| This article includes a list of general recommendations, but it remains largely untested because it lacks relevant inline quotes . |
Capacity utilization
or
capacity utilization
, the degree to which a firm or country uses its installed capacity.
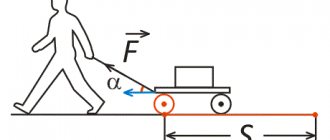
This is the relationship between the output that is
produced by the installed equipment, and the potential power
that could be
produced by it if the power was fully utilized. The formula represents the actual production for the period for all full capacity for the period, expressed as a percentage.
What is the production capacity of the enterprise
Production capacity is a calculated value showing the volume of goods that an organization is able to produce in a specified time period. The parameter is used to determine:
Take our proprietary course on choosing stocks on the stock market → training course
- production profitability;
- terms and payback;
- the ability to complete the task, etc.
Planned production capacity
The target indicator refers to the maximum ability of the organization to produce goods according to the established schedule using all available resources. These include technological processes, available equipment, personnel and finances.
Design production capacity of the enterprise
The design indicator, on the contrary, reflects the amount of resources required to achieve a given value. When calculating the parameter, the result reflects:
- the amount of equipment required;
- staff size;
- financial expenses;
- the number and size of the required areas.
Production capacity according to the production capacity balance
The described indicator is not a constant value. It always changes with time. Because of this, a single fixed value is never used. There are three parameters that are calculated for a specific date according to available resources:
- Input.
- Day off.
- Averaged.
Input power
As a standard, the parameter indicates the performance of the enterprise as of January 1. of the year. In special cases, a different date may be used. The indicator allows you to make a forecast of the organization’s performance, which allows you to draw up a project to optimize and modernize the technological process.
output power
The output indicator is calculated on January 1. the year following the year in which the input power was calculated. It allows you to see the results of your work, see regression or progress that occurred during the calendar year.
Average annual production capacity
The average indicator for the year shows the current ratio of the achieved result to the set plans. Based on the parameter, adjustments to the technological process are made that are required to complete the assigned task in the production of products.
Standard value of equipment load factor
The KZ standard depends on the specifics of production, the established work schedule in the workshops, and the type of machines. It is generally accepted that the optimal value is a value close to unity. Here are a few examples of KZ standards for comparison:
- Metal-cutting machines = 0.75 for single, small-scale production and 0.9 for large-scale and mass production.
- Welding machines = 0.7 for individual and small-scale production and 0.8 for large-scale production.
- For a forging shop = 0.88 – 0.95.
- For the manufacture of parts and blanks using cold die forging (or upsetting) = 0.75 – 0.9.
- For the manufacture of thin-walled products from metal sheets using sheet stamping technology = 0.84 – 0.95.
Summarizing the data, we can definitely say that the KZ standard for large-scale (mass) production corresponds to the upper limits and is in the range of 0.7 - 0.9. The Kz standard for small-scale production corresponds to the lower limits and is usually in the range of 0.65 - 0.75. The recommended industry standards of KZ, which are established depending on the type of production of cars (units) and types of machine tools, are as follows.
| Some types of machines | Single, small-scale production of cars | Medium and large-scale production of cars |
| Universal with manual management | 0,8 | 0,8 |
| Specialist. and modular machines | — | 0,9 |
| Machine. lines | — | 0,9 |
| CNC machines, flexible modules | 0,85 | 0,9 |
For reference. Unit production is a small volume of production of the same type of product that is not repaired or re-produced. The machines that participate in such production are mass-produced by machine tool factories. They are usually purchased before production begins.
Serial production is the production (repair) of products in batches that are regularly repeated. It is in turn divided into small-scale, medium-scale and large-scale. This production can be completed with:
- production and automatic lines;
- multi-spindle automatic machines (semi-automatic, etc.);
- CNC machines;
- flexible production modules and systems;
- universal machines with quickly adjustable equipment.
An expedient combination of the above groups of machines and their full loading contribute to the cost-effectiveness of mass production . Mass production refers to a large volume of output. It takes a long time to repair and is produced continuously.
What factors does production capacity depend on?
General factors influencing the level of performance of an enterprise are:
- technological development of the equipment used;
- range of products and its quality;
- personnel qualifications;
- level of organization of the work process.
Power figures calculated on different dates vary due to changes in these factors. For example, a sharp jump may occur due to the import of new equipment, and a decrease may occur due to the breakdown of old equipment and the inability to urgently repair or replace it.
Measurement Features
The data used for future calculations is collected manually every working day. If possible, automatic data recording is organized - this will help to spend less time and labor resources to find the real workload indicator. The potential indicator is calculated for a certain time period and then substituted into the formula.
Important! The final coefficient can be determined both for a single machine or line, and for a workshop or enterprise as a whole. So for different scales, data is recorded at different frequencies: statistics for an individual machine are collected several times a day (for example, once an hour), and for the entire company it is calculated over a longer period: monthly, seasonal or annual
Reasons for increasing and retiring production capacity
Reasons why the power indicator may increase:
- adding new and expanding old areas;
- reconstruction of the technological process;
- modernization of equipment or its replacement with new ones;
- increasing the man-hours used;
- reduction of labor costs for production.
A decrease in power indicator may occur due to:
- wear and tear of the equipment used;
- reducing the number of personnel or hours of work;
- increasing production complexity;
- expiration of the leasing period without purchasing equipment at its residual value.
ANALYSIS OF WEAR OF EQUIPMENT FLEET
When analyzing the condition of equipment, special attention is paid to its physical and moral wear and tear (equipment may completely fail due to wear and tear).
Physical wear and tear is a loss of consumer value or material wear and tear (change in consumer properties or technical and economic indicators). Physical wear is characterized by the gradual wear and tear of individual equipment elements under the influence of various factors: service life, load level, quality of repairs, corrosion, oxidation, etc.
Assessing the degree of physical wear and tear is necessary, since the consequences of wear and tear are manifested in a variety of aspects of the enterprise’s activities (in a decrease in the quality of products, a drop in equipment power and a decrease in its technical productivity, an increase in the costs of maintaining and operating equipment).
Obsolescence is functional wear. Equipment wears out due to the emergence of new means of labor, in comparison with which the social and economic efficiency of old equipment is reduced.
The essence of obsolescence is the reduction in the initial cost of equipment as a result of the emergence of more modern, productive and economical types.
The main factors determining the amount of obsolescence:
- frequency of creation of new types of equipment;
- duration of development period;
- the degree of improvement of the technical and economic characteristics of new equipment.
IT IS IMPORTANT
It is ineffective to operate obsolete equipment, so it needs to be replaced before the onset of physical wear and tear.
The ideal situation is when the period of physical wear and tear coincides with moral wear, but in real life this is extremely rare. Typically, obsolescence occurs much earlier than the life of the equipment.
To ensure a continuous production process, the following main forms of wear compensation : repair, replacement and modernization. For each type of equipment, the technical services of the enterprise determine the optimal ratio of forms of wear compensation that meets the requirements of the organizational and technical development of the enterprise in modern conditions.
Depreciation
Equipment, being a durable item, wears out and transfers its value to products gradually through depreciation. In other words, this is the accumulation of funds for the restoration of equipment, which is carried out in parts due to wear and tear.
According to the Tax Code of the Russian Federation, depreciable property is property with a useful life of more than 12 months and an original cost of more than 100,000 rubles.
Depreciation charges are a monetary expression of the degree of depreciation of fixed assets (FPE), which is included in production costs and forms a source of funds for the purchase of equipment to replace worn-out equipment or a method of returning capital advanced into equipment.
Depreciation groups and their corresponding useful lives are established in accordance with Decree of the Government of the Russian Federation dated January 1, 2002 No. 1 (as amended on July 7, 2016) “On the Classification of fixed assets included in depreciation groups.” In this case, the residual value of fixed assets is determined as the difference between the original cost and the amount of depreciation of fixed assets.
Let's calculate the amount of depreciation charges by year (linear method) (Table 4).
| Table 4. Accounting for depreciation of equipment in | ||||||
| Name of fixed asset | Depreciation group | Useful life | Initial cost, rub. | Annual amount of depreciation, rub. | Years of operation of fixed assets | |
| first | second | |||||
| Equipment No. 1 | 1 | 2 years | 57 140,17 | 28 570,09 | 28 570,09 | 28 570,09 |
| Equipment No. 2 | 1 | 2 years | 46 524,71 | 23 262,36 | 23 262,36 | 23 262,36 |
| Total | 103 664,88 | 51 832,44 | ||||
When the entire cost of the fixed asset is transferred to the cost of manufactured products through depreciation deductions, then the amount of deductions will correspond to the original cost of the fixed asset, depreciation will no longer be accrued.
Calculation of enterprise production capacity: obtaining data
To calculate the power indicator, information about:
- list of equipment in use;
- preferred operating mode of the equipment;
- work schedule of the areas;
- current level of personnel qualifications;
- labor costs of the technological process;
- nomenclature and assortment of goods.
Basic rules for calculating production capacity
When calculating production capacity, standard rules must be followed:
- taking into account all available equipment, including broken units that are idle and awaiting repair (backup equipment is not taken into account);
- when new pieces of equipment are put into use, data about them is included in the calculation from the date of commencement of operation;
- accounting of all available equipment in compliance with the interchangeability regime;
- use of input data that reflects indicators with full use of all available resources;
- Downtime is not taken into account regardless of the reasons.
Calculation of enterprise production capacity (general formula)
The basic formula by which an organization's production capacity is calculated is as follows:
FR * P = M, where
- FR - fund of work according to the plan, equal to the number of days in a year minus holidays and weekends, downtime and shift changes, as well as other periods when the enterprise is not engaged in production;
- P – equipment performance per established time unit according to the technical data sheet;
- M is the result reflecting the production capacity of the enterprise.
The average indicator is calculated using the formula:
Output indicator + Input power – Power leaving for the estimated time
Equipment operating time fund
The work fund is the main indicator by which production capacity is calculated. It defines the time period when the organization produces products. There are three forms of foundation:
- calendar;
- regime;
- effective.
Calendar fund of time
As the name suggests, the calendar fund reflects the number of working days in a year. It is calculated by the formula:
Number of calendar days in a year * 24
Regime (nominal) time fund
The nominal or regime fund is equal to the calendar fund when the organization operates without interruptions. If the technological process is suspended, the nominal value is calculated using the formula:
Number of working days during the year * Average duration of one shift * Number of shifts performed in 24 hours
Effective time fund
The effective or “real” time fund is calculated at a nominal rate, taking into account production interruptions for repair procedures. It is calculated by the formula:
Indicator of the regime fund * (1 – Percentage of losses during the working period / 100)
On average, the loss parameter, depending on various factors, ranges from 2% to 12%.
Capacity of leading workshops, sections, units
To obtain more accurate data, calculations should be carried out for each structural unit and type of equipment separately. Calculations are performed in the following order:
- equipment and groups of technological equipment;
- production areas;
- main workshops;
- the whole enterprise.
Leading workshops, sections, units
So, the leading workshops, sections and units are the areas of the enterprise where the most labor-intensive production processes are carried out. The list of zones and their optimal load level is indicated in the recommendations for determining production capacity.
Bottleneck
“Bottleneck” is a parameter showing the discrepancy between the production capacity of individual areas relative to the capabilities of the equipment used and the technological process used. This indicator is not taken into account when determining the capacity of the enterprise as a whole.
Calculation of output and average annual power
Calculation example: there are 2 sets of laser equipment in the workshop; in July of this year, the company plans to purchase another set of laser equipment identical to the existing one. This area is dedicated to the production of parts. Production takes an average of 30 minutes.
As a result, at the beginning of the billing period in 60 minutes. 4 parts are made (2 from each machine), and in the end - 6 (3 machines, 2 each). When taking the nominal time fund for 7 thousand hours, the production capacity will be equal to:
- Input indicator: 7,000 * 4 = 28 thousand parts.
- Output: 28,000 + 7 * 2 = 42 thousand parts.
- Average value for the year: 28,000 + 14,000 * 5 / 12 = 33 thousand 833 parts.
What factors are taken into account when determining production capacity?
When calculating production capacity, the following points should be taken into account:
- periods of equipment downtime and the use of production at less than full capacity are not taken into account;
- temporary losses resulting from defects, lack of personnel or materials are not taken into account in the calculations;
- technological losses included in the plan are taken into account when calculating the indicator;
- the calculated power indicator is accurate only for the date on which it was calculated (the value is dynamic, it can change daily only if the production is not fully automatic).
Capital productivity: definition, calculation, calculation example
Capital productivity is a parameter that determines the economic efficiency of an enterprise's capacity. It is calculated by the formula:
Price of manufactured goods for a specific period / Average price of goods for the year
The average annual cost is calculated using the formula:
OF + (VF * x 1
* 12) – (VBF * x 2 / 12),
where
- OF – the value of the fixed assets at the beginning of the settlement period;
- VF – cost of input funds;
- VBF – cost of disposed funds;
- x1 – duration of operation of the introduced funds in full months;
- x2 – duration of absence of retired funds in full months.
Example:
- the price of one set of equipment used is 10 million rubles;
- the cost of one finished part is 1 thousand rubles;
- the planned capital productivity indicator is 0.5 rubles. for 1 rub. main fund.
Calculation (data taken from the previous example of calculating production capacity):
- Cost of average annual power: 33,833 parts * 1,000 rub. = 33 million 833 thousand rubles.
- Average annual cost of production assets (equipment): 2 * 10,000,000 + 5/12 * 10,000,000 = 24 million 166 thousand 666 rubles.
- Capital productivity: 33 833 000 / 24 166 666 = 1,399.
Data
The average U.S. manufacturing capacity utilization rate since 1967 has been about 81.6%, according to the Federal Reserve. The figure for Europe is not much different, and for Japan it is only slightly higher.
The average industrial capacity utilization rate in some major regions of the world in 2003/2004 is estimated as follows (rounded figures):
Average utilization rate
- USA 79.5% (April 2008 - Federal Reserve measure)
- Japan 83–86% (Bank of Japan)
- European Union 82% (Bank of Spain estimate)
- Australia 80% (National Bank estimate)
- Brazil 60–80% (various sources)
- India 70% (Hindu business)
- China, probably 60% (according to various sources)
- Türkiye 79.8% (September 2008 - Turkish Statistical Institute)[2]
- Canada 87% (Statistics Canada)
Methods for calculating production capacity
Calculation of the enterprise power indicator can be performed using two methods:
- According to the labor intensity of production.
- According to the overall performance of the equipment.
By labor intensity of products
To calculate labor intensity, the following formula is used:
Effective fund * Quantity of equipment / Technical standard established for the manufacture of one unit of product
By equipment performance
Calculation according to overall performance is performed using the formula:
Effective Fund * Quantity of Equipment * Equipment productivity based on the rate of operation of one machine per hour
Measurement Features
Data for calculating the indicator is collected manually and done on a daily basis. The value of the potential power value is formed over a period and then it is used for substitution into the formula. And the actual employment is recorded every time or, if possible, metering devices are used for this.
Important! CMMs can be calculated for one machine or production line, as well as for an entire workshop or an entire enterprise. Therefore, data is needed for different periods of time: for one piece of equipment it can be collected every hour, but for an enterprise the coefficient is found for longer periods (month, quarter, year)
To quickly and accurately obtain information, you need to configure its automatic collection. The costs of manually maintaining statistics can be very high.
Analysis of the functioning of the enterprise
Activity analysis is required to obtain an indicator of production capacity that will reflect the operation of the enterprise with optimal use of resources and equipment utilization. The analysis is carried out as follows:
- counting the amount of equipment used - it is assumed that the organization uses a limited number of pieces of equipment or technology;
- determining the time period spent on processing and manufacturing one copy of a product;
- determining the optimal value of the number of goods that can be produced within a specified time period.
Why do you need to analyze the critical point?
Critical point analysis is necessary to obtain a real indicator of production capacity, according to which the enterprise's resources will be used optimally. The process involves drawing up graphs of the relationship between financial costs incurred and income received based on the volume of output.
The intersection point of the graphs indicates the production capacity indicator, upon reaching which the enterprise operates “at zero”, that is, does not incur losses.
On a note:
Based on the analysis graph, the power parameter that needs to be achieved to make a profit is justified.
Displaying coefficient values on a graph
The obtained Kz values are shown on the load graph (according to the coordinate system) in the following order:
- Kz is calculated for each machine or a group of machines of the same type.
- The numbers (or names) of the machines are marked along the abscissa (X) axis.
- The values of Kz (%) are marked along the coordinate axis (U). The resulting points are connected and a broken line is obtained.
On the graph you can display the average value of Kz for the entire workshop in the form of a straight line. It should pass through a broken line (or columns) drawn along the machines (groups of machines). Alternatively, display the graph in the form of bars:
- For each machine they draw a column.
- The bar height shows 100% (to scale).
- The corresponding percentage of Kz is marked on each column.
Ways to increase production capacity
There are several ways to increase the capacity of an enterprise. They can be divided into two groups:
- carried out through financial influence;
- carried out through optimization and modernization of the workflow.
The first group includes the following actions and procedures:
- replacement of equipment with modern, more technologically advanced analogues;
- updating the fleet of equipment that is in disrepair;
- increasing the wear resistance of equipment;
- improving the quality of raw materials used;
- modernization of the entire technological process;
- repair;
- increase in service life.
Ways to optimize and modernize the workflow include the following processes:
- increasing the equipment fleet;
- increasing the number of shifts to ensure operation with minimal downtime;
- reducing the number of cycles required to produce goods;
- optimization of used areas;
- introduction of narrowly focused activities;
- adjustment of the work planning procedure.
conclusions
The most important result of organizing the intensive use of production capacity is the acceleration of the growth rate of production without additional capital investments and the growth rate of capital productivity.
The development of our economy at the present stage and in the near foreseeable future determines the need to improve the organization of intensive use of the production capacities of existing enterprises.
The organization of intensive use of available production capacities is an important factor of economic growth, in which not only the efficiency of the used capacity resources increases, but also its importance in the increase in production increases, i.e. when the main source of increasing output becomes saving these resources.
The organization of intensive use of production capacity should be carried out taking into account the action of a combination of two interrelated types of factors that determine the possibility of more intense functioning of capacity resources over time (increasing their load) and influencing the intensive increase in capacity (reducing machine intensity).
Determining the level of organization of intensive use of production capacity necessitates the justification of the criterion for its assessment. Such a criterion may be the minimum gap between the levels of utilization of capacities and equipment that make up the system of enterprise machines. Consequently, the smaller this gap, the higher the level of organization of the use of production capacities.
The problem of organizing the intensive use of production capacities of existing enterprises covers a wide range of issues and necessitates the solution of a dual problem: firstly, mobilizing reserves for increasing the proportionality of capacities by improving the construction of the machine system of individual departments and enterprises as a whole; secondly, the rational use of production capacity by improving the economic mechanism and the system of material incentives. These issues are core to the ongoing radical economic reform at the enterprise level. Self-supporting stimulation of intensive use of production capacity is provided through the normative distribution of profit or income. This is an effective lever for mobilizing internal reserves to increase production output and improve all technical and economic indicators of enterprise activity.
Based on the data, the production capacity of PKF BAHUS LLC, a division of Rostov, was calculated, which amounts to 571,110.75 liters of wine. The planned coefficient of utilization of the enterprise's production capacity was also calculated, amounting to 37.45%. This means that the company does not fully utilize its resources, but only 37.45%.
List of sources used
- Petrovich I.M., Atamanchuk R.P. "Production capacity and enterprise economics", Moscow, 2009.
- Sergeev I.V. “Enterprise Economics”, “Finance and Statistics”, Moscow 2008.
- “Enterprise Economics: Textbook for Economic Universities”, Ed. Rudenko A.I., Minsk, 2009.
- "Enterprise Economics", Ed. Karlika A.E. and Shukhgalter M.L. Moscow, INFRA-M, 2007.
- Chuev I.N., Chechevitsyna L.N. "Enterprise Economics", Moscow, 2009.
6. Zaitsev N.L. Economics of an industrial enterprise: Textbook; 2nd ed.,
reworked and additional – M.: INFRA-M, 2008.
7. Tambavsky K.K., Petrenko E.S. Economic analysis of the enterprise. – M.: Infra-M, 2009.
8. Sivakova A.I., Fradkina E.K. Analysis of the financial and economic activities of the enterprise. – Rostov n/d: publishing house “Phoenix”, 2008.
9. Prokhorov S.A. Enterprise economy. – M.: Nauka, 2009.
10. Websites, materials from which were used in the work:
www.geg.ru
www.rosbalt.ru
www.100auto.ru
Common Mistakes
Error: Attempts to increase production capacity only through optimization and adjustment of the technological process.
It is possible to achieve a noticeable PM indicator without financial influences only in special cases. By optimizing old equipment without replacing the equipment with new units, it is impossible to fix power at a high level.
Mistake: Increasing production capacity to increase profits on highly specialized products.
Increasing the production capacity of goods intended for use only in a specific area of activity does not always have a direct impact on profit margins. It is impossible to increase the income of an organization that produces a product with limited demand in the market only by increasing capacity. This will lead to excess supply and, accordingly, to a decrease in price.
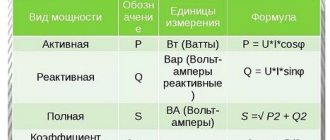
Economic significance
If market demand increases, capacity utilization will increase. If demand weakens, capacity utilization decreases. Economists and bankers often monitor capacity utilization rates for signs of inflationary pressure.
It is often believed that when the utilization rate rises above somewhere between 82% and 85%, price inflation will increase. Excess capacity means insufficient demand exists to warrant expansion of production.
All other things being equal, the lower the capacity utilization rate (relative to the capacity utilization trend), the better the bond market likes it. Bondholders view high capacity utilization (above trend) as a leading indicator of higher inflation. Higher inflation—or the expectation of higher inflation—lowers bond prices, often causing higher yields to offset higher expected inflation rates.
Implicitly, the capacity utilization rate is also a measure of how efficiently the factors of production are used. Many statistics and anecdotal evidence show that many industries in developed capitalist countries suffer from chronic
excess production capacity. Critics of market capitalism therefore argue that the system is not as efficient as it may seem, since at least 1/5 more output could be produced and sold if purchasing power were better distributed. However, a level of utilization slightly below the maximum generally prevails, regardless of economic conditions.
Modern business cycle theory
The concept of capacity utilization was introduced into modern business cycle theory by Greenwood, Hercowitz, and Huffman (1988). They demonstrated the importance of using production capacity to derive business cycle correlations in economic models so that they fit the data when there are shocks to investment spending.
Answers to frequently asked questions
Question: When calculating production capacity, is it necessary to include input power in the calculation?
Answer:
If the organization does not plan to expand its production during the year, it is not necessary to calculate the input capacity. However, in this case, the enterprise risks reducing its efficiency, since a gradual loss of capacity during the period of equipment operation is inevitable.
How to calculate average power if the exact periods of equipment commissioning or decommissioning are unknown?
If the exact periods for obtaining new equipment or removing old equipment from the technological process are unknown, a correction factor of 0.35 is added to the calculations.
Rate the quality of the article. Your opinion is important to us:
Standard and interpretation of meaning
CMMs do not have standard values. Each individual case will have its own limits of desired efficiency, especially when it comes to human resources. However, based on the value of the indicator, certain conclusions can be drawn:
- a low value indicates ineffective management and an irrational approach to organizing internal processes at the enterprise. To improve the situation, it is necessary to involve additional equipment and change the work scheme;
- if the coefficient is more than 0.7 (70% efficiency), you can increase productivity on your own without attracting additional resources;
- an indicator equal to 1 (100%) indicates full utilization of resources, and additional equipment is needed to increase production volumes.
In Western countries, a good indicator is the generalized coefficient of 80-82%. You can use this data to compare CMMs across your plant.
The value of the coefficient cannot be more than 100. Otherwise, it will be necessary to increase the productivity of equipment per unit of time or revise the work shift.
Important! The value of KIM can be influenced by external factors, such as demand volatility, the emergence of new competitors, and force majeure. To remain competitive, an enterprise should constantly improve its work, improve and update equipment, and increase labor productivity.