Electroplating is a special electrochemical process that uses an electrolyte, an electric current, a pair of electrodes and the element being processed. This is a unique technology designed for processing metal products. An electrolyte is a liquid substance with high current conductivity, from which, under the influence of an electric current, particles of a metal alloy are released, settling on the element being processed and forming a protective film on its surface.
Galvanic-type coatings are created not by the banal application of a metal layer, but by the penetration of particles into the surface layers of the element.
Principle
The scheme by which metal electroplating is implemented is quite simple. It includes a product on which a protective coating is applied, a container with an electrolyte solution where the product is placed. The third participant in the process is a metal plate, to which a positive current charge is applied; it acts as an anode; the product placed in the solution becomes a cathode, where a negative charge is applied.
When the electrical network is closed, the metal of the anode (plate) dissolves in the electrolyte and, under the influence of current, rushes to the negatively charged product (cathode), thereby creating a durable coating. An electrolyte is a conductive solution for moving metals from the anode to the cathode. The size of containers (baths) with electrolyte varies, depending on production tasks.
Large products are placed on hangers through which a negative charge is passed; the structure is held suspended in the volume of the bathroom. Small products are galvanized in drum-type baths, where a large number of products are simultaneously galvanized. In this case, a negative charge is applied to a drum rotating in a container with electrolyte, where the anode is inserted.
There are bell-type filling baths, where galvanic coating is simultaneously applied to a large number of very small parts, for example, hardware. Products are poured into the container, the electrolyte composition is poured in, and the anode is installed. The baths are given a slow rotation, during which the products are evenly coated with protective metal.
Operating principle
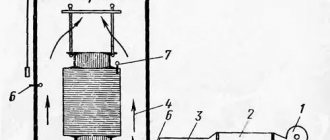
Scientists placed a copper and zinc plate in containers with acid. They were connected by a conductor, gas bubbles formed on the first, and the second began to dissolve. This proved that electric current flows through the conductor. After Galvani, Volt took up experiments. He created a cylindrical element, similar to a vertical column. It consisted of zinc, copper and cloth rings, pre-impregnated with acid. The first element had a height of 50 cm, and the voltage generated by it was felt by a person.
The principle of operation is that two types of metal in an electrolytic medium interact, as a result of which current begins to flow through the external circuit. Modern galvanic cells and batteries are called batteries. Their voltage depends on the metal used. The device is placed in a cylinder made of soft sheet metal. The electrodes are meshes with oxidative and reduction sputtering.
Converting chemical energy into electricity eliminates the possibility of restoring the properties of batteries. After all, when the element operates, reagents are consumed, which causes the current to decrease. The reducing agent is usually the negative lead from lithium or zinc. During operation, it loses electrons. The positive part is made of metal salts or magnesium oxide, it performs the work of an oxidizing agent.
Methods
The galvanic method of coating products allows you to create a durable protective coating on metals, isolating parts from the aggressive effects of working environments. Insulation can be created from various metals; application is carried out by anodic and cathodic sputtering.
Cathodic coating is characterized by the fact that at the slightest violation of the integrity of the applied layer, the metal underneath is destroyed more intensively, which is facilitated by the coating technology itself. An example of rapid erosion is tinned metal products, where tin serves as an insulating layer.
Anodic electroplating has different characteristics. When conditions arise that threaten corrosion, the galvanic insulation is destroyed and the metal remains intact for a long time. Anodized products are reliably protected from aggressive environments and mechanical damage. The most common type of insulation is galvanizing. The method allows you to preserve all the characteristics of the processed product, its appearance, shape and size.
Goals
Galvanic coatings are divided into several types depending on the purpose of the product:
- Protective and decorative. The purpose of application is to obtain high aesthetic characteristics and protect products from destructive factors.
- Protective. They isolate metal parts from aggressive environments and mechanical damage.
- Special purpose. Galvanic coating is applied to obtain new properties - increased wear resistance, increased hardness characteristics, obtaining magnetic and electrical insulating properties of the finished product. In some cases, galvanization is used to restore the original appearance of a product or after long-term use.
Types of coatings
The galvanic coating method is implemented by applying various metals to the product, each of them has its own characteristics and purposes in the further operation of the part or object:
- Silver plating – increases aesthetic value, protects against corrosion, improves reflective and conductive characteristics. This type of application is in demand in the production of static relays, contactors, electromagnetic relays, electromagnetic starters, microcircuits and other electronic products.
- Nickel plating is the most popular galvanic coating of steel, copper and aluminum products. The nickel layer reliably protects products or machine parts from rust formed under the influence of the external environment, as well as from types of corrosion resulting from contamination of the working environment by aggressive media - alkalis, acids, salts. Nickel-plated products demonstrate high resistance to severe mechanical damage and abrasion.
- Chrome plating - increases the wear resistance and hardness of anodized surfaces, improves the appearance, and restores damaged parts to their original parameters. Depending on changes in the technological regime, a galvanic coating with different parameters and properties is obtained - matte gray (increased hardness, but low wear resistance), shiny (high wear resistance, hardness), milky plastic (aesthetics, high degree of anti-corrosion protection, low hardness), galvanizing – anti-corrosion treatment of solid steel sheets, car parts, construction and finishing materials.
- Electroplated gold plating - used in jewelry, electronics and other fields. The gold layer gives the parts high reflective properties, aesthetics, protection against corrosion, and increases conductive qualities.
- Copper plating - often used to coat metal to protect against corrosion; copper improves current-conducting qualities; metal with such a coating is often used for the production of electrical conductors used outdoors.
- Brass plating – used to protect steel, aluminum and alloys from corrosion damage. The brass layer provides the necessary adhesion of metal parts to rubber.
- Rhodium plating is a special coating applied to give parts high resistance in chemically aggressive environments and to obtain additional mechanical wear resistance. Rhodium plating also adds decorative value to products and protects silver items from oxidation and dullness.
Regulation of the quality and technological processes of galvanic coating occurs using GOST 9.301-78.
Overview of materials for galvanic baths
Baths, i.e. containers containing working solutions in which preparatory, basic (coating processes) and final operations of chemical or galvanic (electrochemical) surface treatment of parts are carried out are the main type of equipment in electroplating shops and areas.
Despite the extreme variety of baths used, they are subject to a number of general requirements: tightness, chemical inertness of the bath material to the solution contained in it, the ability to create and maintain a given thermal regime; convenience and safety of service. The difference in the design of the baths is determined primarily by the features of the technological process, which require heating or cooling the electrolyte, stirring, swinging rods, continuous filtration, and the application of various physical factors (ultrasound, magnetic field, electrolyte flow, etc.). In addition, for electrochemical baths it is also necessary to supply an electric current of the required polarity and strength with the greatest possible uniformity of current distribution over the surface of the parts and less loss of electrical voltage.
Based on the loading method, baths used in electroplating shops are usually divided into two groups: manual loading baths (stationary) and baths with mechanized loading.
1.1. Basic parameters and dimensions of bathtubs
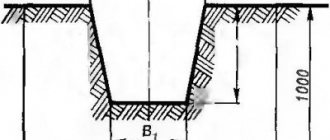
Rice. 1.1Main dimensions of manual bathtubs
Rice. 1.2 Location of hanging fixtures and coil along the length of the bathtub
The distance between the centers of adjacent anode and cathode rods is chosen in the range of 150–300 mm, depending on the size and shape of the parts to be coated (Fig. 1.1). The smaller the distance between the cathode and the anode, the worse the primary current distribution and the greater the difference in the properties and thickness of the coating on different parts of the surface of the parts.
For manual bathtubs with one-way access to the bathtub, their width is limited by the ability of a person to reach out to operate approximately 800 mm. If there are working passages on both sides of the bath, allowing for two-way maintenance, the width of the bath can be greater (no more than twice). If there is a device for mechanized lifting of any cathode or anode rod along with suspensions, the width of the bath is not limited by ergonomic criteria.
The height of the upper edge of the bath, including fittings (bars), side suction, etc., from the level of the floor gratings or service area should be within 850–1000 mm. If it is necessary to install a deeper bath, either deepen it or raise the level of the floor gratings throughout the entire room (at least over as large an area as possible).
The length of the bath (usually anodes are placed along the long side of the bath) should be a multiple of the width of the hanging fixture with a small allowance for the intervals between hangers. Additionally, the length of the bath is increased by allowances for pipes of coils and bubblers and by increased gaps between the outer hangers and the end walls of the bath or pipes (if they are metal) to reduce the effect of the bipolar electrode. The length of all baths in which long-term operations are carried out on one line should be the same.
1.2. Bathtub design and materials for their manufacture
Depending on the purpose of the baths, different types of housings are used. Shown in Fig. 1.3 the bath body without a pocket is used for the following technological operations: electrolytic coating, etching, trapping, activation (decapping), passivation, brightening, oxidation, aluminum painting, neutralization, chemical and electrochemical polishing, removal of low-quality coatings, sludge removal.
Rice. 1.3. Bath body without pocket
Rice. 1.4. Bath body with pocket
The bodies of bathtubs intended for cold and hot washing, chemical and electrochemical degreasing and etching of aluminum are made with a pocket (Fig. 1.4), which serves to drain the upper, heavily contaminated layer of liquid. Pockets can be located on both the right and left sides of the bathtub body. The height of the drain pocket should be at least 10-20% of the height of the bath to prevent liquid from overflowing from the pocket back into the bath when large parts are immersed in it.
The bodies of the bathtubs shown in Fig. 1.5 and 1.6, are intended for two- and three-stage countercurrent (two- and three-stage) washing. The parts begin to be washed in the far right “dirty” section with a pocket from which water is drained into the sewer, and end in the left “clean” section, where clean water for washing comes from the workshop water supply.
From the “clean” section, water evenly flows through special partitions into the lower parts of the following sections, displacing the upper, dirtier layers of water into the sewer through pockets. These partitions are installed at a distance of 50 mm from the dividing walls of the sections and slightly above them.
In galvanic production there are baths that have more than three washing stages. These baths are used, for example, when coating parts with precious metals. This is explained by the fact that with a greater number of flushing stages, less precious metal is carried out (lost) into the sewer.
Rice. 1.5. Double-stage washing bath body
Rice. 1.6. Three-stage washing bath body
In multi-stage countercurrent washing baths, clean water first enters the section furthest from the pocket, flows into the next section, and so on until it enters the pocket, and out of it for cleaning. The parts to be washed move towards the flow of water, i.e. first they get into the most “dirty” section with a pocket, then into the next one, and so on until they get into the last “clean” section. The effectiveness of using countercurrent cascade washing is discussed in Chapter 9.
In addition to the bathtub bodies shown above, in practice there are a number of bathtub bodies of a different design, intended mainly for washing.
Rice. 1.7. Body of a three-section two-stage washing bath
In Fig. Figure 1.7 shows the body of a three-section two-stage washing bath for the case when two two-stage cold water baths are placed in one body after two technological operations. Common to both baths in such a building is the middle “clean” section, into which water is supplied from the workshop water supply. From the middle section, water evenly flows through the partitions into the lower parts of the outer sections, displacing the upper, dirtier layers of water into the sewer through pockets. A three-section two-stage washing bath is installed between the process baths, after processing in which the parts are washed in this washing bath. Parts from the technological baths located to the left and right of the three-section two-stage washing bath enter first into the outer sections with dirtier water, and then into the middle section. The use of such washing baths saves production space, reduces the consumption of construction materials, and simplifies the supply of water and compressed air.
The disadvantage of such bathtub bodies is their bulkiness. This causes a number of problems during their manufacture, installation or dismantling. To eliminate this drawback, the body of the three-section two-stage washing bath is made composite. Figure 1.8 shows such a system, consisting of two washing baths connected by pipes. By installing another washing bath with a pocket on the right or left, you can get a three-section countercurrent cascade washing bath. The transfer of water from the right “clean” section to the left with dirtier water is carried out through pockets through pipes similar to the scheme of communicating vessels. Such baths take up more space in the line, since in this case there is an upper flange and pockets between the sections, however, the advantages of such bodies are obvious.
Rice. 1.8. Connection diagram for rinsing bath housings
If the rinsing water is drained from the bathtub from the top of the bathtub, then water should be poured into the lower part of the bathtub. In this case, the filling pipe for supplying water is lowered into the bath so that the lower end of the pipe does not reach the bottom of the bath by about 50-100 mm, and the upper part of the pipe above the water level ends with a funnel into which water should flow from the tap in a free stream ( Fig. 1.9 a, b).
Rice. 1.9. Methods for filling and draining water in rinsing baths
It is impossible to lower the water supply pipe without breaking the stream above the funnel for fear of the rinsing water being sucked into the general water supply if the pressure in it drops. If the rinse water is drained from the bottom of the bath, then water is poured from above in a free stream from the tap (Fig. 1.9 c, d).
The housings of electrolytic baths connected to DC power sources should be installed on insulating porcelain supports to avoid current leakage and also to protect against stray currents. Insulator brand: SN-6 (support insulators for internal installation). The bodies of the remaining baths are mounted on metal supports.
The bottom of the housing must have a slope of 1:100 or 1:50 towards the bottom drain pipe. To reduce the loss of useful height in bathtubs 2 m or more long, the bottom of the body is made with a slope of 1:100.
The walls of baths in which the operating temperature of solutions exceeds 60 ° C are insulated with mineral wool and covered with steel sheets to reduce heat loss. The bottom of the bathtub and pockets have no thermal insulation. If there are drain pipes, pockets, etc. on the side walls, cutouts are made for them in the thermal insulation.
To increase the rigidity of the upper edges of the side walls of the bathtubs, they are tied around the perimeter with a corner measuring from 50×50×5 to 100×100×10 mm or a channel with a height of 80 to 120 mm. The flanging obtained in this way can be used to install bubblers, heaters, side suction, supports for rods, etc. on them.
Bathtub bodies with a height of 1250 mm and above are recommended to be tied approximately in the middle of the height with additional channel belts to prevent the formation of “barrel-shapedness”. Bathtub bodies with a length of 2.5 m or more are recommended to be additionally tied with vertical posts.
Carbon steel baths . St-3 steel is still a fairly common material for making bathtubs. The thickness of the steel sheet for baths with a volume of less than 600 liters should be at least 5 mm, for baths with a volume of 600 liters or more - at least 7 mm. The inner sides of the bathtub walls are lined with vinyl plastic or plastic compound.
Baths made of corrosion-resistant steel . In some cases, for example, for chemical polishing in concentrated acids, it is necessary to make baths from corrosion-resistant chromium-nickel steel, which is stable in a mixture of strong acids containing at least a few percent of nitric acid or other strong oxidizing agent, but in the absence of hydrochloric or hydrofluoric acids. The addition of titanium to steel protects it from intergranular corrosion. For the manufacture of bodies for degreasing and hot washing baths, the following steels are used without lining: Х18Н9Т, 12Х18Н10Т, ОХ18Н10Т, Х18Н12Т, ОХ18Н12Б, ОХ21Н15Т, ОХ17Т, Х25Т, 08Х22Н6Т. Electrochemical baths require a lining of electrical insulating material.
Bathtubs made of titanium . A universal material for making bathtubs is titanium, which has high chemical resistance in many aggressive environments. The service life of titanium baths is 5-7 times longer than steel ones. The high corrosion resistance and physical and mechanical characteristics of titanium make it possible to reduce the thickness of the bath walls by more than 2 times. For the manufacture of bathtub bodies, titanium alloys of the following grades are used: VT0, OT4-0, VT1, OT4, VT1-0 (GOST 19807–74). Lining the walls of the baths is not required, with the exception of electrolytic baths.
Bathtubs made of polypropylene . Polypropylene is the most promising material with high chemical resistance, wear resistance, heat resistance (up to 130 ° C without mechanical loads), high resistance to impact loads, satisfactory mechanical strength, low water absorption, low water and vapor permeability, and high dielectric properties. Polypropylene is resistant to aqueous solutions of inorganic compounds (salts) and to almost all acids and alkalis, even at high concentrations and temperatures above 60 ° C. Only such strong oxidizing agents, such as chlorosulfonic acid, oleum and concentrated nitric acid, can destroy polypropylene even at room temperature. A continuous decrease in the chemical resistance of polypropylene with subsequent avalanche-like destruction occurs only in the electrolyte for electropolishing of corrosion-resistant steels at a temperature of 80 °C. In this solution, vinyl plastic behaves similarly, but at a temperature of 60 °C. Polypropylene is particularly sensitive to light, which must be taken into account in all applications of the product. Polypropylenes have good resistance to light radiation in the visible region of the spectrum. Exposure (even short-term) to ultraviolet radiation (radiation with a wavelength of 290-400 nm) and atmospheric oxygen makes polypropylene brittle and leads to surface damage: loss of gloss, cracking and “coating” of the surface, deterioration of the mechanical and physical properties of the polymer. This process accelerates at elevated ambient temperatures.
The high chemical resistance of polypropylene in electrolytes for coating is complemented by the fact that it does not affect the electrical conductivity of solutions and has high strength. Bathtubs made of polypropylene, as a rule, are made from block structures that already have stiffeners and therefore do not require additional piping (Fig. 1.10).
Rice. 1.10. General view of a polypropylene bathtub
1.3. Protection of bathtub bodies
Lining, i.e. lining the internal surfaces of the metal bodies of galvanic baths with chemically resistant materials performs a dual role: it protects the walls of the baths from destruction when exposed to solutions and protects the solution from contamination by products of dissolution of the wall material. In addition, the lining of a metal bath intended for electrochemical processes prevents the passage of current through the body of the bath (Fig. 1.11). In the absence of a lining, the electric field is distorted. Part of the current flows along the walls of the bath due to the significantly higher electrical conductivity of the metal compared to the electrolyte. On the side walls (area “a” in Fig. 1.12) deposition of the anode metal will occur, the bottom under the part (area “b” in Fig. 1.12) will dissolve, and the coating on the part will be significantly uneven in thickness - on the lower edge of the part the coating will be thicker and of poor quality (burnt, sponge, etc.).
Rice. 1.5. Body of the two-stage washing bath Fig. 1.6. Three-stage washing bath body
sheet lead of grades C1 or C2 is used to protect bathtubs Lead is stable in solutions of concentrated sulfuric acid and its salts, in concentrated oxalic, acetic and tartaric acids, in sulfurous, chromic, hydrofluoric (cold) and phosphoric acids. Lead is unstable in nitric and hydrochloric acids, as well as in very soft tap water, has limited resistance in caustic alkalis, and is highly soluble in lime water containing 0.1% Ca(OH)2 in the presence of oxygen. In each specific case, the material for the lining is selected depending on the aggressiveness of the solution, its temperature, bath size and other operating conditions. Plastic, metal materials, rubber or ceramic tiles are used for lining. Currently, ceramic tiles are practically not used. This is explained by the labor-intensive and mainly manual technology of applying the lining coating, strict requirements for the rigidity of the bath body and the inability to protect equipment that has more than just flat internal surfaces.
Lead was used mainly for lining chrome plating baths, electropolishing and deep anodizing of aluminum. Currently, due to the insufficient resistance of lead during the operation of chrome plating electrolytes and their contamination with lead compounds, lead linings are replaced with other materials.
For anti-corrosion protection of bathtubs, polymeric materials are widely used, both in the form of a free liner and a lining rigidly attached to the walls of the bathtubs. Practice has shown that with a bathtub length of 6 meters or more, cracking of the rigid polymer is observed when the bathtub is protected with a free liner. In this case, the most acceptable lining design is with the lining glued or otherwise tightly secured to the walls of the bath. Mechanical strength is provided by the metal body of the bath, and the lining only serves as a protective layer.
Bathtubs up to 1 m long can not only be lined with a free liner, but also be made entirely of polymer materials. In this case, it is necessary to take into account the possibility of thermal stresses occurring in them, as well as stresses from swelling and hydrostatic loads, the significance of which increases with increasing dimensions of the baths. A particular danger for bathtubs made of polymeric materials are accidental impacts from both the outside and the inside of the walls and bottom of the bathtubs.
The most common lining material in Russia is sheet vinyl plastic . It is a painted or unpainted, unplasticized, rigid polyvinyl chloride (PVC) material produced by compression molding. Viniplast is resistant to almost all electrolyte solutions used in electroplating, but is not resistant to the action of concentrated nitric acid. The big advantage of vinyl plastic is that it is easily welded, shaped and machined; this allows it to be used both for lining bathtubs and as an independent structural material. The strength of the weld reaches 80-85% of the strength of the base material. The disadvantages of vinyl plastic are its low heat resistance and low impact resistance. Vinyl plastic is fragile. When heated, it softens and can take any shape. The temperature range of use is from 0 to 60 °C; at temperatures below zero, its fragility increases; at temperatures above 60 °C, vinyl plastic softens.
In mechanical and automated lines for lining baths, polyvinyl chloride is used . It is an unpainted plasticized elastic polyvinyl chloride. The plastic compound is stable in all conventional galvanic electrolytes, including chrome and pickling (sulfate) at temperatures up to 70 °C. Promising for lining galvanic baths is plastic compound PKH-2, which has high chemical resistance at temperatures up to 90 ° C, including in electrolytes of chrome plating, bright acid copper plating and nickel plating, electrochemical and chemical degreasing, in sulfuric, hydrochloric and nitric acids, alkalis , chromium oxide and other media. Plastic compound PH-2 is unstable in solutions of ferric chloride and sodium nitrate.
In addition to the somewhat greater heat resistance and chemical resistance of the plastic compound, its significant advantage over vinyl plastic is its flexibility, due to which the non-heat-conducting air gap between the lining and the bath is eliminated. This layer makes vinyl plastic lining inapplicable in bathtubs heated with a steam-water jacket. In addition, flexibility, ductility and good abrasion resistance allow the use of plastic compound with a thickness of 2 mm (versus 5-7 mm of vinyl plastic), which, at the same cost per unit of mass, provides significant savings.
Polypropylene , as noted earlier, has satisfactory mechanical strength, high resistance to impact loads, increased ductility, and inertness to most chemicals. The advantage of polypropylene is the possibility of its use at high temperatures, which, in combination with other properties, opens up broad prospects for the use of polypropylene not only for lining baths using the liner method, but also for the manufacture of other equipment for electroplating shops: side exhausts, ventilation ducts, covers for baths, drums. Polypropylene is second only to fluoroplastic and pentaplast in terms of heat resistance and chemical resistance.
Pentaplast has greater heat resistance and chemical resistance . This chemically resistant “self-extinguishing” polymer has a complex of valuable physical-mechanical, thermophysical and anti-corrosion properties. Coatings based on it can be used in very aggressive environments at temperatures up to 120 °C. In terms of chemical resistance, among thermoplastics, pentaplast is second only to fluoroplastics. Pentaplast is resistant to acid solutions and their mixtures: phosphoric and hydrofluoric; hydrochloric and nitrogen; sulfur, nitrogen and fluoride; salt and fluoride. However, pentaplast is unstable in strong oxidizing agents: in fuming nitric acid at boiling point, in oleum, chlorosulfonic acid, etc.
Pentaplast lining is used to protect chrome plating, chemical nickel plating, etching, and passivation baths. At a number of enterprises, for chemical nickel plating they use baths made of pentaplast sheets 2-3 mm thick and placed together with a sheathing of stainless steel strips in a steam-water jacket.
The introduction of linings made of pentaplast sheets is limited by their high cost and low impact resistance.
For lining baths, you can use such a well-known polymer material as polyethylene . Depending on the industrial production method, high, low and medium pressure polyethylene is distinguished. In electroplating technology, mainly high- and low-density polyethylene is used. Pipes, fittings, terminal boxes, and bubblers are made from high-density polyethylene. When lining bathtubs and applying a protective coating to the metal surfaces of hanging fixtures, preference is given to low-density polyethylene, as it has higher chemical resistance and heat resistance. The softening temperature of high-pressure polyethylene is 80-90 °C, low-pressure polyethylene is 90-95 °C.
It is quite simple and convenient to line bathtubs without a drain with plastic film, having previously welded a bag from it to the size of the bathtub. It is advisable to make polyethylene lining multilayer.
Fluoroplastic (polytetrafluoroethylene) is superior to other plastics in chemical, mechanical and physical properties, including heat resistance. In recent years, the scale of its application and quality indicators have increased significantly due to the development of the production of new types of fluoroplastic, which, unlike the well-known F-4 fluoroplastic, have the properties of fusible metals: they can be extruded, injection molded, and subjected to fusion welding. Such fluoroplastics include F-4MB, F-10, F-2M, F-3M, F-26, F-40LD, etc.
For chemical nickel plating and electropolishing, it is recommended to use F-4MB fluoroplastics in the form of a film liner.
It is advisable to use sheet fluoroplastic F-2M for lining various containers, galvanic and pickling baths, as well as for the manufacture of large-diameter pipelines. It has good forming properties, flexibility, impact resistance, tensile strength, and weldability. Fluoroplastic F-2M withstands such aggressive environments as mineral acids (with the exception of fuming sulfuric acid), oxidizing agents (concentrated nitric acid), concentrated alkalis, halogens, hydrocarbons at temperatures from 20 to 130 ° C. Products made from fluoroplastic F-2M can be used at temperatures from −70 to 140 °C.
The high chemical resistance and heat resistance of fluoroplastics make it possible to make heat exchangers from them for heating and cooling very aggressive solutions: pickling stainless steels, electropolishing, chromium plating electrolytes containing fluorides, etc. Lining with sheet fluoroplastic allows you to abandon the use of stainless steels, expensive alloys, as well as low-tech linings made of lead and ceramic tiles.
Gumming - protecting the internal surfaces of the walls of the bathtub with rubber - is carried out with soft acid-alkali-resistant rubber. Rubber lining has high chemical resistance in solutions of sulfuric (up to 60%), hydrochloric (up to 10%) and almost any concentration of acetic and phosphoric acids. The chemical resistance of rubber in these solutions up to a temperature of 100 °C is very high.
One of the disadvantages of gumming is the need to use adhesives containing toxic and flammable solvents.
Rubber ebonite compositions GES-1 and ES-100T do not have this drawback; they do not contain any solvents, do not require the use of glues and adhesives, and make it possible to obtain seamless ebonite coatings that are uniform in physical, mechanical and anti-corrosion properties. The formulations are compositions of varying viscosities that can be applied by brush, staple, pour-on or dip. Their shelf life at room temperature is practically unlimited. Coatings with rubber ebonite compositions are characterized by a low degree of swelling in acids and alkalis.
To protect the outer surfaces of bathtub bodies, XB-785 enamel of the following groups is most used: 7/1 - for aggressive vapors, gases, liquids; 7/2 - for acid solutions; 7/3 - for alkali solutions.
| Corrosion resistance of some materials in contact with electrolytes | |||||
| 316 stainless steel | titanium | PVC | polypropylene | Teflon | |
| HCl 25% | ? | ? | up to 21°С | up to 85°С | up to 93°С |
| HCl 25-37% | n/r | ? | up to 21°С | up to 21°С | up to 93°С |
| H2SO4 0-10% | ? | up to 21°С | up to 21°С | up to 85°С | up to 93°С |
| H 2SO4 10-75% | n/r | ? | ? | up to 60°С | up to 93°С |
| H 2SO4 conc. | ? | n/r | n/r | ? | up to 93°С |
| HNO3 10% | up to 93°С | up to 93°С | up to 60°С | up to 21°С | up to 93°С |
| HNO3 20% | up to 85°С | up to 93°С | up to 60°С | up to 21°С | up to 93°С |
| HNO3 50% | up to 60°С | up to 93°С | ? | n/r | up to 93°С |
| HNO 3 conc. | up to 60°С | up to 93°С | n/r | n/r | up to 93°С |
| HF 10% | n/r | n/r | up to 60°С | up to 85°С | up to 93°С |
| HF 20% | n/r | n/r | up to 60°С | up to 60°С | up to 93°С |
| HF 50% | n/r | n/r | ? | ? | up to 93°С |
| H 3PO4 0-50% | up to 60°С | up to 21°С | up to 21°С | up to 85°С | up to 93°С |
| H 3PO4 50-100% | ? | ? | up to 21°С | up to 85°С | up to 93°С |
| Chrome content up to 30% | n/r | up to 93°С | up to 21°С | up to 85°С | up to 93°С |
| Chrome content up to 50% | n/r | up to 93°С | n/r | up to 60°С | up to 93°С |
| NaOH 20% | up to 93°С | up to 93°С | up to 60°С | up to 85°С | up to 93°С |
| NaOH 50% | up to 60°С | up to 93°С | ? | up to 85°С | up to 93°С |
Note: ? — data are contradictory, n/a — not recommended
Preparatory stage
Electroplating is a multi-level technological process implemented in three main stages (preparation, coating, final processing of the finished product).
Preparing surfaces for further galvanization is the most labor-intensive and critical stage of the entire process. The quality of the resulting protective coating depends on the correctness and sufficiency of its implementation. If there is the slightest trace of grease and oxide film on the metal surface, it will be impossible to obtain a homogeneous continuous protective film - the coating will not be able to penetrate the layers of the base metal, bubbles, tears, etc. may form.
Defects can occur in places where burrs remain, surface unevenness, in places of poorly polished joints, in places that are not sufficiently cleaned of dust. Electroplating requires low surface roughness, thorough cleaning after grinding and mandatory treatment with degreasing agents.
Galvanoplasty, galvanostegy, patination
Galvanoplasty is called copying technology. The essence of the processes does not differ from the above descriptions. However, adhesion is reduced to facilitate separation of the finished product from the workpiece.
Electroplating is an improvement in the mechanical parameters of the combined layer. Chrome, for example, prevents damage to steel products due to its high strength.
Patination is used to change the decorative properties of the surface. In particular, they create an artificially aged appearance.
Arrows mark areas created using the “rainbow” patination technology
Types of parts processing
Mechanical processing and achieving ideal smoothness of metal parts is achieved at home by grinding the surface with sandpaper and other abrasives; on an industrial scale, sandblasting, chemical, and automated methods are used to achieve results. At the preparatory stage, parts or individual areas that are not subject to galvanization are insulated.
Depending on the type of metal being applied, different preparations are carried out. Before galvanizing or cadmium plating, the surface of the part to be protected is degreased and pickled. Chrome and nickel plating is preceded by mechanical grinding, degreasing, and removal of the oxide film. Degreasing is carried out in two stages - starting work and complete degreasing.
The parts are first washed with solvents - white spirit, gasoline, special organic mixtures, etc. The final treatment is carried out using alkaline solutions or the electrochemical method. After which the parts are washed with hot water, the metal is activated and lightly etched to remove the smallest films of oxides, which improves the adhesion of the surface of the part with the galvanized metal coating.
Creating a Form
We take a print from the product that we will copy. To do this you will need some kind of low-melting metal, plasticine, plaster or wax. If we use metal, we treat the item being copied with soap and put it in a cardboard box. Next, pour in a low-melting alloy.
When the casting is completed, we take out the product and subject the resulting form to first degreasing and then copper plating in an electrolyte. To avoid metal deposits on those sides where there is no imprint, we melt the metal in boiling water to obtain a matrix. Fill the form with plaster. The output is a copy.
To create a matrix you will need the following composition:
- wax - 20 parts;
- paraffin - 3 parts;
- graphite - 1 part.
If the mold is created from a dielectric material, we apply an electrically conductive coating to its surface. The conductor layer is applied either by metal reduction or mechanically, which involves applying flake graphite using a brush.
Even before mechanical surface treatment begins, we grind the graphite in a mortar and sift it through a sieve. The best adhesion of graphite is observed with plasticine. It is most effective to treat plaster, wood, glass and plastic forms, as well as papier-mâché, with a solution of gasoline and wax. When the surface has not yet dried, we apply graphite dust to it, and blow off the adhering substance with a directed air flow.
The electroplated coating is easy to separate from the matrix. If the mold is metallic, we create an oxide or sulfide conductive film on the surface. For example, on silver it will be chloride, on lead it will be sulfide. The film will help you easily separate the mold from the coating. In the case of copper, silver and lead, coat the surface with a 1% sodium sulfide solution to create insoluble sulfides.
How the process works
The deposition of a protective layer of metal on products is carried out using special equipment. Differences in the application of types of electroplating are reflected in the formulation of the electrolyte used.
The galvanic method of coating metals and other materials occurs as follows:
- Galvanic baths are filled with an electrolytic solution. Anodes and workpieces are placed in them. The size and type of bath depend on the size of the parts requiring coating.
- The heating device brings the temperature of the electrolytic composition to the required technologically justified value.
- The design is supplied with current from a source equipped with a voltage regulator.
- The galvanic coating process takes a certain time, its value is determined by the size of the part and the achievement of the required thickness of the protective layer.
What is galvanization
Galvanization is a process that uses electric current to reduce the dissolved positively charged ions (cations) of a metal so much that they form a uniform coating with the surface of another material. In other words, this is the transfer of solution metal molecules to the product at the moment an electric current flows through them. Typically, electroplating is performed between two metals.
The term is also used to refer to electrical oxidations from negatively charged ions (anions) on a solid surface. For example, when silver chloride is formed on a silver wire.
As a result of galvanization, the internal structure of the material does not change. For a deeper impact, other technologies are used: for example, shot blasting, chemical methods.
The opposite of galvanic action is a process that uses galvanic etching. It is used to clean surfaces where a protective layer will be applied in the future.
Process Features
In some cases, with the galvanic coating method, the workpieces are hung on a cathode rod located in the bath, and plates of the metal that will coat the products are placed on the anode rod. To obtain certain characteristics of the coating, metal salts, organic compounds, brightening agents, etc. can be introduced into the electrolyte.
To speed up the process of metal transfer, the electrolyte is stirred, which makes it possible to use a higher current density. Reversing the direction of current allows you to obtain a smooth surface.
The exact duration of the galvanic coating process is established experimentally - by applying a protective layer to the part, measuring the thickness of the resulting layer over a certain period of time under given process conditions. At the adjustment stage, special attention is paid to the thickness of the layer in the recesses and cavities of the experimental part being processed.
Layer thickness
The thickness of the galvanic coating is determined according to data on the average thickness of the applied layer and depends on the conditions in which the part will be used. They are divided into groups:
- Light conditions (LC) - parts are used in closed heated rooms with a relatively dry atmosphere, or the product will be used for a short period of time in an external environment where there are no active corrosive agents. The thickness of a single-layer coating is about 7 microns, a multi-layer coating is 15 microns.
- Average Conditions (AC) - Parts will be used in environments with average humidity, pollution, small amounts of fuel, industrial emissions or seawater vapor. The thickness of a single-layer coating is 15 microns, a multi-layer coating is 30 microns.
- Severe conditions (HS) - involve the operation of parts in conditions of high humidity, increased levels of pollution with industrial gases, fuel waste, solids, and dust. The thickness of a single-layer coating is 30 microns, a multi-layer coating is 45.
Data on the thickness of galvanic coating of parts in one layer is contained in GOST 2249-43. This includes zinc coatings. Controls multilayer application of galvanic coating GOST 3002-45 (nickel coatings). The thickness of the layer can be changed according to design requirements or in cases where the workpiece is designed for a short service life. The service life of galvanizing is up to 5 years, for other types of coatings – up to 3 years.
Processing of the finished product
Galvanic coating of parts is completed by an additional processing stage. The following operations are implemented in this process:
- Lightening.
- Painting with paints and varnishes.
- Passivation.
- Dehydration.
- Oiling or polishing.
- Performing silver plating with anti-tarnish compounds.
Lightening and passivation increase the anti-corrosion properties of galvanized products and cadmium coatings. The passivation process is the immersion of products in a special solution, which forms a protective film up to 1 micron thick on the surface of the part.
Products made of steel and copper with galvanic coating are additionally treated with oils - oiled. This is done in order to improve the protective qualities of metal insulation and helps to increase anti-corrosion resistance.
Quality control
Requirements for the quality of galvanic coating depend on the operating conditions of the processed product. To assess application, the following types of control are used:
- Assessment of the appearance of a part through visual inspection, comparison with reference samples (surface cleanliness, color, presence or absence of gloss).
- Determination of the thickness of the galvanic coating and porosity is carried out in laboratory conditions (measurement).
- Corrosion resistance according to TU or GOST (test).
- Mechanical, physical stability (reflective properties, ductility, wear resistance, electrical and temperature resistance, hardness, etc.)
Electroplating equipment
Faraday cage
There is no need to “take away bread” from the owners of professional beauty salons. The corresponding techniques must be performed especially carefully so as not to cause harm to health. However, any ordinary person is able to prepare a high-quality set of equipment to solve technical problems.
The main component is a reliable and fairly powerful DC source. Adjustments in the desired range of voltage (1-12.5 volts) and current (up to 50-60 A) with a built-in indicator of the measuring device will be useful. The values of the required electrical parameters are selected after determining the operating settings of the technological operations.
A container with suitable dimensions is selected from a chemically neutral material. Heat-resistant plastic will do. However, it is better to use glass taking into account the following advantages:
- long-term preservation of consumer properties;
- strength, resistance to high temperatures;
- easy to clean.
Equipment set
As you can see in the photo, the electrodes can be fixed to the walls. The use of "crocodiles" speeds up the connection. To heat to the desired temperature, an electric stove with smooth power adjustment is useful. Scales are needed to accurately prepare the mixture.
Advantages
The advantages of this method of protecting metal products include:
- High anti-corrosion qualities.
- Resistance to mechanical and physical damage.
- Resistance to aggressive environments of natural and industrial origin.
- Low porosity of the coating.
- Hardness, wear resistance.
- Possibility to adjust the thickness of the applied coating during the application process.
The disadvantages of the method include high energy consumption, environmental hazards, and the high cost of cleanup measures.