One of the leading indicators characterizing the operation of an enterprise is the production capacity utilization rate. Persons involved in organizing the labor process need to know what this parameter describes and how its value is determined.
The ratio provides information useful for optimizing the production process
Determination of the coefficient
This ratio shows how much production equipment is used in practice, compared to the figure achieved at the maximum possible load on the line. It is one of the indicators of a company’s productivity and makes it possible to evaluate the effectiveness of the technologies and work methods used, and to identify problems with the rational operation of machines. This will contribute to better alignment of the production process and optimization of equipment use.
Important! The coefficient can be used not only to evaluate the performance of a factory, workshop or other industrial enterprise, but also for a company engaged in trade or providing services to the public. This is how they determine how productive the team and the technical means used are.
Information collection method
At first, data for calculating real and potential power values is collected manually and entered into specially prepared reports. Once the second value has been established, subsequent calculations can be automated based on available data and trends.
To eliminate emerging contradictions, the plywood production plant sells products to its own product groups at market prices.
Thus, he is interested in providing for his colleagues as best as possible, since selling to colleagues is easier than on the open market. However, product groups - buyers pay only marginal costs for the same products. This means that when developing their marginal cost calculations for finished furniture items, they do not take into account the market price of plywood, but only the standard marginal costs of the plywood mill included in it. Consequently, the question of choosing between in-house production or external suppliers is decided in favor of in-house production, which ensures optimal capacity utilization of the plywood plant. Of course, with this method, the amount of coverage for this production is taken into account twice, since the market price of plywood for its own product groups is applied [p.87] B. The stability of production for a particular enterprise can also be assessed by comparing the actual volume of output with the maximum possible (for example, with production capacity ). The practice of production activities has confirmed the optimal capacity utilization of the enterprise to be 70% - 80%. With less load, losses from machine and equipment downtime increase. With more, the risk of unforeseen breakdowns and accidents increases, and this means extra costs for unscheduled repairs and overtime work. If such capacity utilization is maintained for a sufficiently long period, production can be considered stable. True, this indicator is not always possible to obtain. Sometimes, external accounting reports contain insufficient information about the used production capacity of the enterprise. [p.280]
Because the buyer is involved in production, the design of the service activity and the design of the service itself usually become inseparable. The critical moment of any activity is optimal capacity utilization, and therefore costs. Wide and rapid fluctuations in demand, as well as the use of finished product inventories as buffers, make the task [p.73]
Optimal capacity utilization 287 [p.479]
Intensification of production is an economic process based on the use of increasingly efficient means of production and improved forms of labor organization and technological processes in accordance with the achievements of scientific and technological progress. The transition to a predominantly intensive path of economic development involves strengthening the economy regime, more rational use of fixed production assets, increasing capital productivity based on optimal capacity utilization, full use of the capabilities of technology, growth of production without increasing or decreasing the number of employees as a result of increased labor productivity, rational use of labor resources improving the quality of products, improving their consumer properties while reducing costs per unit of the final product, increasing the output of products of the highest quality category, rational use of resources by reducing material intensity, increasing the yield of final products per unit of material resources, reducing losses and making full use of waste. [p.168]
Plans for auxiliary workshops are established based on the enterprise’s needs for their products and services, as well as the optimal loading of equipment and the use of production capacity. When calculating the enterprise's needs for the work and services of auxiliary workshops, progressive standards must be applied. If there are capacity reserves, it is recommended to set planned targets for these workshops, taking into account the supply of products and the fulfillment of orders for other enterprises. [p.353]
In material flow management, one of the main problems is choosing a supplier. For an oil refinery, the key issue is optimal capacity utilization. With the purchase scheme, the number of oil suppliers is limited, they are all well known, so the problem of choosing suppliers was not particularly pressing. When a refinery operates on a tolling basis, the situation changes, since the number of suppliers increases significantly, and a large number of unknown companies with no experience in the oil business make offers to supply tolling raw materials. All these factors require the development of certain algorithms for working with suppliers of on-demand petroleum raw materials. [p.243]
Costs can be considered sufficiently justified if the production capacities of the departments have optimal utilization. [p.280]
The leading link is the main element of the enterprise’s activity, determining its ability to improve production efficiency. For example, optimal utilization of production capacity 48 [p.49]
Very few organizations manage fluctuations in demand with a single strategy. In manufacturing, the same organization can use overtime, inventory, and demand management and still not achieve optimal equipment utilization. In service firms, despite demand management and part-time work, there will always be idle capacity during slow periods and queues during periods of peak demand. [p.149]
Using the method allows you to formulate prices taking into account the optimal utilization of production capacity and obtaining maximum profit. Products are identified that significantly increase gross profit. If there is a free market in the country, the enterprise will be able to change the production program so that more profitable products replace less profitable and unprofitable ones. [p.372]
Model for optimizing production capacity utilization. In general, the problem of optimal utilization of production capacity can be formulated as follows. [p.526]
Optimal loading of equipment and production areas, acceleration of time to achieve the design productivity of equipment, elimination of bottlenecks, ensuring compliance of the capacities of individual sections, high-speed methods of work, scientific organization of labor and production, rational use of production areas. [p.167]
In the absence of deviations from contractual delivery dates, forecasts are not provided to line managers. However, in practice, this situation is very rare, since with ten-day delivery times, in order to ensure the normal operation of workshops and production, it is always necessary to have at least a half-month or a month’s supply of raw materials. Forecast information is of great technical and economic importance, since it makes it possible to timely solve problems in the field of optimal loading of raw materials into technological systems and adjusting their operating modes. The latter is extremely important, especially for large-scale industries equipped with units and installations of large unit capacity, the shutdown of which due to lack of raw materials leads to a significant increase in production losses and higher prices for products. [p.149]
At the request of the production manager, he is presented with data on the most favorable technological regime, which he, through the information and computing center, if necessary, replicates and brings to the attention of all workshops (departments, sections) so that all heads of production departments clearly understand the working conditions associated with incomplete loading of production capacities. With this organization of work, production managers (shops, departments) can use a computer to select not only the optimal technological mode when capacity is not fully utilized, but also prepare in a timely manner for the transition to accelerated operating modes. [p.150]
The data presented in the statement show that when using normative methods, operational calculations for monitoring and economic analysis of the results of fulfilling planned targets to reduce the cost of individual products and semi-finished products are significantly simplified, since the actual absolute reduction is the sum of cost changes in norms and deviations from them, recorded promptly as of any date. In such calculations, it is only necessary that the planned target for reducing the cost of production over time is always compared with the specified amount. Consequently, the depth of analytical calculations in these cases is really limited by the possibilities of differentiating the plan target for reducing costs per unit of production and by its absolute level over time. Moreover, such a task must be strictly linked to the timing of completion of planned measures to reduce resource consumption, subject to optimal utilization of the existing production capacity of the enterprise. The results of the implementation of planned tasks to reduce production costs [p.186]
The simplex method is one of the main linear programming methods. It is universal and most suitable for solving a wide range of economic problems. With its help, it is possible to optimize the production program and the level of use of production capacity, implement optimal loading of equipment, optimal composition of mixtures, optimal operational scheduling, etc. [p.122]
Calculation of production capacity in periodic production when using technologically interchangeable equipment has its own specifics - the optimal load of equipment of each type is determined. [p.73]
The optimal size (capacity) of a production process is usually understood as such a value that allows the use of the most advanced high-performance equipment with rational loading. In the main industries, design institutes develop standards for optimal capacities for the main stages of production. Improvement in the use of optimal capacity is facilitated by the development of modular design of production units. In this case, the production structure is formed from individual stages of optimal capacity, which makes it possible to determine the size and profile of the enterprise. [p.59]
Advertising plays a huge role in maintaining and strengthening a company’s position in the market. Anyone who refuses advertising to save money acts like those who stop the clock to save time - these catchphrases are well known. Advertising includes a system of activities through which the sale of products on the market is stimulated through the use of special advertising means. In accordance with the tasks that an entrepreneur sets for advertising, the following types of advertising can be named: advertising with the aim of promoting new types of products of the enterprise; supporting advertising, which is designed to neutralize the pressure exerted by competing firms and ensure the preservation of sales; stabilizing advertising, used in case of danger of weakening the company’s position in the market; market as a result of activities undertaken by competing companies. Carrying out retaliatory advertising countermeasures requires considerable financial costs and, finally, advertising aimed at expanding sales. If sales are insufficient to ensure optimal utilization of production capacity, the goal of advertising becomes the development of new markets and expansion of sales. The spheres of influence of advertising can be varied and even unexpected for some entrepreneurs. Advertising is not only a sales promotion factor, but also has an impact on various spheres of social life. [p.57]
The most vulnerable are organizations that rely on a cost minimization strategy based on capacity utilization. It is usually considered that 95% of the maximum load is optimal. With a higher load, the rate of equipment wear disproportionately increases; with a lower load, the cost of production sharply increases, due to the actual death of part of the capital invested in this equipment and an increase in the share of specific fixed operating costs. [p.285]
Ensuring the rhythmic implementation of the production program Reducing production defects Optimal utilization of technological equipment, production facilities and workers Economical use of resources Labor protection of workers and the environment [p.197]
Minimize production costs subject to optimal utilization of production capacity. The underlying approach to this response is based on specialization, division of labor and economies of scale. Modern communications organizations can fully realize economies of scale due to the spatial concentration of service production. However, this principle is quite difficult to implement in those regions where there is no great need for communication services, and fixed costs are relatively high. This approach was also called the principle of maximum decentralization [p.95]
The size of each installation can be different (within certain limits), which corresponds to an infinite number of options (a continuous ensemble of investments). In addition, the calculation of operating costs requires knowledge of the management methods of this equipment (nature of raw materials, degree of capacity utilization, etc.). To carry out a complete calculation, it is necessary to use mathematical programming models that make it possible to simultaneously determine the optimal power of installations under construction and control parameters. [p.469]
In addition, MRP systems make it possible to ensure the most optimal utilization of production capacity. A capacity planning system (CLP) is applied to production personnel and equipment in the same way as an MRP system is applied to materials. Purchasing materials on schedule loses all meaning if the enterprise does not have equipment for the planned processing of materials into finished products. Thus, the effect is achieved only by combining PZM and PPM. [p.428]
The simplex method can be successfully used to optimize the loading of interchangeable equipment with a wide range of products, as well as to determine the production capacity of equipment and areas under optimal conditions and establish the facility’s production program. [p.73]
The tasks of drawing up an optimal plan for loading equipment, which ultimately ensures the largest volume of output in a given assortment, also include some other particular tasks, for example, calculating production capacity based on the optimal use of the working dimensions of equipment in the production of rubber and plastic products. Additional possible production output according to the optimal loading plan for the same or the same equipment compared to other options is achieved through the most rational selection of the composition of a batch of homogeneous products processed under the same technological regime. This ensures the fullest use of equipment capacity and, accordingly, its greatest productivity and production capacity. [p.171]
Calculation of the production capacity of an enterprise begins with clarification of the production technological structure of individual production sites and workshops and with the assignment of individual work (parts, operations) to workplaces (equipment). The solution to the issue of correctly determining production capacity largely depends on how rationally the production program is distributed between individual production divisions of the enterprise and workplaces. There can be a large number of options for distributing work related to the implementation of the production program among workplaces. It is practically possible to choose the best one only with the use of economic and mathematical methods and electronic computer technology. The formulation of such a problem and the methods used to solve it are similar to the problem of optimal distribution of the industry’s production program between enterprises, stated above. In this case, the objective function is maximized for the fullest load of all groups of equipment, and the time fund for individual groups of equipment acts as a limitation. [p.101]
To effectively plan the production of reagents based on the balances in warehouses and data on the need for reagents of a new range, it is necessary to create industry-wide, territorial and factory services for studying and forecasting demand, staffed by highly qualified specialists (chemists, technologists, economists) and equipped with computers. At the same time, it will be necessary to expand the warehouse facilities of enterprises to create operational stocks of products, which are advisable to store at the place of production. The creation of optimal warehouses for finished products both at industrial enterprises and in the retail chain will improve the efficiency of not only consumption, but also production of products as a result of optimal capacity utilization of combined installations. [p.119]
Tolling operations (especially external tolling) allow project participants to save money (primarily working capital) without diverting them to purchase raw materials, ensure long-term optimal capacity utilization, achieve preferential tax regimes, and, just as importantly, not worry about sales of a significant part of the manufactured products [6]. In many ways, throughput agreements bring similar benefits and advantages, especially for vertically integrated oil and gas companies that unite a chain of enterprises from the extraction of raw materials to the receipt of finished products. [p.43]
Improving the automated construction production management system is aimed primarily at accelerating the commissioning of production facilities and fixed assets and reducing construction duration. The automated management system for a construction organization (ACCS), thanks to optimal planning and operational management, ensures the rhythm of production, helps to increase labor productivity as a result of reducing the loss of working time, the rational use of construction machines and mechanisms, and the optimal workload of work crews. [p.288]
With the development and implementation of automated control systems, the solution of problems of varying degrees of complexity, the accumulation of experience in the work of industrial, transport and supply organizations in the operating conditions of automated control systems, the problem of optimal production load, taking into account the transport factor, will be solved with the help of automated control systems. This is the third stage of solving the transport problem, when the conditions will include data characterizing the capacity of oil refineries to produce petroleum products necessary for the national economy, the cost of their production and the costs of transporting petroleum products to areas of consumption. With the solution of this problem within the framework of the automated control system, the loading of oil refineries will be completely subordinated to the needs of the national economy for petroleum products, both in terms of the time of their production (seasonality) and the territory of their use, i.e. production should be more differentiated depending on the seasonality of consumption of one or the other other petroleum products, as well as from areas of maximum consumption. Solving such a problem will have an economic effect not only for a particular industry, but for the national economy as a whole. [p.233]
Reserves for increasing the efficiency of work in processes and control systems. Motivating specialists to achieve the final result, and not just their current actions. Ensuring rhythmic loading. Optimal balance between centralized and corporate management. The goal of management is to achieve the overall strategic goal, which was not achieved in the previous year. Creation of an effective information center. Delegation of the right to make decisions on specific issues to a lower level of management. Stabilization of the management structure. Increased sales, full capacity utilization. Reduction of the administrative apparatus [p.199]
A comparison of schemes with different levels of processing depth of hydrocarbon raw materials shows that the transfer of a refinery from a simple scheme to a classical one and then to a deep one (light output up to 90% and higher) is accompanied not only by an increase in the total specific capital investments from 116 million dollars to 1 million. tons of capacity to 184 and 307 million dollars per 1 million tons of capacity, respectively, but also by increasing the share of the active part of fixed production assets from 39.5% to 49.8% and 58.4%. Simultaneously with the noted trend, there was a reduction in capital costs for general plant facilities, including during the transition from a simple to a classical scheme by 2.1 times and from a classical to a deep scheme by 1.4 times. The data presented allow us to conclude that optimal utilization and balance of production capacities with rational use of capital-labor ratio is one of the most important factors influencing the increase in the efficiency of refineries. At the same time, we should not forget that their importance in the formation of refinery performance indicators can be enhanced by improving the quality of both processed oil and produced petroleum products. [p.227]
The pricing methods discussed above, in particular, the methodology of cost additions to the cost of production, the methodology focused on ensuring optimal utilization of production and sales capacities, the demand-oriented methodology, the methodology focused on competition in order to achieve a competitive advantage in the market, etc. d. - key. But in modern conditions it is necessary to place the main emphasis on ensuring a more active connection of pricing policy with the requirements and demands of buyers, their solvency, criteria for assessing values, lifestyle, etc., as well as other elements of marketing - product, distribution and incentive policies. The marketing approach to the formation of the selling price means that, as a basis for determining the price level, they rely on the requests of the buyers themselves, their ability to purchase this or that product. [p.476]
The choice of the optimal option should be ensured on the basis of multivariate calculations, reflecting various possible ways of implementing the planned construction programs. In particular, the following tasks must be solved: a) choosing one of the possible organizational forms of construction management in the region with the subordination of construction organizations in a given region to one or more departments b) creating design, construction and construction associations, their rational specialization and cooperation c) defining rational capacity and workload of organizations of the main management level (such as a trust) and primary construction organizations (such as SMU, SU, PMK) d) selection of a rational titan of a construction organization (with the subordination of enterprises of the production base, mechanization and transport means to it, or the organization of productive cooperation of a construction organization with managements of production enterprises, mechanization trusts, motor transport enterprises) e) creation of an effective intra-production management structure within each organization. [p.48]
One of the main and complex technical and economic tasks is the choice of gas pipeline route. The route of a gas pipeline largely determines the costs of its construction. Next, I select the technological scheme of the gas pipeline (diameter, capacity and placement of the compressor station, gas extraction by associated consumers, etc.). Telco-economic calculations for choosing the optimal technological scheme for gas transportation are carried out according to the aggregated indicators in the feasibility study and are worked out in detail into the technical design When designing, the performance of single-strand gas wires is studied in comparison with multi-strand pipes of smaller diameter that provide a given performance. 3 topics determine the operating mode of the gas pipeline (pressure, ty and performance of blowers, type and power of driven blowers, compression ratio, loading of the gas pipeline, etc. The fullest use of the gas pipeline capacity ensures a reduction in the cost of gas transportation [p.86]
Calculation formula
What is power factor
The basic formula used to calculate the coefficient is as follows:
K = Vfact/Msr,
Where:
- Vfact is the volume of products manufactured over a certain time,
- Мср – average production capacity for the same time period.
Formula for finding power utilization factor
The production capacity formula used in the calculations is calculated using additions and disposals on the enterprise's balance sheet over the past period (usually annual). The power of a certain type of equipment can be calculated in two ways: using the labor intensity of a unit of production or the productivity of one piece of equipment.
Production Capacity Formulas
Target values
As a guide, you can use 80%, which is the average for United States firms. In Europe it is slightly higher – 82%.
Recommendations
- E. Berndt and J. Morrison, “Capacity Measures: A Basis of Economic Theory and an Alternative Approach,” American Economic Review 71, 1981, pp. 48–52.
- I. Johansson, Production functions and the concept of capacity", Collection Economie et Mathematique et Econometrie, 2, 1968, pp. 46–72.
- Michael Perelman, Keynes, Investment Theory and Economic Recession
- Susan Strange and Roger Tooze, The International Politics of Excess Capacity: Competition for Market Shares during the World Recession
(London: Allen and Unwin, 1981). - James Crotty, "Why There Is Chronic Overcapacity - a Market Failure Problem", in: Test
, Nov-Dec 2002 [1] - Jeremy Greenwood, Zvi Herkovici Gregory W. Huffman, "Investment, Capacity Utilization, and the Real Business Cycle", American Economic Review
, 1988. - Thomas J. Rawski, "The Political Economy of China's Slowing Growth," University of Pittsburgh. [2]
- Anwar Sheikh and Jamie Moudood, Measuring Capacity Utilization in OECD Countries: A Cointegration Method
(2004), Working Paper No. 415, Jerome Levy Institute of Economics, Bard College. [3] - Annis Shin, “Economy Stresses Under Weight of Unsold Inventory,” Washington Post
, February 17, 2009, A01.
Measurement Features
Introduction to Demand and Usage Ratio
The data used for future calculations is collected manually every working day. If possible, automatic data recording is organized - this will help to spend less time and labor resources to find the real workload indicator. The potential indicator is calculated for a certain time period and then substituted into the formula.
Important! The final coefficient can be determined both for a single machine or line, and for a workshop or enterprise as a whole. So for different scales, data is recorded at different frequencies: statistics for an individual machine are collected several times a day (for example, once an hour), and for the entire company it is calculated over a longer period: monthly, seasonal or annual.
Standard and interpretation of meaning
Transformation ratio
The indicator under consideration does not have a clear fixed regulatory framework. For different categories of firms, the boundaries of the target range will be different, especially when applied to human resources. However, the resulting figure may indicate the following:
- If the result is below 0.7, technological processes are not organized rationally, and there is a need to change work strategies (optionally also in additional production capacity).
- At a higher value, operational efficiency can be increased internally by the enterprise.
- If the coefficient is equal to one (100% utilization), the resources owned by the company are used to the maximum. If there is a goal to produce even more products, the purchase of additional units of equipment will be required. The coefficient cannot exceed 100%.
Important! The final figure may be influenced by a number of third-party factors: a sudden change in the situation at the company or in its environment, competing companies, changes in demand.
Calculation example
You can get an idea of the methodology, for example, based on the performance indicators of a plant producing pellets. For each of the types of equipment used (mills for various purposes, a drying drum, an apparatus for forming granules, etc.), the planned and actual volume of processed raw materials in cubic meters is recorded and the coefficient is calculated on their basis. You can divide the month into three decades and generate statistics for each of them and for the month as a whole.
For example, the most productive of the machines used was the drum. Then the coefficient value will be the highest. If you want to increase the productivity of other types of machines, they need to be loaded more intensively. The higher the coefficient of a particular machine, the greater the load relative to its potential it bears. 80-85% is a good indicator, but even in this case, it is acceptable to strive for an increase due to the presence of 15-20% of spare capacity.
Archives
Select month April 2022 April 2022 July 2022 March 2017 February 2022 January 2022 December 2016 November 2016 October 2016 September 2016 August 2016 July 2016 June 2016 May 2016 April 2016 March 2016 February 2016 January 2016 December 2015 November 2015 October 2015 September 2015 August 2015 July 2015 June 2015 May 2015 April 2015 March 2015 February 2015 January 2015 December 2014 November 2014 October 2014 September 2014 August 2014 July 2014 June 2014 May 2014 April 2014 March 2014 February 2 014 January 2014 December 2013 November 2013 October 2013 September 2013 August 2013 July 2013 June 2013 May 2013 April 2013 March 2013 February 2013 January 2013 December 2012 November 2012 October 2012 September 2012 August 2012 July 2012 June 2012 May 2012 April 2012 March 2012 February 2012 January 2 012 December 2011 November 2011 October 2011 September 2011 August 2011 July 2011 June 2011 May 2011 April 2011 March 2011 February 2011 January 2011 December 2010 November 2010 October 2010 September 2010 August 2010 July 2010 June 2010 May 2010 April 2010 March 2010 February 2010
Practical application of CMM
Calculating an indicator for a single machine or machine makes it possible to find out the following data:
- are there any episodes of downtime in the work process, and what causes them;
- How in demand is this piece of equipment, and how often is it used;
- what part of the profit is the machine responsible for;
- Is it possible to operate a piece of equipment more efficiently, is it worth upgrading.
Determining the coefficient for the organization as a whole will be able to show:
- how much it is possible to increase the volume of products produced or services provided;
- whether the installed equipment is operated efficiently;
- how busy the production lines are;
- within what limits the cost of products can increase (with a low coefficient, an increase in production volume is possible, associated with an increase in the cost of a single copy).
To determine the potential for increasing production volume, you need to find out the value of the gap (let's denote it P) between the possible and actual quantity of products produced. It is calculated by the formula:
P = (ROP-POP)/POP * 100%,
where ROP is the actual volume of production, and POP is the potential.
Analysis of the functioning of the enterprise
Analysis is required to determine optimal resource utilization. Let's look at its features:
- It is assumed that products are manufactured on a limited number of machines. You need to count their number.
- It is necessary to calculate the time spent processing a unit of product on the equipment.
- Once the time required to produce a unit of product is known, the optimal quantity of products that can be produced in a selected period of time can be determined.
The manager can reduce the production rate of one of the types of products. In this case, the equipment is freed up for the production of other types of goods.
Why is critical point analysis needed?
Critical point analysis is required when determining the optimal PM value. Its essence lies in drawing up a graph of the dependence of expenses and income on the volume of products produced. As a result, the point at which the enterprise's expenses are similar to its income is determined. That is, this is the point at which the subject operates without loss. Based on this graph, it is possible to justify the PM, which will be optimal in a certain case.
Power factor
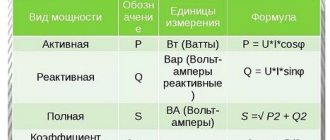
The coefficient, denoted as cos φ, shows the proportion of the highest possible power provided by an alternating electric current due to voltage delay. It is equal to the cosine of the angle of displacement of these two quantities. The range of possible values of the indicator is between zero and one. For fully capacitive (capacitor elements) or inductive (transformers and other devices with coils) circuits, the angle in question will be right, and accordingly, its cosine is 0. Moreover, for elements of the first type, the current leads the voltage, for the second - vice versa. In absolutely resistive circuits, the electric current flows in phase with the applied voltage, the angle is 0, and its cosine is 1. With a fixed power indicator and a constant voltage, the current strength will decrease with increasing cos φ.
Problems with low cos φ
The importance of this indicator is due to its responsibility for maintaining inductive load. When the ratio is too low, the problem may be rooted in a distorted current waveform or a large phase difference between it and the voltage at the load terminals. A coefficient value of one is ideal; a value below 0.8 is definitely insufficient. At low values, a corresponding percentage of power (for 0.8 this is 20%) is retained in the system, which can damage the generator or engine (in particular the bearing elements). This also places an additional load on the wires; they require greater thickness. Having to handle more current results in lower overall efficiency due to increased heat loss.
Solving the problem of low cos φ
Most often, installation of a switched group of capacitor elements parallel to the electrical circuit is used for this purpose. You can set the unit to turn on and off automatically based on the values of various system indicators. More often, capacitors are placed in the primary electrical network of a power substation.
Low coefficient correction is carried out through the use of capacitors
Capacity Requirements Planning (CRP)
The use of these systems aims to increase the efficiency of equipment, teams of employees, and conveyor lines. The point is to plan and find a workload balance to implement the plan to release the final product. It is necessary to plan the required volumes of capacity for each type of product manufactured, taking into account the structure of the technological process. The system generates a report on discrepancies between the required load and the available capacity.
Planning for production capacity requirements
Capacity factor is an important parameter that helps determine how much efficiency a plant, individual production line, or piece of equipment has to improve efficiency. Carrying out calculations using it will help optimize production and identify which equipment and technological processes need modernization or replacement.
Examples of problem solving
| Exercise | The value of fixed assets that retains the items at the time of disposal, subtracting liquidation expenses: |
Answer 4
| Exercise | The company has two complexes in its workshop; next year it is planned to buy another one. Kits of parts are produced at this site. It takes half an hour of complex work to produce one set. At the beginning of the period, 4 sets of parts are issued to the sections in 1 hour, at the end of the period 6 sets. The actual working time fund is 7200 hours. It is necessary to determine the input power, output power and average production power. |
| Solution | Calculation of input production capacity: |
7200 * 4 = 28,800 sets.
Output production capacity calculation:
28,800 + 7200*2 = 43,200 sets.
Average production capacity calculation:
28,800 + 14,400 * 5 / 12 = 34,800 sets.
Answer: 28,800 sets, 43,200 sets, 34,800 sets.
| Did you like the site? Tell your friends! |
Copying materials from the site is possible only with the permission of the portal administration and if there is an active link to the source.