrolyte composition and operating mode | Sulfidation solution |
| Sodium sulfide Na2S, g/l | 10-50 |
| Temperature, °C | 18-25 |
| Process time, min | 0,1-0,5 |
4. Rinse in water for 0.1-0.5 minutes.
The model or part goes through the stages described above several times until a brown film appears on it, when the film becomes uniform over the area of the part, the process can be stopped and tightening with copper or nickel can begin.
Application of galvanic deposits.
After applying the conductive layer to the model, it is necessary to carry out the operation of “tightening” or applying the primary coating. Tightening is carried out at low current densities, which ensures the elasticity of the deposited metal. Tightening is carried out in diluted sulfuric acid copper plating electrolytes.
Composition and mode of operation:
| Electrolyte composition and operating mode | Dilute copper plating electrolyte |
| Copper sulfate CuSO4, g/l | 140-160 |
| Sulfuric acid H2SO4, g/l | 10-15 |
| Ethyl alcohol CH3COOH, ml/l | 20-30 |
| Temperature, °C | 18-25 |
| Process time, min | 15-30 |
The model is suspended in a bath under electric current. It is necessary to ensure that when hanging the model there are no air bubbles left in the recesses, otherwise there will be uncovered areas there. After deposition of the primary layer, the model is transferred to a bath for deposition of the working layer.
Working layers are formed, as a rule, from copper, by building up thick layers of nickel or iron. Electrolytes and operating modes are presented below.
Composition and mode of operation:
| Electrolyte composition (g/l) and operating mode | Electrolyte No. 1 | Electrolyte No. 2 | Electrolyte No. 3 | Electrolyte No. 4 |
| Nickel sulfate NiSO4 | 170 | 240 | 140-160 | 360 |
| Nickel chloride NiCl2 | — | 45 | — | — |
| Boric acid H3BO3 | — | 30 | 20-30 | 30 |
| Sodium chloride NaCl | 40 | — | — | 40 |
| Sodium acetate CH3COONa | 50 | — | — | — |
| Acetic acid, 80% CH3COOH | 1 | — | — | — |
| Magnesium sulfate MgSO4 | — | — | 25-30 | — |
| Sodium sulfate NaSO4 | — | — | 180-200 | — |
| Potassium chloride KCl | — | — | 5-10 | — |
| Sodium fluoride NaF | — | — | — | 15 |
| Cathode current density, A/dm2 | 4-8 | 5-10 | 0,5-0,8 | 1,5 |
| Temperature, °C | 70-72 | 50-60 | 36-38 | 40 |
| pH | — | — | 5.6-5.8 | 5.6 |
Copper plating electrolytes for depositing thick layers of copper
.
Composition and mode of operation:
| Electrolyte composition (g/l) and operating mode | Electrolyte No. 1 | Electrolyte No. 2 | Electrolyte No. 3 |
| Copper sulfamic acid (NH2SO3)2Cu | 240-260 | 200 | 200 |
| Sulfuric acid H2SO4 | 60-70 | 50 | 30 |
| Anthracene sulfonated | 0,2 | — | — |
| Temperature, °C | 37-39 | 25-38 | 18-20 |
| Cathode current density, A/dm2 | 4-10 | 2-5 | 1-3 |
| Mixing | + | + | — |
| Filtration | Periodic | Periodic | Periodic |
Electrolytes for depositing thick layers of iron.
To apply thick layers of iron, sulfate and chloride electrolytes are used.
Ferrous sulfuric acid electrolytes.
Composition and mode of operation:
| Electrolyte composition (g/l) and operating mode | Electrolyte No. 1 | Electrolyte No. 2 | Electrolyte No. 3 | Electrolyte No. 4 |
| Iron sulfate FeSO4 | 180-200 | 400 | 350 | 120 |
| Magnesium sulfate MgSO4 | 40 | — | 250 | 20-25 |
| Sodium bicarbonate Na2CO3 | 25-30 | — | — | 5-10 |
| Sodium chloride NaCl | — | 200 | — | — |
| Cathode current density, A/dm2 | 0,1-0,15 | 10-20 | 10-20 | 3-4 |
| Temperature, °C | 18-20 | 90-100 | 102 | 75-80 |
Iron chloride electrolytes.
Composition and mode of operation:
| Electrolyte composition (g/l) and operating mode | Electrolyte No. 1 | Electrolyte No. 2 | Electrolyte No. 3 | Electrolyte No. 4 |
| Iron chloride FeCl2 | 450 | 500 | 500 | 700-800 |
| Calcium chloride CaCl2 | 500 | 150 | — | — |
| Sodium chloride NaCl2 | — | — | 950 | 9 |
| Hydrochloric acid HCl | 0,2-0,5 | 3-4 | 2-3 | 3-4 |
| Cathode current density, A/dm2 | 10-20 | 20 | 10-25 | 10-20 |
| Temperature, °C | 90-100 | 106 | 95-100 | 100-105 |
In decorative galvanoplasty, ironing processes are almost never used, because this is more the prerogative of industrial production, in the manufacture of matrices or molds. In decorative electroplating, copper plating electrolytes and less often nickel plating electrolytes are most often used, followed by applying a thin layer of silver or gold to a copper or nickel model of a product, or some other method of giving the model or product a marketable appearance.
Electroplating is a very delicate process and requires constant control over the product. The processes of galvanoplastic deposition of thick layers can be quite long in time, depending on the required thickness of the deposited layer, and can last from several hours to several weeks.
What is needed to prepare electrolyte?
How to make electrolyte at home? First, let's choose the right container for storage: it should be a container made of an inactive substance (glass or plastic), durable, and tightly closed with a lid to prevent oxygen from entering the electrolyte.
Chemistry is an exact science. Each substance used will have to be measured to the nearest hundredth of a gram. You will need high-quality weighing equipment, preferably electronic. If there is no opportunity or desire to buy scales, take small change from the Soviet period; coins then had an accurate weight.
The most difficult thing for an ordinary citizen to obtain is the acquisition of reagents for the production of electrolyte. Many substances are prohibited for sale to individuals, only to industrial enterprises with special permission. Dangerous reagents will not be sold to ordinary people!
On video: Current 60A at home or homemade electroplating.
Methods of applying zinc coating
Anti-corrosion galvanizing is performed in various ways, and the service life of the coating depends on the thickness of the protective layer.
The method of applying the coating depends on its required properties, the size of the product, and the conditions of its further operation.
The simplest and most technologically advanced, but insufficiently providing resistance to mechanical impacts of the protective layer, is cold galvanizing using primers that contain large quantities of highly dispersed zinc powder.
In terms of the volume of galvanizing production, hot galvanizing ranks second. The coating obtained in this way is high-quality and durable, but environmentally unsafe, since molten zinc is used, and maintaining its temperature slightly less than 500 ° C requires a large amount of electricity and chemical surface preparation methods.
Very similar to hot-dip galvanizing, a more technologically advanced, but less productive method of thermal diffusion application of a protective layer. It is used when high demands are placed on the thickness and appearance of the coating.
Another galvanizing method is thermal gas spraying, which is used to protect large-sized products and structures that simply cannot be placed in a bath.
Galvanic galvanizing does not have many of the disadvantages of other coating methods and has its positive aspects.
Galvanic chrome plating and silver plating
Chrome plating is carried out in order to increase durability and protection from external influences, but do not forget that chrome-plated products look quite impressive.
Especially if these are rims of a cool luxury car or motorcycle parts. So, as for the process itself, before chrome plating, copper or nickel plating is carried out, as a more neutral and universal method. Or the product is first coated with nickel, then copper, and only after that proceed to chrome plating. Substances such as lead, tin and antimony are used as an electrolyte in the following proportions: 85×11×4%. Unlike copper plating or nickel plating, the chrome plating process allows you to adjust the coating shade and color; they depend on the temperature and composition of the electrolyte. For example, to achieve a shiny shade, it is necessary to heat the electrolyte to a temperature of 35-55 degrees, a milky shade - the temperature must exceed 55 degrees, a matte shade - below 35 degrees.
And the color can vary from dark blue, agate, blue to black. After coating, the product is washed in a soda solution and polished with special pastes.
Before silvering, the product, just as in the first two cases, is first coated with nickel. The electrolyte is made from silver chloride, soda ash, ferric potassium cyanide and distilled water. The temperature of the electrolyte should not exceed room temperature, and graphite plates are used as the anode.
Features of the independent procedure
In order to correctly and reliably carry out the process of applying chromium with your own hands, you should take into account all the characteristic features of the chemical and physiological transformations that are taking place. Most of the chemical elements involved in chrome plating are represented by particularly dangerous elements, therefore, before starting experiments with chrome coatings, it is necessary to carefully study the theoretical side of the process.
Chrome gives the surface a remarkable appearance, thanks to which the product takes on a very elegant appearance. Electroplating opens up great opportunities for improving the decorative, physiological and chemical qualities of materials. Chrome is extremely resistant to aggressive environments, it does not darken under the influence of the environment, thanks to which it has found wide application in the design of car body parts and parts of elements operating in difficult conditions. The thickness of the shiny coating is very small: from 0.075 to 0.25 millimeters.
Unlike nickel, in most cases chromium is not used as a metal. For this, a light layer of galvanization is used. This kind of layer consists of copper and requires the use of technological influences, complicating an already difficult process.
Another problem that can stop you from completing the task is obtaining reagents. The main component is a chromium compound (CrO3), also known as chromium anhydride. An unpleasant feature of its use is that chromium oxide is the most powerful poison, the lethal dose of which is 6 g. This compound has a small turnover, which is strictly controlled by the state.
Residues resulting from the completion of chrome plating must be disposed of in accordance with a special procedure, and not enter the sewer or soil. The element is a strong carcinogen: if it appears on the skin, there will be very severe irritation, including eczema and dermatitis, and a tumor may form.
Electroplating process
Electroplating at home is carried out using reagents. Difficulties may arise at this stage - many chemicals are available only to those who have previously received permits.
Care must be taken to properly store the components. Reagents, as well as ready-made electrolytes, are placed in glass or durable plastic containers with lids.
When preparing the composition, it is extremely important to measure all components with great accuracy - it is best to use electronic scales for this.
Preparatory process
The quality (uniformity, strength) of the finished coating directly depends on the correct preparation of the surface for galvanization. In many cases, removing contaminants and degreasing is not enough - sandblasting may be necessary. Sometimes sanding with special pastes or sandpaper is required.
At home, alcohol and other organic solvents are often used to remove greasy film and other contaminants from surfaces. Degreasing solutions may also be used.
When preparing for galvanization of steel and cast iron products, a solution containing soda ash, caustic, and silicate glue is used (per 1 liter - 50 g, 20 g and 5-15 g, respectively). The solution temperature is 70-90°C. To clean objects made of non-ferrous metals, use a solution of sodium hydrogen phosphate and household solid soap (10-20 g/1 l each). During the procedure, the temperature is 90°C.
Safety precautions
When carrying out galvanic operations, the master is obliged to observe safety precautions. The danger of this technological process lies in the use of toxic chemical components. Heating the electrolyte to high temperatures complicates the situation. Harmful fumes affect the respiratory system, and there is a risk of chemical burns to the skin and mucous membranes.
The work must be carried out in a non-residential premises equipped with good ventilation - in a workshop, outbuilding, garage. Grounding is required.
Eyes need to be protected with glasses. Hand gloves should be soft enough but durable. You will also need an oilcloth apron and rubber shoes.
You cannot drink or eat at the workplace - there is a high risk of harmful substances settling on the products, which will lead to poisoning.
Before starting work, you should definitely study special literature with an accessible description of the features of the process.
How to prepare the product
Having collected the weight of the necessary components, prepared the containers, heating system and power source, we proceed to preparing the product that we want to process.
In order for the metal from the electrolyte to settle in an even layer on the object, it must be very well cleaned, otherwise the galvanic coating at home will turn out uneven and fragile. Some items will simply need to be degreased, others will require cleaning with sandpaper and grinding to remove corrosion and “burrs” from the surface.
Important! High-quality degreasing is provided by acetone solution, alcohol and even gasoline.
Steel products are kept for several minutes in a solution of sodium phosphate heated to 90 degrees. Non-ferrous metals are also degreased in sodium solution, but without heating.
Thickness of silver plating depending on operating conditions and purpose of parts
Silver is resistant to alkaline solutions and most organic acids; concentrated sulfuric acid can dissolve the metal only when boiled, and hydrochloric acid only when heated significantly. Under the influence of ammonia and chlorine, a thin film is formed on the surface of silver, which increases the resistance values and complicates the soldering process; the metal loses its advantages. To prevent negative phenomena, a special finishing technology is used.
The special physical and chemical characteristics of the coating determine the method of silvering and the specific area of use of coatings; the coating is widespread, regardless of the high cost and scarcity of the metal. Silvering of products is used to increase the reflective characteristics of optical and lighting devices, to reduce the contact resistance and parts in contact with each other, to increase resistance to corrosion processes and for decorative purposes in the manufacture of jewelry.
How is galvanization used in cosmetology?
This procedure recently began to appear in the price lists of beauty salons. Galvanization is used to cleanse facial skin. Under the influence of current, cosmetologists manage to penetrate into the deepest layers of the dermis to remove all impurities. Electricity causes dead skin particles and sebum to dissolve and come to the surface.
In addition to the fact that galvanization effectively cleanses the face, this procedure has another powerful advantage over other beauty salon services - painlessness. If during peeling patients often feel discomfort, then cleaning with electric current does not make itself felt in any way. And the results of the procedure are all kinds of skin improvements:
- cleansing clogged pores;
- improvement of skin quality: it becomes smoother, more elastic and soft;
- removal of small facial wrinkles;
- saturation of the skin with nutrients;
- removal of age spots;
- smoothing out acne and acne scars.
Preparations for galvanization
When galvanizing in medicine and cosmetologists, they use solutions of elastin and collagen in ampoules. All medications are prescribed individually by a cosmetologist. Herbal infusions demonstrate good effects.
Biogenic stimulants prepared from:
- Tissues of animal organisms;
- Plant extracts;
- Estuary mud.
Acids used:
- Ascorbic acid. Takes an active part in the creation of procollagen, collagen, improves permeability in capillaries;
- Salicylic. Acts as a distracting, irritating and antiseptic substance;
- Nicotine. Shows vasodilating and stimulating effects;
- Caffeine. Breaks down fats into fatty acids under the influence of the lipase enzyme.
Various special-purpose buffer solutions, medications and serums are used. The result from such procedures is much more effective than from regular application of cosmetic substances to the skin.
Galvanization efficiency
A clearly and correctly performed galvanization procedure entails a train of positive effects:
- Joints become more mobile;
- Blood circulation processes are activated;
- Chronic swelling is minimized;
- The formation and metabolism of protein in the body improves;
- Injured tissues are healed;
- Much more oxygen enters the cell tissue;
- Removing toxins from the human body;
- Acts as pain relievers;
- Has lymphatic drainage and regenerating effects;
- Water-salt metabolism is brought to the proper level;
- Fecal and urinary incontinence is cured;
- Muscle tissue atrophy is well eliminated.
Electroplating at home with muric acid
Muria – from the Latin muria “brine, salt solution”. There is no such element in the periodic table. This is what chemists called chlorine gas Cl2. Muric acid is hydrochloric acid HCl. It is similar to sulfuric acid and is colloquially called soldering acid.
The process of electroplating in hydrochloric acid using a copper anode looks like this:
- A steel workpiece and a piece of copper are connected to the supply terminals, observing the polarity (the workpiece is connected to the minus, the copper to the plus);
- the bath is filled with electrolyte: water and hydrochloric acid – 5:1;
- both elements are immersed in the solution, the clamp on the part is attached to a place where galvanization is not needed, or is constantly shifted during the coating process;
- the solution is periodically mixed during operation to ensure uniformity of the layer.
Attention! When mixing the electrolyte, the acid is poured in a thin stream into the water, and not vice versa. Stir with a glass rod and safety glasses.
A certain distance is maintained between opposite electrodes to avoid areas of rapid copper deposition. The product will be covered with a thin coating; it is difficult to achieve a thick layer. The time required for coating can reach several hours.
Table 1 copper plating
| Substance, g/l | №1 | №2 | №3 | №4 | №5 | №6 |
| Copper sulfate | 200-250 | 60-80 | — | 200 | 300 | 250 |
| Copper chloride | — | — | 20-30 | — | — | — |
| Nickel sulfate | — | — | — | — | 1 | — |
| Chromium anhydride | — | — | — | — | — | 2 |
| Thiourea | — | — | — | 0,44 | — | — |
| Gelatin | — | UP TO 1 | — | — | — | — |
| Sulfuric acid, (pl. 1.84), ml/l | 30-45 | 100-120 | — | 28-32 | 40-45 | 12-15 |
| Salt solution, (pl. 1.19), ml/l | — | 7,7-8 | 310-450 | — | — | — |
| Acetic acid, (pl. 1.05), ml/l | — | — | 5-9 | — | — | — |
| Ethyl alcohol (96%) | until 6 | — | — | — | 1-2 | — |
| Temperature, °C | 18-40 | 18-25 | 12-25 | 12-20 | 40-45 | 10-25 |
| Pl. current, A/dm2 | 1-30 | 1-5 | 1-1,5 | up to 7 | 3-10 | 5 |
The recipe for such a copper plating electrolyte is listed in Table 1 under No. 1. It is a copper plating electrolyte that is most widely used both in industry and in laboratory practice. It is characterized by high stability of the chemical composition during storage and during operation, and great flexibility of operating modes. By changing the electrolysis modes and the concentration of the main components, it is possible to obtain coatings for a wide variety of purposes. Ethyl alcohol present in this solution is not an essential component. Its presence significantly improves the quality of the deposited copper, making the coating structure more dense and significantly reduces the grain of the metal, which allows electrolysis at increased current densities. The current density should not exceed 2 A/dm2 when operating the bath at room temperature without stirring or filtration. In baths stirred with compressed air, the current density can be increased to 5 A/dm2, and when the solution is heated to 40°C even up to 10 A/dm2. Thanks to the introduction of ethyl alcohol or phenol into the electrolyte, the maximum permissible current density increases by 1.5...2 times. By using intensive stirring, continuous filtration and heating the liquid to 40°C for a solution with such additives, it is possible to increase the cathode current density to 30 A/dm2, thereby accelerating the electrolysis process.
Acid sulfate electrolytes can help out in cases where it is not possible to prepare special solutions intended for direct copper plating of iron and its alloys. And although working with a sulfate electrolyte in the absence of a sublayer is very difficult, which is associated with contact precipitation of copper on the surface of the workpiece, when special organic additives are introduced into the solution that inhibit the contact exchange process, it becomes possible to obtain coatings from such compositions that are sufficiently firmly adhered to the base material. The most readily available organic compounds suitable for this purpose are gelatin and wood glue. An example of this type of electrolyte is recipe No. 2. It differs from the standard sulfate solution, in addition to the presence of an organic additive, in a lower concentration of copper salts and a higher content of sulfuric acid. In the absence of gelatin, it can be replaced with the same amount of any collagen wood glue: bone, flesh or fish. Before preparing the working solution, these components are dissolved in warm water until a syrupy mass is obtained and in this form they are poured into the electrolyte. These additives should be introduced very carefully, in small portions and in a total concentration of no more than 0.8-1 g/l, not forgetting to perform a test treatment of the workpieces after each adjustment of the electrolyte composition.
It is necessary to start processing parts in the proposed solution with a jolt of current. In practice this is done as follows. First, a voltage of 5...7 V is established on the electrodes of the bath, after which the workpieces are lowered into the electrolyte. Then, very quickly within 1...2 s, the voltage is increased so that the cathode current density exceeds the maximum permissible value for a given composition by 3...5 times. After 30...60 s, necessary for the surface of the parts to be completely tightened with copper, the current strength is gradually reduced over 1.5...2 minutes to the lower permissible limit. As the thickness of the deposit increases, the current density can be increased. Chloride-acetate electrolyte No. 3 is very simple in composition, intended for direct copper plating of iron and its alloys. Electrolyte No. 4 is used when it is necessary to obtain semi-shiny coatings at room temperature. Electrolyte No. 6 is also used. Due to the presence of a small amount of chromic anhydride in it, which effectively dissolves large crystals and build-ups of copper, it becomes possible to obtain dense, uniform coatings of great thickness at increased current densities. Bathtub No. 5 has decent performance. The coatings deposited in it contain a small amount of nickel. Its increased operating temperature makes it possible to increase the current density, which, when mixing the solution with compressed air, can reach 10 A/dm2.
The preparation of acidic sulfate electrolytes is not difficult. First you need to dissolve the copper sulfate, and this is best done in warm or hot water. After cooling the solution to room temperature, the liquid is filtered, and then sulfuric acid is carefully poured into it, in a thin stream and with continuous stirring (otherwise the liquid may quickly heat up and splash, which can lead to severe burns). It should be remembered that the solubility of copper sulfate decreases significantly with increasing acid concentration. With an increased content of copper sulfate, it crystallizes on the walls of the bath and, even worse, on the anode, complicating the electrolysis process. As a result, the resulting sediments have a coarse-crystalline structure. To eliminate this phenomenon, you should reduce the concentration of copper salts in the electrolyte by diluting it with water. If the content of sulfuric acid is insufficient, loose, spongy, easily abraded sediments are obtained, completely unsuitable for practical purposes. At the same time, the dissipative ability of the bath is reduced, and the anodes are covered with a thin coating. This deposit has increased electrical resistance, as a result of which the current density decreases several minutes after the start of the electrolysis process. In this case, it is necessary to add pure sulfuric acid to the electrolyte in an amount of 10% of the amount prescribed in the recipe.
Coatings made from copper-based alloys have a very beautiful appearance. Compared to pure copper deposits, such alloys have higher mechanical strength and corrosion resistance. Due to the reduced productivity of the baths, it is advisable to apply such coatings only on a predeposited copper layer of sufficient thickness.
What is electroplating?
Electroplating is a process that uses electric current to reduce dissolved metal cations so much that they form a single coating on the metal of the electrode. The term is also applied to characterize electrical oxidations from anions on a solid support, such as in the formation of silver chloride on silver wire, silver chloride electrodes. Electroplating is mainly used for
changing the surface properties of an object:
- Eliminate physical damage and increase wear resistance;
- Increases corrosion protection, reduces slip;
- Improved aesthetic qualities;
- Galvanic processes are also used to increase thickness on low-growing parts of an object or to form densities.
The process that uses galvanic etching is called electrodeposition. It is the opposite of galvanic action. With its help, you can carry out both electrical cleaning of a part and apply galvanic coating to it. It depends on what the part is connected to (anode or cathode). The vessel of the galvanic bath is filled with an electrolyte containing one or more dissolved metal salts, which increases the passage of electric current and promotes the formation of ions.
Once direct current is applied to the anode, its constituent metal atoms are oxidized and dissolved in the electrolyte. At the cathode, the reverse process is observed - dissolved metal ions begin to precipitate, forming a coating. The rate at which the anode dissolves depends on the surface area of the cathode along which the electric current flows. This is how galvanic four-chamber automated baths work.
The longer the object remains in the bath's electrical environment, the thicker the coating layer will become. For example, after electroplating, the gold-plated metal layer can be as thin as 10 microns for real gold and 20 microns or more for silver-plated devices.
The shape and contour of the object can affect the thickness of the coating. Metal objects that have sharp corners and edges tend to have a thicker coating at the corners and a thinner coating in the recesses. This occurs because direct current flows more densely around the outer edge of an object than in the recesses. Items such as watches with sharp faceted corners and rings are difficult to process evenly. Because of this correspondence, it is necessary to use different current levels and angles of influence.
With rare exceptions, galvanic processes will not hide pre-existing surface defects (such as scratches and dents); on the contrary, they may even make them more visible. Therefore, it is necessary to rub or physically treat any surface before applying the coating.
As a result of galvanic action, the internal structure of the material remains unchanged. For deep impact, various technologies are used, for example, chemical techniques, shot blasting, etc.
Table 2 alloys
| Substance, g/l | №1 | №2 | №3 | №4 | №5 | №6 |
| Copper sulfate | 40-55 | 25-35 | 20-30 | — | 23-27 | 120-135 |
| Copper fluoride | — | — | — | 9-10 | — | — |
| Zinc sulfate | 35-55 | — | — | — | — | |
| Zinc hydrogen phosphate | — | 35-45 | — | — | — | — |
| Tin chloride | — | — | 3-5 | 22-25 | — | — |
| Nickel sulfate | — | — | — | — | 480 | 310-330 |
| Sodium hydroxide | 80-100 | — | — | — | — | — |
| Sodium orthophosphate | — | 180-200 | — | — | — | |
| Potassium sodium tartate | 380-420 | — | — | 25-30 | 25-30 | |
| Potassium pyrophosphate | . | — | — | 350 | 65-70 | 65-70 |
| Ammonium hydrogen phosphate | — | 25-50 | — | — | — | — |
| Trilon B | — | 20-60 | — | — | — | — |
| Gelatin | — | — | — | 0,2-0,4 | — | — |
| Orthophosphate, concentration (pl. 1.7), ml/l | — | 60-120 | — | — | — | |
| Temperature, °C | 45-50 | 18-24 | 18-25 | 18-25 | 55-60 | 55-60 |
| RN | — | 1,1-2 | — | — | 9,2-9,6 | 9,2-9,6 |
| Pl. current, A/dm2 | 1-1,5 | 1-25 | 0,5-1 | 1-2 | 0,5-1 | 1,5-20 |
| Contents copper,% | 70 | 90-95 | 80-90 | 80-90 | 30-40 | 80 |
Table 2 gives compositions that make it possible to obtain alloys of the brass type - recipes No. 1 and 2, copper-tin bronzes - recipes No. 3, 4 and copper-nickel alloys of the Monel-metal type - recipe No. 5 and cupronickel type, recipe No. 6. The color of the resulting coatings ranges from pink through various shades of yellow to white with a blue tint.
When working with electrolyte No. 1, the anodes must be made of L68 brass. For composition No. 2, separate anodes made of copper and zinc are more suitable, and the ratio of their areas should be approximately 7...9 to 1. In addition, it is necessary to provide a separate current supply to each group of anodes with the possibility of individual adjustment of the current strength. When working with bronzing electrolytes, anodes made of yellow bronze sheets are used, for example, Br.OFYu-0.1, Br.OF7-0.2, etc. The optimal ratio of cathode and anode areas is from 1:2 to 1:3.5 both when brass plating and when covering parts with bronze. To deposit nickel-copper alloys, you will need anodes made of an alloy containing 60...70% Ni 40...30% Cu for electrolyte No. 5 and cupronickel for recipe No. 6. It is also possible to use separate anodes with a corresponding distribution of their areas. For these alloys, the optimal ratio of cathode to anode area is 1:1.
The final stage of workpiece processing begins with chemical or electrochemical polishing. Their recipes and processing modes are summarized in Table 3.
What is electroplating
In hardware cosmetology, with the help of galvanization, rehabilitation procedures are carried out in case of health difficulties. One of the methods of rehabilitation is galvanization - exposure of the human body to direct electric current of low voltage and strength.
Galvanic current, passing through the cells of the body, enters various tissues and organs, influencing the course of natural biological processes. Activates intracellular synthesis, blood circulation and the formation of the physical and chemical work of the endocrine system. It has a profound effect on both the skin and the entire body as a whole.
The procedure is painless. For the therapeutic and cosmetic work of galvanization, wherever it is performed: on the head, neck, torso or limbs; The physiotherapist is closely observing. Before entrusting the problem area to the doctor, you should remove all metal parts of the wardrobe and expose, if necessary, the part of the body that will undergo treatment.
Afterwards, it is advisable for the patient to rest for about 30 minutes, and the doctor will observe the body’s response to the influence of electrical signals.
Features of electroforming
Using this method, objects are copied down to the smallest detail. Electroplating allows the production of products with complex configurations that cannot be reproduced in any other way. Fragile workpieces gain strength and a different appearance when coated with metal. The material of the workpiece does not matter, since it remains inside. The copy is as close as possible to the original.
The use of both types of electroplating at home allows for the production of decorative jewelry, protective coatings and simply beautiful things. A correctly selected electrolyte and a well-organized electrochemical process is all that is needed for this.
Materials that cleaning chemicals cannot remove
Particles of various materials or defects present on the cathode being prepared may not be removed by chemicals. These include the following items:
- welding solder residues and slag;
- drops of various resins or their residual coatings;
- deep damage in the form of burrs or uneven edges;
- layers of burnt fat or remains of enamels and paints.
It is unacceptable to start working with the product until foreign inclusions or coatings have been completely removed.
Devices for home use
To carry out galvanization at home, try to use a compact and effective device.
There is a wide choice on the market of galvanic devices:
- Nevoton AK – 201;
- Potok-BR;
- Gezatone “Beauty Lifting”;
- Elfor –Prof;
- Electroplating UMS-12 “Golden Spoon”
- AGP – 33.
Today, the action of direct electric current is the most common lifting method.
As a result of aging and wear and tear of the body, all processes occurring in the cells are slowed down, which affects the state of health and appearance. Galvanization will help restore the previous biological rhythm, heals and rejuvenates the entire body.
Thanks to the use of galvanization in cosmetology, the path to solving many problems is shortened, without painful procedures at minimal cost.
Features of electroforming
Electroplating is an electrochemical method of giving an object a certain shape by depositing metal on it.
Most often, this method is used when processing non-metallic objects with metal or when making copies of jewelry. If during electroplating the product does not have electrically conductive properties, then it is first coated with graphite, sometimes with bronze. The master then makes a cast of the copy and begins the galvanic process. The cast material used is gypsum, graphite or easily melting metal.
Electroplating is a very interesting and educational process, but it involves active substances that can be harmful to health and cause damage to property or the environment. Therefore, before you start electroplating with your own hands, you need to take all safety measures, study a little theory of the process and the behavior of chemical reagents.
Electrotype. Copper electrodeposition for plasma expansion.
Electroplating is the production of a relatively thick layer of metal deposits on the surface of an object.
The purpose of electroforming is to reproduce the shape of an object through the electrolytic deposition of metals. With galvanoplasty, the deposits are massive, durable, and easily separated from the surface to be coated. The main use in electroforming is copper; more limited use of iron, nickel, silver, gold. In the electroplating production of pipes and other hollow objects, electrolytic deposition is carried out on cores of low-melting alloys, which are then removed by heating above their melting point.
Electroplating at home with muric acid
Muria – from the Latin muria “brine, salt solution”. There is no such element in the periodic table. This is what chemists called chlorine gas Cl2. Muric acid is hydrochloric acid HCl. It is similar to sulfuric acid and is colloquially called soldering acid.
The process of electroplating in hydrochloric acid using a copper anode looks like this:
- A steel workpiece and a piece of copper are connected to the supply terminals, observing the polarity (the workpiece is connected to the minus, the copper to the plus);
- the bath is filled with electrolyte: water and hydrochloric acid – 5:1;
- both elements are immersed in the solution, the clamp on the part is attached to a place where galvanization is not needed, or is constantly shifted during the coating process;
- the solution is periodically mixed during operation to ensure uniformity of the layer.
Attention! When mixing the electrolyte, the acid is poured in a thin stream into the water, and not vice versa. Stir with a glass rod and safety glasses.
A certain distance is maintained between opposite electrodes to avoid areas of rapid copper deposition. The product will be covered with a thin coating; it is difficult to achieve a thick layer. The time required for coating can reach several hours.
Safety requirements
If electroforming is performed at home, many factors must be taken into account. During the process, the bath must be in an isolated room. Children and animals who can knock over everything should not be allowed into this room. The DC source should be checked regularly to ensure it meets its rated specifications. It is better to work with gloves and safety glasses, and also wear an apron or work coat.
Imagination and dexterity will help realize bold artistic ideas. You can coat not only metal conductive products, but even plastic ones coated with graphite spray. This pleasure is not cheap, but the expenses will be repaid by the pleasure of the creative process.