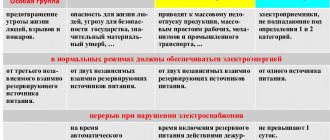
Removing production and functional processes from direct human participation has made it possible to reduce the cost of maintaining a managed facility and, in some areas, improve the quality of the manufactured product. Despite the active development of electronics, many systems still remain dependent on operators, which is also due to the difficulties of introducing new models of production control. Today, an automatic control system is one of the most promising forms of production activity, which, however, poses new technological challenges for users.
Theory and principles of automation
Initially, the concept of automatic control developed as one of the branches of technical mechanics. In particular, specialists in this area developed principles for controlling electrical machines and steam boilers, but without going beyond the scope of electrical engineering. As the theory of automatic control systems developed, it began to define the functional organs of the working structure as full-fledged objects that influence the production process. Thus, a whole community of interrelated management processes, contained in one dynamic model, was identified. At the present stage of development, theorists of automatic systems are studying the principles of their construction, as well as the patterns of processes occurring inside ready-made models. The quality of work, accuracy and flexibility in terms of adapting systems are influenced by factors such as operating conditions, purpose of the device, design features, etc.
Construction of automation systems
In the process of developing control systems based on automation, a central place is given to the creation of a functional structure algorithm. At the first stage of construction, the necessary initial data are collected, including the properties of the controlled object, control tasks, the nature of external influences, requirements for control accuracy, etc.
Next, the technical and operational qualities of the automatic systems control controller are studied. The design of this part as a central functional organ resembles a technical actuator that will communicate commands to the controlled object. This infrastructure closes the chain of working elements of the system, the properties of which are determined once at the beginning and can change individual values also within specified ranges. This is the basis of the principle of the unchangeable structure of the management system. It remains unchanged in the sense that its characteristics are established before the direct construction of the control algorithm.
Is it worth automating work?
Automatic and automated control systems differ in the involvement of humans in the work. In the first case, all functionality works completely without human intervention. In the second, service personnel interact using special controls.
GorInKom is engaged in the design, supply and manufacture of automatic and automated control systems. There are several opinions about automatic and automated control systems.
Some people have a negative opinion about modernization of production. They believe that labor efficiency needs to be improved. Indeed, in the first case, unemployment appears, purchasing power falls and livelihoods are lost. But the workday remains the same as responsibilities increase.
In response to criticism about automatic and automated control systems, there is a number of special arguments about environmental protection and the implementation of the principles of Sustainable Development from the Venus project.
Automatic and automated control systems process gigabytes of specialized information. This is important for large companies that have a wide geographical location.
They manage both the organization's internal and external resources. A single space between all divisions of the company creates conditions for the rational distribution of resources.
The use of automated control systems is clearly visible when purchasing travel tickets. The database processes the request and produces a result about the number of available seats on a certain date.
Compensating effect in automation systems
The compensation principle is incorporated into the control system algorithm in order to increase control accuracy and reduce the likelihood of errors. The need to implement compensating circuits in the algorithm is associated with the imperfection of direct automatic control. For example, during the signaling process, the operator can regularly change the configuration of the operating commands in accordance with the smallest influences on the system. Automation, in turn, calculates only limited sets of conditions and current properties of the object.
How does an automatic control system with a compensation effect work? Possible deviations of the controlled variable from the required values are leveled by influencing it through feedback. Especially for making such adjustments, the control circuits are supplemented with auxiliary command lines, which constantly stabilize the dynamic properties of the system. Multi-circuit systems with multi-connected control or simultaneous adjustment of several parameters of the target object operate on these principles.
Adaptive systems
If you are interested in how to control an adaptive type self-propelled gun, then first you should understand that there are three subclasses:
- extreme;
- self-tuning of parameters;
- self-tuning of the structure.
Extreme regulation is a stabilizing system that is monitored or has program control. In this case, a setting (law or program) is used, which can change under the influence of various factors and disturbances. As a result, the program allows the system to automatically reach the best operating mode.
The system itself is distinguished by the presence of a special automatic search device that can analyze some characteristics of the object. Based on this analysis, the required signal is sent, which allows one to obtain the desired value, which has an extreme value.
A system with self-tuning of its parameters can change a number of control parameters to increase the stability of the entire system. Naturally, to ensure such a result, a certain calculation program is used.
Self-tuning of the structure makes it possible to switch elements in the connection diagram. Or even introduce a number of new elements. As a result, the problem will be solved in the best possible way.
Functional classification
There are only 4 classes of control systems:
- Coordinating the work of mechanisms;
- Adjustment of technological process parameters;
- Automatic control;
- Automatic protection and blocking.
Conclusion
Such systems are used to automate a variety of production processes as much as possible. But in addition, they are also necessary for the operation of complex mechanisms. If you have any questions (for example, how the SAU M6 level indicator works or something similar), then contact specialists only. Only they will be able to explain in more detail how this or that system works, and which one is better to use in each specific case.
By the way, if you are going to order the installation of such systems, then the best option would be to choose GORINKOM LLC. Contact there and all your problems will be solved.
Automatic control classifications
Control systems of this type mainly differ in the purposes of control, the method of transmitting commands and the types of loop communication. Initially, the tasks were set to support certain laws of measurement. This group includes program control systems, tracking devices and other mechanisms that operate strictly according to certain parameters. Today, with the development of intelligent control principles, the tasks of automatic control systems have become more complex - this can be a whole complex of tasks, for the solution of which not only the data provided by the operator is used, but also dynamic readings derived according to algorithms using values from associated measuring equipment .
Based on the methods of transmitting commands and control in general, self-adjusting, self-organizing and self-learning systems are distinguished. Direct interaction between the components of the control device can be based on analog circuits and modern wireless modules.
Classification
In industrial production, the following classes of automatic and automated control systems are distinguished.
- Decentralized. Necessary in structures where independent objects are automated.
- Centralized. Suitable for single control. Among its advantages are the interaction of information, the likelihood of changing input data, and greater operational efficiency. Disadvantages include the high need for security and productivity, the large length of communication channels when objects are dispersed.
- Central dispersed. It retains the ability to centralize control. Its advantages are a reduction in inspection and management requirements without compromising quality. Disadvantages of the control system: complex information processes, redundancy of equipment and complexity of synchronization.
- Hierarchical structure. It is used for holdings where automatic and automated control systems cannot operate at the same level. As the amount of information increases, a hierarchy of tasks is created.
Automatic and automated control systems are subject to a single standard. Any authorized employee can work with the database. With the help of automatic and automated control systems, the level of personnel work and other indicators are monitored.
Simple and complex automation systems
The difference between the methods of implementing control algorithms allows us to identify fundamental differences in existing automation systems. The simplest example is an electric motor speed controller. The control object is the centrifugal regulator, the controlled object is the engine itself, and the regulating effect is carried out through adjusting the throttle position. Both the key control task and the principle of its implementation are achieved through the simplest action in the process of controlling the rotation shaft associated with the flywheel mechanism.
The structural diagram of control of complex systems requires during development not only to take into account theoretical calculation methods, but also to incorporate modeling principles. Digital computers can be used, which will make it possible to calculate automatic control systems for processes of various types. In addition to direct operational indicators in such configurations, indirect influencing factors such as coordinate nonlinearity are also taken into account. For complex systems, the principles of flexible dynamic control and ensuring the sensitivity of subsystem interaction circuits are important.
Goals and types of process automation
The goals of automatic and automated control systems are aimed at solving the following problems:
- providing data to the decision maker;
- speeding up work;
- reducing the decisions that a person needs to make;
- improving discipline and quality of inspection;
- increasing work efficiency;
- cost reduction;
- improving the quality of decisions made.
The work cycle is continuous or periodic. The quality of management is assessed through three indicators:
- choosing an effective solution;
- timeliness;
- the possibility of its implementation.
There are several types of control.
The most commonly used are the following:
- an automated production management system that solves the problems of managing and monitoring processes in various areas;
- automated process control system that solves production problems, including logistics;
- automated traffic control systems manage the flow of cars and pedestrians on roads and highways.
Working with an automated control system has additional advantages: calculating costs, balances and turnover, planning the state of the warehouse, integration with equipment.
The system has three components:
- a software interface through which the employee enters data, controls the system and receives reports;
- database server where information is stored and processed;
- processing programs that transmit data to the user using an interface and presentations.
Functional tasks
As a result of the analysis of management goals, a set of specific technological functions is formed, which can be presented in the form of individual tasks or a set of operations. In general, the elements of functional action are based on the following tasks:
- Forecasting and planning.
- Control, accounting and analysis.
- Regulation and coordination.
At the lower structural links, the point functionality of the automatic control system is implemented - these are operations of forming specific impacts on the controlled object. In particular, information processing tasks can be represented by storing, retrieving, displaying and transforming data.
Technical support for automatic control
Although the main goal of building automatic controllers is control functionality, even the simplest systems necessarily include measuring and accounting tools. Operating data is supplied to controllers from information sensors, computers and sensors. These are indicators on the basis of which microprocessors, in particular, give commands to actuators. For example, automatic control of technical systems at the physical level can be implemented through electromagnetic devices with shut-off valve elements. Electric motor actuators that control the operation of equipment, units and various equipment have a wider scope.
Automation maintenance
Maintaining the serviceable or operational state of the elements of the control complex is impossible without timely maintenance. This is a set of preventive and repair measures, which is approved by the system developer or chief engineer at the operating enterprise. In most cases, maintenance of automatic control systems involves the following activities:
- Checking the external condition of equipment and mechanical units.
- Cleaning equipment without opening and installation.
- Checking the functionality of blocking mechanisms and grounding.
- Checking the reliability of fixing units - mounting brackets, clamping elements, hardware, connecting connectors and coupling halves.
- Checking the condition of electrical power supplies.
- Repair, replacement or restoration of damaged parts of the complex.
Training of automatic monitoring and control systems
Changing operating conditions of most systems in the modern world necessitate the creation of models for their adaptation. Of course, such tasks can be performed manually, but this approach contradicts the very concept of automatic control. Therefore, new theories of learning, adaptation and self-organization of control systems are being created. The most promising areas in this area include feedback systems, pattern recognition devices and the theory of artificial intelligence. The principles of learning in each of these cases are united by the fact that the system independently chooses tactics for further actions based on a wide range of data about its condition - today information about temperature, humidity, vibrations, etc. has become standard.
STRUCTURE AND PURPOSE OF CONTROL SYSTEMS
§ 20. MEASURING CIRCUITS AND SECONDARY DEVICES
For most sensing elements, the output quantity is electrical. However, it is not always possible to measure this value directly with the device. In this case, before measurement, the output value of the sensor (for example, resistance, capacitance, etc.) must be converted into another type of electrical quantity convenient for measurement. This conversion is carried out by various measuring circuits.
In automatic devices, bridge and compensation measuring circuits are most widespread.
Bridge measuring circuit. This circuit is used in the case when the measured quantity is converted by the sensor into a change in active or reactance. In Fig. 36, a
A bridge measuring circuit is shown. A constant voltage source is connected to one diagonal of the bridge, and a measuring device to the other.
The relationship between the bridge arm resistances, the power supply voltage, and the current through the meter can be determined using an equivalent circuit. This circuit can be easily constructed using the equivalent generator theorem. According to this theorem, any linear electrical circuit to determine the current in any of its branches (for example, the diagonal ab
rice. 36, a) can be replaced by an equivalent generator, the EMF of which is equal to the voltage in this branch when the current in it is zero, and the internal resistance is equal to the resistance of the rest of the circuit, provided that all sections where there is an EMF are short-circuited.
Rice. 36. Bridge measuring circuits: a
— schematic diagram;
b - equivalent circuit; in
— automatic bridge
In our case, to determine the current I
The equivalent circuit of the device will have the form shown in Fig. 36, b. According to this scheme we get:
I=Ee/(re+Ri) (12)
| Substituting Eе and rе into expression (12), we obtain |
where Ee
and
rе
are the parameters of the equivalent generator;
Ri
is the resistance of the measuring device.
This is the general expression for bridge meter current. In the case when the bridge circuit is balanced, there is no current in the measuring device, i.e. I
= 0. This state of the circuit will be, as follows from (13), when
R1R4 = R2RЗ.
(14)
If one of the bridge resistances (for example, resistance R1,
which is the output value of the sensor) is unknown, it can be determined by other, known resistance in accordance with
state of equilibrium of the circuit based on condition (14): R1
= = R2
(R3/R4).
Resistance measurement using bridge measuring circuits has found wide application in process control due to its high accuracy and the ability to automate the process of balancing the circuit.
In Fig. 36, in
shows a diagram of an automatic bridge, where the ratio between the arms can be changed using an electromechanical servo system with a reversible electric motor
Rice. 37. Measuring circuits:
A
— EMF measurements using the compensation method;
b
- automatic potentiometer;
c
- generalized diagram of the secondary device
RD,
moving the slider slider
R.
US
amplifier . The mismatch signal, after amplification, is sent to a reversible motor, the direction of rotation of which depends on the sign of the mismatch. The motor stops when the bridge reaches equilibrium, i.e. when the current in the measuring diagonal is zero.
Compensation measuring circuit. The compensation measurement method is based on balancing (compensating) the EMF of the sensor with a known voltage drop across a calibrated resistance. To illustrate this measurement method, consider a potentiometer circuit (Fig. 37, a),
where
Ex
is the measured EMF (for example, thermo-EMF of a thermocouple);
En
- EMF of a normal element or other highly stable source;
E
- EMF of the working power source;
NP
- galvanometer (null device);
Rн
- exemplary resistance for checking the value of the operating current
I
in a normal element;
Rp
- rheostat resistance;
R
—resistance of the rheochord;
P
- work switch “Control
K
- Measurement I”.
Before starting work, it is necessary to set a certain value of the operating current I
.
To do this, switch P
is placed
to position K
and the resistance
Rp
changes until the galvanometer
NP
shows no current.
This state is achieved at En = IRн.
After setting the operating current, switch P
is moved
after In a state of compensation
EX = IR,
(15)
where I
—previously set operating current value.
From expression (15) it is clear that the measurement result is determined only by the position of the slider engine, the scale of which can be calibrated in units of Ex
or a quantity whose function is
Ex.
Compensating measuring circuits are widely used in process control due to high measurement accuracy and the ability to automate the process of balancing the circuit. In Fig. 37, b
shows a diagram of an automatic potentiometer, in which an electromechanical servo system is used to move the slider motor, which responds to the mismatch U
between
Ex
the compensating voltage in the section ba
The mismatch U,
after
RD
the direction of rotation of which depends on the sign of the mismatch.
The engine stops when Ex = Uba.
The same tracking system can be used to check the operating current.
For this purpose, it is necessary to connect a normal element and resistance Rн
connect the output axis of the reversible motor to the control rheostat motor.
Secondary devices. These include devices that receive the signal from the sensor and convert it into movement of the pointer relative to the scale. If necessary, they record the values of the controlled quantity on special chart paper and alarm when the controlled quantity reaches the established minimum or maximum values.
Automatic compensators are used as electrical secondary devices. Regardless of the sensor circuit, the secondary device consists of the following elements (Fig. 37, c):
measuring circuit
IC,
electronic amplifier
EU,
reversible motor
RD
and reading device
OU.
An automatic compensator is an electromechanical tracking device that amplifies the measuring signal with an electronic amplifier and, by acting on the measuring circuit using a reversible motor, brings it to a new state - a state of equilibrium or compensation. The industry produces the following compensators: indicating, with a rotating scale, self-recording, single-point and multi-point.
To determine the purpose and type of compensators, the following designations are accepted: KP - compensators with an indicating circle
gov scale; KB - compensators with a rotating scale; KS - self-recording compensators with registration of the measured value. To indicate the parameter measured by the compensator, a third is added to the first two letters, the meaning of which is given above: M - for a compensator working with primary converters that change their resistance; P - for compensators working with primary EMF converters; D, F and U - for compensators working respectively with differential transformer, ferrodynamic and current converters. Thus, the device with the designation KPP is an indicating compensator for converters that have an EMF at the output (for example, a thermocouple), and the KSM device is a self-recording compensator for converters that change their resistance (for example, a resistance thermometer).
§ 21. CONVERSION OF SIGNALS AND SYSTEMS FOR TRANSMISSING INDICATIONS OVER A DISTANCE
During technological measurements, it is often necessary to transmit a signal of information about the state of the controlled parameter for subsequent processing to a secondary device located some distance from the controlled object. The transmission of measuring information signals over a distance is carried out by special remote transmission systems consisting of the following main elements: 1) a transmitting transducer under the influence of the measured quantity; 2) a communication line that transmits measurement information signals generated by transmitting converters; 3) a measuring device designed to receive a signal of measuring information in a form convenient for perception by an observer or for further use.
Remote transmission systems and transmitting converters can be divided into two large groups: systems with unified signals and systems with non-unified, natural signals.
In remote transmission systems with unified signals, the measurement information signal supplied to the communication line is brought by the transmitting converter to a form and level that meets the requirements of the GPS. To convert a unified signal into an indication, these transmission systems contain various measuring devices (indicating, recording, etc.) as secondary devices.
The most common in such systems are unified primary converters, operating on the principle of force and displacement compensation.
Devices with built-in electrical power converters. They consist of two elements: a measuring unit and an electric power converter (Fig. 38, a).
In the measuring unit, the measured parameter (in this case, pressure) is converted
into
input force P.
In an electric power converter, force
P
is converted into a unified direct current signal, proportional to the current value of the measured parameter.
The electric power converter consists of transmission mechanisms 1, 2, 3,
a feedback unit
8,
a mismatch indicator 4
and
a US
The operating principle of the converter is based on electrical power compensation.
If the current value of the measured parameter does not change, then the force P
acting on the transmission mechanism is compensated by the force
Po.
from the side
Rice. 38. Remote transmission of readings:
A
_ transmission system with electric power converter;
b
- connection diagram of the secondary device;
c
- system with pneumatic power converter
feedback block. Error indicator flag 5 4
will be stationary, the mismatch voltage U supplied to the input of the
US
will not change.
The direct current flowing from the US
to coil 7 of the feedback unit and to the secondary device will be constant and proportional to the current value of the measured parameter.
When the current value of the measured parameter changes, the force P
Since the compensating feedback force
Po.s
has not changed, this leads to the movement of levers
1 and 3,
flag
5
of the mismatch indicator
4.
Moving flag 5 causes a change in the mismatch voltage at the input of the amplifier
US,
which in turn leads to a change in the output DC signal and current flowing through coil 7. A change in the current of coil 7 causes a change in the compensating force Po.c due to a change in the force of interaction between the magnetic field of the coil and the plunger
6.
Flag
5
will move until the force
Po
from the feedback balances the input force
P Since
the input force depends on the value of the measured parameter, the value of the DC output signal will be proportional to the measured parameter.
All secondary devices connected to such a converter via a communication line can be divided into two groups: those operating from a unified direct current signal (millivoltmeters, etc.) and those operating from a constant voltage signal (millivoltmeters, potentiometers). Milliammeters are connected to an open circuit (Fig. 38, b)
two-wire line. Millivoltmeters are connected in parallel to a load resistance included in the electrical circuit of a two-wire line.
Pneumatic power converters. The principle of their operation is based on the use of pneumatic force compensation. In Fig. 38, in
A diagram of such a device is shown.
The measured value acts on the sensitive element of the device and is converted into a force P.
This force is balanced through the lever systems
1 and 4
by the force Po.
s created by the bellows of the feedback unit 5. When the measured value changes, and therefore the force P
, the lever / and the associated damper
2
the mismatch indicator
3
of the “nozzle-flap” type move, which converts this movement into a signal of measurement information in the form compressed air pressure.
The signal through the pneumatic amplifier US
enters the communication line and at the same time into the feedback bellows 5, where it is formed into a proportional force
Po.
the input force
P
through levers 1 and
4. Thus, the measure of the measured force
P
is the value of the air pressure at the output of the converter, which creates a balancing feedback force
Po.
With. The limits for changing the output signal of such a converter are 20–100 kPa.
Any pressure measuring devices with an appropriate measuring range can be used as secondary devices.
Ferrodynamic converters. These devices are widely used as transmitting converters in systems for transmitting readings. They are designed to convert angular movements into proportional unified AC electrical signals. Ferrodynamic converter (Fig. 39, a)
has three units: magnetic system 1,
2, 3, 6
and 7, coil
8
and frame
5
with winding.
Frame 5 is connected to the sensitive element of the primary device. It can rotate in the thrust bearings fixed in the core 3.
The ends of the frame winding are connected to the terminals through spiral springs.
The angle of rotation a of the frame relative to the neutral N
-
N
depends on the value of the controlled parameter.
The magnetic system of the converter is formed by magnetic circuit 1, shoe 2,
core
3
and plunger 7. In one of the windows of the magnetic circuit there is a coil
8
with an excitation winding
WB
and a bias winding
W
cm.
When the excitation winding is powered with alternating current, a magnetic flux appears in the magnetic core, inducing an EMF in the frame winding and in the bias winding. Magnetic flux value
depends on the gap between the shoe 2
and a movable plunger 7. By changing this gap (by moving the plunger
7),
you can change the magnitude of the magnetic flux, and therefore the EMF of the frame and the bias winding.
Rice. 39. System for remote transmission of readings:
A
— ferrodynamic converter; b - its characteristics; c - transmission system
testimony
In the air gap 4,
where the frame is located, a radial magnetic flux is created.
When the plane of the frame coincides with the neutral position line N
-
N,
the magnetic flux does not cross the frame, and the emf induced in it is zero.
When the frame deviates from the N
-
N line,
an emf is induced in it, directly proportional to the angle of its rotation.
The phase of this EMF changes by 180° when the frame is rotated in one direction or another from the neutral. In Fig. Figure 39, b
shows characteristics showing the dependence of the EMF value in the frame on the angle of rotation of the frame. By connecting the ends of the bias winding to the frame winding, it is possible to obtain a zero value of the total EMF at the extreme position of the frame.
The operating principle of the ferrodynamic reading transmission system is based on displacement compensation. Ferrodynamic system (Fig. 39, c)
consists of a transmitting converter
PF1
of the primary device, a communication line and elements of the secondary device: converter
PF2,
amplifier
US
and reversible motor
RD.
The frame of the transmitting converter
PF1
is mechanically connected to the sensitive element of the primary device, and therefore, the angle of its rotation and the emf
e1
are proportional to the controlled parameter.
PF2
converter frame is mechanically connected to the
RD motor axis.
The converter frames are connected in series so that the EMF they develop is directed towards each other, i.e., towards the input of the US
the difference in EMF of both converters is supplied: U=
e1
-
e2.
With the same position of the transducer frames ( 1
= 2) of the primary and secondary devices, the emfs
e1
and e2 are equal to each other, and the voltage supplied to the input of the amplifier is U= 0. When the value of the controlled parameter changes, the frame of the primary device changes its position and
e1 e2.
The voltage U=
e1
-
e2,
which is not equal to zero, will be applied to the amplifier input.
The amplitude and phase of the voltage U depend on the angle of rotation of the transmitting converter frame. The voltage AU,
amplified by the amplifier US
rotates the RD
which turns the frame of the PF2
the arrow of the measuring device.
Rotation of frame PF2
causes a change in emf
e2.
The frame and arrow will rotate until
e2
becomes equal to e1
, i.e.
U= 0.
Thus, each position of the transducer frame of the primary device corresponds to a very specific position of the transducer frame of the secondary device, and, consequently, the position of the arrow relative to the scale of the device.
As systems for transmitting readings with natural signals, differential transformer and rheostatic systems are most widely used. In such systems, measurement information signals are not reduced to a unified (normalized) form. Despite the fact that the use of natural signals is less convenient than unified ones, these systems for transmitting indications are quite widespread. In some cases, for example, when solving local problems - measuring temperature, pressure, etc. - they turn out to be simpler and cheaper than systems with unified converters, since they are not subject to strict requirements for working in a single complex with other instruments and devices .
Operation of a differential transformer system for transmitting readings (Fig. 40, a)
is based on the principle of compensation for the voltage difference in the windings of the primary and secondary devices. With a change in the measured parameter, the position of the sensitive element 1 changes and the core of the differential transformer converter moves. Due to changes in mutual
Due to the induction between the primary excitation winding and two secondary windings connected towards each other, the movement of the core of the primary device is converted into voltage. The differential action of the coil is that movement of the core in a certain direction causes a corresponding change in voltage in one of the secondary windings and the opposite to it in the other.
The transmission system includes two identical differential transformer converters, a US
and a reversible
RD motor,
which drives
the converter core of the secondary device
K. with the output shaft of the RD
. The primary windings of the converters are connected in series, and alternating voltage is supplied to them. Their secondary windings are connected so that the voltages removed from them
U1 = ( e1
-
e2
) and U2= (
e3
-
e4)
are in antiphase, and
'therefore, the resulting voltage applied to the input of the US amplifier,
will be equal to
U = U1—U2.
If the converter cores are in the same positions, then the voltages
U1
and
U2
are equal, i.e. U = 0.
When the controlled parameter changes, the converter core of the primary device moves. When the positions of the converter cores of the primary and secondary devices are mismatched, the voltages induced in the secondary windings are not equal, and at the input of the amplifier US
ACS voltage will be supplied. The amplitude and phase of this voltage depend on the movement of the converter core of the primary device.
Voltage U
=
U1
-
U2,
amplified by the
US amplifier,
rotates the
RD motor,
which moves the pointer, and with the help of a cam, the converter core of the secondary device. The direction of movement of the arrow and the core will depend on the phase of the voltage applied to the amplifier input. Pe-
movement of the core leads to a change in voltage U2 =
=
e3
-
e4
.
The core will move until the positions of the cores in the coils of the primary and secondary devices are coordinated. When the position of the cores is consistent, the voltages U1
and
U2 become equal again,
and the voltage applied to the input of the amplifier again becomes zero, and the movement of the converter core of the secondary device stops. Thus, each position of the core of the secondary device, determined by the value of the measured quantity, corresponds to a certain position of the core of the secondary device transducer, and, consequently, the position of the arrow relative to the scale of the device.
The main element of the rheostatic remote transmission system is the rheostatic transmitting converter (Fig. 40, b).
This transducer converts linear movement into a proportional change in electrical resistance.
It consists of a resistance wire R
(flush chord) with a movable contact 1. The resistance of the flux chord is proportional to its length.
When transmitting readings remotely, the flux chord is built into the primary device. The sensitive element of the primary device is membrane 3,
connected via rod
2
to movable contact 1. The secondary device (ammeter) is connected by wires to a rheostat converter.
When the controlled value (pressure P)
2
and movable contact 1
to move. 1
R
changes , and therefore the magnitude of the current in the circuit
I
=
E/R.
At a constant supply voltage E
and the resistance of the communication line wires, the value
R
depends only on the resistance of the rheostatic converter.
Since the resistance R
is proportional to the pressure measured by the primary device, the deflection of the ammeter needle is also proportional to the pressure P.
Therefore,
When automating production processes, electrical, pneumatic and hydraulic automatic devices are used. For them to work together, it is necessary to convert signals of one type (of the same physical nature) into proportional signals of another type. This is carried out by special converters. The most common of them are discussed below.
Electro-pneumatic converters . These devices are designed to convert a continuous DC signal in the range of 0-5 mA into a pneumatic signal varying from 20 to 100 kPa.
A schematic diagram of an electro-pneumatic converter of the EPP-63 type is shown in Fig. 41, a. In steady state, a constant current of the input signal passes through the coil 2,
mounted on the main lever 3,
and creates, when interacting with the magnetic field of a permanent magnet 1, a retracting force, which is balanced by the force created by the feedback bellows
6.
When the current changes, the balance of the lever system is disrupted, the levers
3 and 5,
connected by a flexible rod
4,
rotate around the tape hinges and the size of the gap between the joints crowbar 9 and damper
10,
mounted on the main lever
3,
change
Rice. 41. Converters: electro-pneumatic (a), pneumo-electric
skiy (b)
no doubt. This movement causes a change in air pressure supplied from the power source to chamber P
k, in the inter-throttle chamber
Mk
of the pneumatic amplifier and leads to an imbalance of the differential membrane
8
associated with the rod of the poppet valve
7.
The rod changes the degree of opening of the valve, which causes a change in pressure in the outlet chamber
Bk
and feedback bellows
6.
As a result of movement of the bottom of the bellows, the reverse force connection counteracts further movement of the damper until the lever system
3, 4, 5
. The converter has a temperature compensation system consisting of a copper shunt Rsh and an additional manganin resistance RD.
The main error of such a converter is ±1% of the input signal variation range, the sensitivity threshold is 0.1
%,
the time constant for a pneumatic line length of 300 m and a diameter of 6 mm is 25-30 s.
Pneumoelectric converters are designed to continuously convert a pneumatic signal into a proportional electrical signal of direct or variable
current The input signal of the converters is the compressed air pressure in the range of 20-100 kPa, and the output signal is a unified direct or alternating current signal.
In Fig. 41, b shows a diagram of a pneumoelectric converter of the PPE-6 type. The converter consists of two main elements: a measuring unit 1,
receiving the input pneumatic signal
Рвх,
and a differential transformer converter
6,
converting the input pressure
Рвх
into an electrical output signal.
2
is used as an elastic sensing element equipped with a helical spring
10.
The lower end of the spring is fixed in bushing
13,
and the upper end is fixed in bushing
9, which
simultaneously serves for centering and adjusting the spring.
12
is connected to the bottom of the bellows the upper end of which is connected to the lever 8.
The axis
When
which
of the differential
To reduce the temperature error, the bellows rod is equipped with a bimetallic compensator 11.
Pneumatic signal of measuring information Pvx
is supplied to the pneumoelectric converter through a fitting into the measuring unit 1, hermetically sealed with a casing. Under the influence of pressure, the bellows is compressed, which causes a proportional movement of the rods, and, consequently, the core of the differential transformer converter.
The main error of the PPE-6 converter, expressed as a percentage of the maximum stroke of the core, does not exceed ±1 %.
The maximum stroke value of the core is 5 mm.
AUTOMATIC ACCOUNTING OF RAW MATERIALS
The raw materials for wood processing enterprises are mainly round timber. The profitability of production largely depends on the correct and economical use of wood raw materials. Therefore, among production operations, a special place is occupied by operations related to the accounting of round timber, which require the greatest labor costs.
The essence of the operations for determining the volumes of round timber lies in their measurement: measuring diameters and lengths, calculating their volume, followed by summing up the volumes of individual assortments. The most widespread in this area are systems for automatic measurement and accounting of raw materials, built on the basis of computer technology.
In Fig. 42, a
an automatic system for accounting for round timber is shown.
Its main elements are gauges / diameters and 2
lengths of assortments.
Diameter meter. The diagram of this device is shown in Fig. 42, b.
It contains light source
IC,
optical system,
consisting of a parabolic reflector 3, a mirror 2
and FP
Fluorescent lamps, which produce a parallel beam of light, are usually used as a light source.
The measuring object, for example, assortment 1 with diameter d,
moves on the traverse of a longitudinal conveyor. Assortment 1 on change
Rice. 42. Automatic raw material accounting system:
a - block diagram of the system; b - diameter meter; V
- length meter
⇐ Previous9Next ⇒
Recommended pages: